О ON VI Ю Os

| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан | 1988 |
|
SU1583196A1 |
| Прокатный стан | 1988 |
|
SU1519803A1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| Прокатный стан | 1988 |
|
SU1600867A1 |
| Прокатный стан | 1988 |
|
SU1547889A1 |
| Прокатная клеть с многовалковым калибром | 1988 |
|
SU1581395A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Рабочая клеть прокатного стана | 1987 |
|
SU1433511A1 |
| Прокатно-ковочный стан | 1988 |
|
SU1547891A1 |
Изобретение относится к горной и цветной металлургии, более конкретно к станам для прокатки, вальцовки и шаговой прокатки, и может быть использовано для производства малотонажных партий высокоточных рациональных заготовок деталей постоянного и периодического по длине полосы сечения в условиях машиностроительных предприятий. Цель - повышение качества проката и надежности работы прокатного стана при одновременном упрощении его конструкции в случае осуществления режима прокатки с переменной, в процессе деформации полосы, величиной рассогласования скорости валков за счет ее бесступенчатого изменения и упрощения средств рассогласования скорости валков. Рассогласование скоростей валков и достигается изменением длины плеч рычага. Ось поворота рычага смещается в направлении осей валков. Скорости перемещения реек, размещенных у различных шеек валков от штока гидроцилиндра, при разных L1 и L2 будут различны. Изменение положения оси поворота рычага возможно во время прокатки. Бесступенчатость изменения рассогласования скоростей валков повышает качество проката. 7 ил.
Изобретение относится к черной и цветной металлургии, а именно к станам для прокатки, вальцовки и шаговой прокатки, и может быть использовано для производства малотоннажных партий высокоточных рациональных заготовок деталей постоянного и периодического по длине полосы сечения в условиях машиностроительных предприятий.
Целью изобретения является повышение качества проката и надежности работы прокатного стана при одновременном упрощении его конструкции в случае осуществления режима прокатки с переменной в процессе деформации полосы величиной рассогласования скорости рабочих валков за счет ее бесступенчатого изменения и упрощение средств рассогласования скорости валков
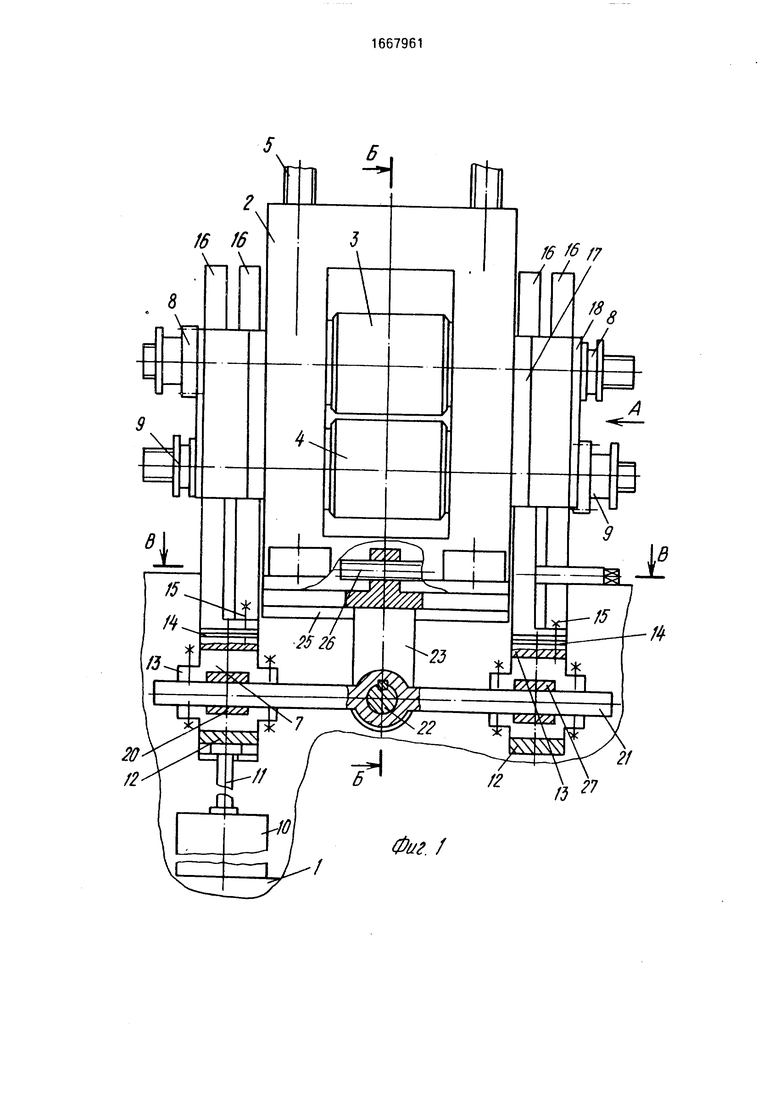
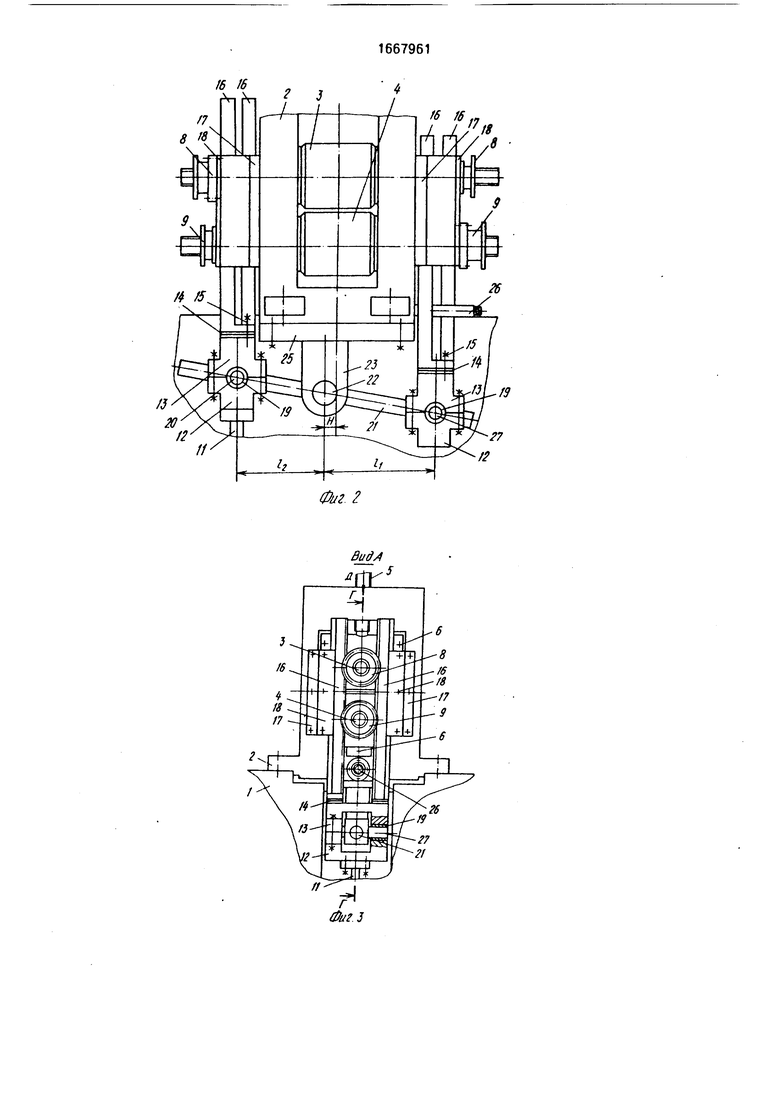
На фиг. 1 приведен прокатный стан, вид по оси прокатки; на фиг. 2 - то же, положение реек привода в процессе деформации полосы для случая прокатки, когда величина рассогласования скорости валков К У 1, на
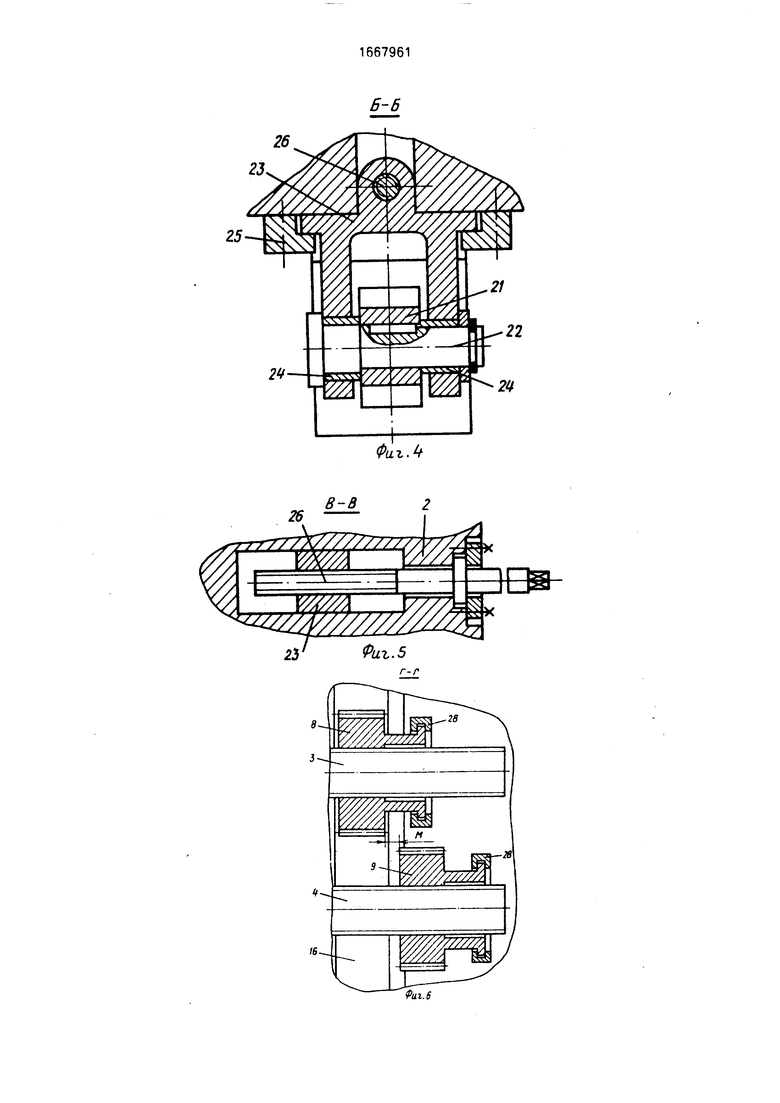
фиг, 3 - вид А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - разрез В-В на фиг. 1; на фиг. 6 - разрез Г-Г на фиг. 3; на фиг. 7
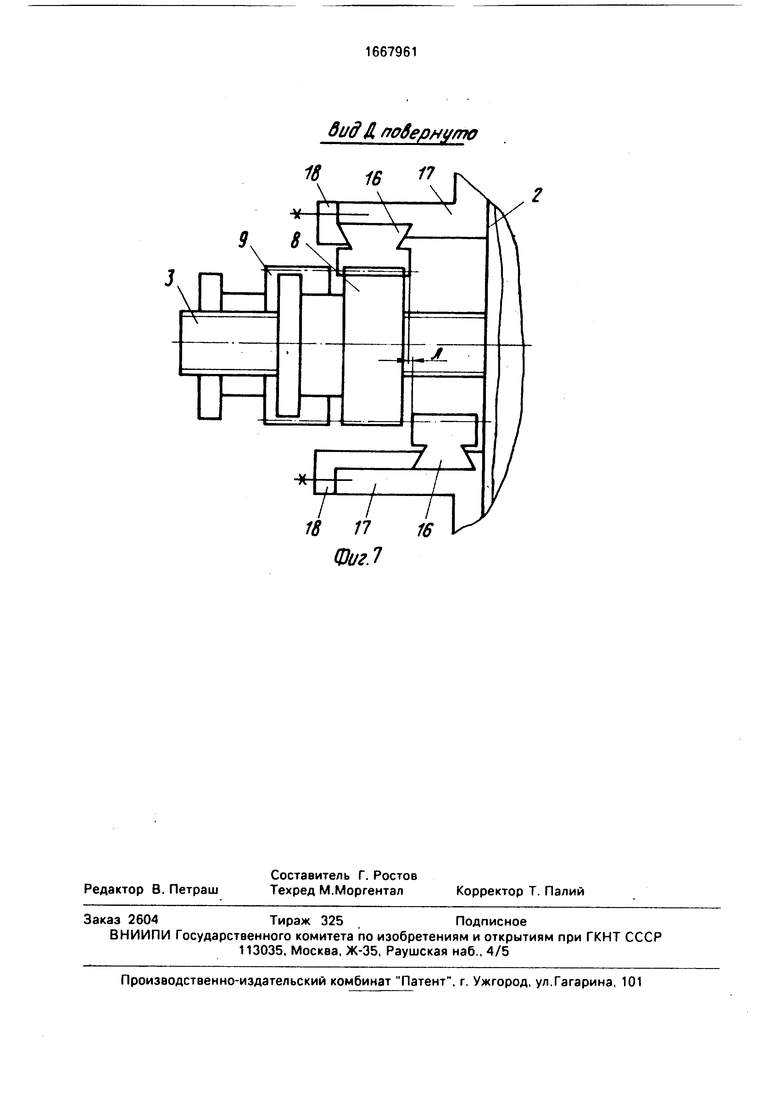
-вид Д на фиг. 3.
Прокатный стан содержит плитовину 1, установленную на плитовине 1 станину 2 с рабочими валками 3 и 4, устройства радиальной 5 и осевой 6 регулировки валков 3 и А и зубчато-реечный привод 7 стана, шестерни 8 и 9 которого смонтированы на хвостовиках валков 3 и 4 посредством подвижных в направлении осей валков, например, шлицевых соединений.
Зубчато-реечный привод 7 стана, помимо шестерен 8 и 9, включает двухполостной гидроцилиндр 10, шток 11 которого через корпус 12 связан с траверсой 13. На траверсе 13 с возможностью регулируемого перемещения по вертикали с помощью прокладок 14 и болтов 15 закреплены рейки 16.
Рейки 16 расположены вертикально в шахматном порядке по обе стороны от плоскости осей валков 3 и 4 в направляющих 17 с планками 18, жестко скрепленных со станиной 2, и смещены относительно друг друга в направлении осей валков 3 и 4 так, что расстояние Л между ними (фиг. 7) больше величины полного диапазона осевой регулировки валков 3 и 4. В свою очередь, ширина зубчатых венцов шестерен 8 и 9 меньше, чем ширина реек 16.
В разъеме траверсы 13 и корпуса 12 выполнены соосные одна с другой расточки, в которых посредством втулок 19 размещена поворотная кулиса 20. В расточке кулисы 20 смонтировано с возможностью независимого в направлении осей рабочих валков 3 и 4 перемещения одно из плеч двуплечего поворотного рычага 21, ось 22 поворота которого размещена в опоре 23 на втулках 24. Опора 23 установлена в направляющих 25 станины 2 с возможностью регулируемого перемещения в направлении осей валков 3 и 4 посредством передачи 26 винт-гайка. Другое плечо двуплечего поворотного рычага 21 смонтировано в кулисе 27, взаимодействующей идентичным описанному выше образом с траверсой 13 реек 16, установленных с другой стороны станины 2.
Торцы шестерен 8 и 9 снабжены цилиндрическими буртами, взаимодействующими с обоймами 28, связанными с системами рычагов управления (не показано) шестернями 8 и 9. Системы рычагов управления обеспечивают установку шестерни 8 (9) в трех фиксированных положениях, два из которых - рабочие (шестерня образует зубчатые зацепления с одной из реек), причем расстояние М (фиг. 6) между фиксированными положениями шестерен 8 и 9 меньше ширины зубчатого венца шестерен 8 и 9.
Для управления работой привода 7 стана на станине 2 и одной из реек 16 установлены соответственно регулируемые и нерегулируемые по высоте упоры (не показано), взаимодействующие друг с другом по- средством конечных выключателей (не показано), смонтированных на регулируе0 мых по высоте упорах.
Стан работает следующим образом. Устройствами осевой 6 и радиальной 5 регулировки валков 3 и 4 известным образом устанавливают заданные размеры ка5 либра по оси и высоте.
При осуществлении режима прокатки с величиной рассогласования скоростей валков 3 и 4 К Vi/V2 1 , где Vi - линейная скорость, например, верхнего валка 3; V2 0 линейная скорость, например,нижнего валка 4, с помощью обойм 28 и системы рычагов управления (не показано) на каждом из валков 3 и 4 одна из шестерен 8 (9) вводится, а другая 9 (8) выводится из зацепления соот5 ветствующими рейками 16 и устанавливается в нерабочее положение. Выбор реек 16 и шестерен 8 и 9 осуществляется в зависимости от положения поршня в двухполостном гидроцилиндре 10 и направления прокатки.
0 Далее устанавливается заданная величина рассогласования скорости валков 3 и 4 1/Vjf 1. Для этого с помощью передачи 26 винт-гайка перемещают опору 23 (фиг. 2) в направлении осей валков 3 и 4, например,
5 влево на расстояние Н, обеспечивающее соотношение длин плеч h и 12 двуплечего поворотного рычага 21, равное величине заданного рассогласования скорости валков 3 и 4 К Vl/V2 ll/l2 .
0 Перемещение подвижных упоров (не показано) со смонтированными на них конечными выключателями (не показано) уста- навливается рабочий ход реек 16. Включается двухполостной гидроцилиндр 10, и прокатывается пробная полоса. В слу5 чае изгиба полосы по выходу ее из очага деформации перемещением опоры 23 корректируют величину рассогласования скорости валков 3 и 4 Ki. Указанную корректировку можно производить и в про0 цессе формоизменения полосы. При реализации способа прокатки рациональных заготовок деталей с заданной ориентировкой продольной оси типа коленчатых валов, характеризующихся наличием, например,
5 трех различных величин значений рассогласования скорости валков 3 и 4 KI в пределах одного периода, (элемента профиля) операции по управлению гидроприводом стана дополняются операциями по согласованному с перемещением реек 16 перемещению опоры 23.
Неизменное направление прокатки в случае формоизменения длинномерных рациональных заготовок деталей обеспечивается за счет одновременной замены реек 16, образующих зацепления с соответствующими шестернями 8 и 9 осевым перемещением последних с помощью обойм 28 и системы рычагов управления.
В случае реализации режима прокатки с неизменной в процессе формоизменения полосы величиной рассогласования скорости валков 3 и 4 KI 1 с целью увеличения нагрузочной способности зубчатых зацеплений привода валков 3 и 4 в зацепление с соответствующими рейками 16 вводится каждая из шестерен 8 и 9.
Повышение качества проката достигается за счет бесступенчатого характера изменения периодически повторяющихся (например, в случае производства рациональных заготовок деталей с заданной ориентировкой их продольной оси, типа коленчатый вали др.) величин рассогласования скорости валков KI. в том числе и на протяжении периода, превышающего величину хода двухполостного гидроцилиндра. При этом бесступенчатый характер изменения величины рассогласования скорости валков обеспечивает, помимо увеличения точности ориентировки продольной оси прокатанной полосы, снижение износа рабочего инструмента и повышение качества поверхности готовой продукции.
Повышение надежности работы стана при одновременном упрощении его конструкции достигается за счет существенного сокращения исполнительных механизмов средств изменения величины рассогласования скорости валков. В свою очередь, значительное упрощение средств для изменения величины рассогласования скорости валков, а следовательно, и системы управления указанными средствами существенно 5 повышает надежность работы прокатного стана в целом.
Формула изобретения Прокатный стан, содержащий рабочую
0 клеть, в станине которой установлены рабочие валки, оборудованные с обеих сторон шестернями, установленными на шейках валков с возможностью осевого перемещения, размещенные вертикально в шахмат5 ном порядке зубчатые рейки, установленные по обе стороны от плоскости осей валков и связанные с упомянутыми шестернями, при этом обе рейки, установленные с одной стороны валка, связаны
0 траверсой, между которой и рейками установлены регулировочные прокладки, устройства осевой и радиальной регулировки валков, средства для измерения величины рассогласования скоростей валков и гидро5 привод реек, отличающийся тем, что, с целью повышения качества проката и надежности работы прокатного стана при одновременном упрощении его конструкции в случае осуществления режима прокатки с
0 переменной в процессе деформации полосы величиной рассогласования скорости валков за счет ее бесступенчатого изменения и упрощения средств рассогласования скорости валков, средство для изменения
5 величины рассогласования скоростей валков выполнено в виде двуплечего рычага, ось поворота которого установлена на станине с возможностью регулируемого возвратно- поступательного перемещения от винтового
0 механизма, а плечи смонтированы в кулисах, установленных на траверсах реек.
Фиг 2
16
18 8
Г9
2
t2
6
26
23
24
В-В
IB
22
2ft
Фи.гЛ
Фчг.6
вид & повернуто
1 I Т
18 Л W Фиг Л
| Прокатный стан | 1984 |
|
SU1171131A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прокатный стан | 1988 |
|
SU1583196A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
