(54) ШТАШ ДЛЯ ЗАКРЫТОЙ ЦГГАМПОВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закрытой объемной штамповки | 1982 |
|
SU1044403A1 |
| Устройство для изготовления полых изделий с отводами | 1977 |
|
SU733761A1 |
| Установка для штамповки выдавливанием | 1981 |
|
SU988421A1 |
| Штамп для получения изделий типа глубоких стаканов | 1977 |
|
SU733841A1 |
| Штамп для штамповки деталей | 1985 |
|
SU1266635A1 |
| Штамп для закрытой объемной штамповки | 1977 |
|
SU676374A1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| Штамп для штамповки деталей | 1982 |
|
SU1063523A1 |
| Штамп для листовой штамповки | 1984 |
|
SU1247124A1 |
Изобретение относится к обработке металлов давлеш1ем, а именно к штампам для закрытой штакшовки.
Известен штамп для закрытой штамповки заготовок, содержшщий верхнюю плиту, на кото рой закреплена одаа полу матрица, промежуточную шшту, на которой за1феш1ена другая полуматрица, и шжнюю плиту с закреплетшнл на ней прошивным пушсоном, а также механизм зажима полумэтриц, вьшолненный в виде силового цилиндра, связанюго тягам с промежуточной плитой 1.
Однако известнь штамп не обеспечивает требуемом производателыюстм работы, так как в нем отсутствуют условия, обеспе шваюшне . Механическое выталкивание отштампованных заготовок из по)г матриц и съем их с процптного пуансона. .
Для псквыш.ешя производительности работы за счет сокращения времеш на удалею1е отштампованшлх заготюок предлагаемый штамп снабжен устшовлениымн одна над другой на тягах между нижней и промежуточным между ними маркетами, а TaitiKe. дополнительным пуансоном, обхватьтахио м .прошивной пуаиоон
и смонтированным на верхней допол1штельной nj«Te.
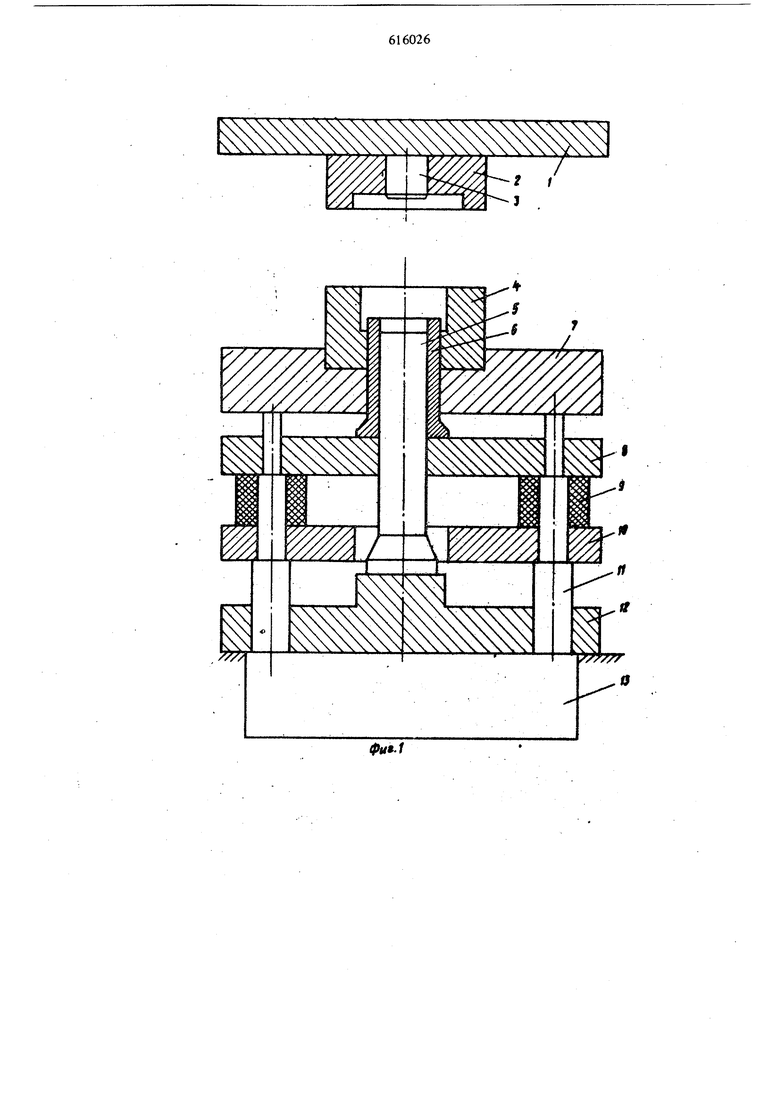
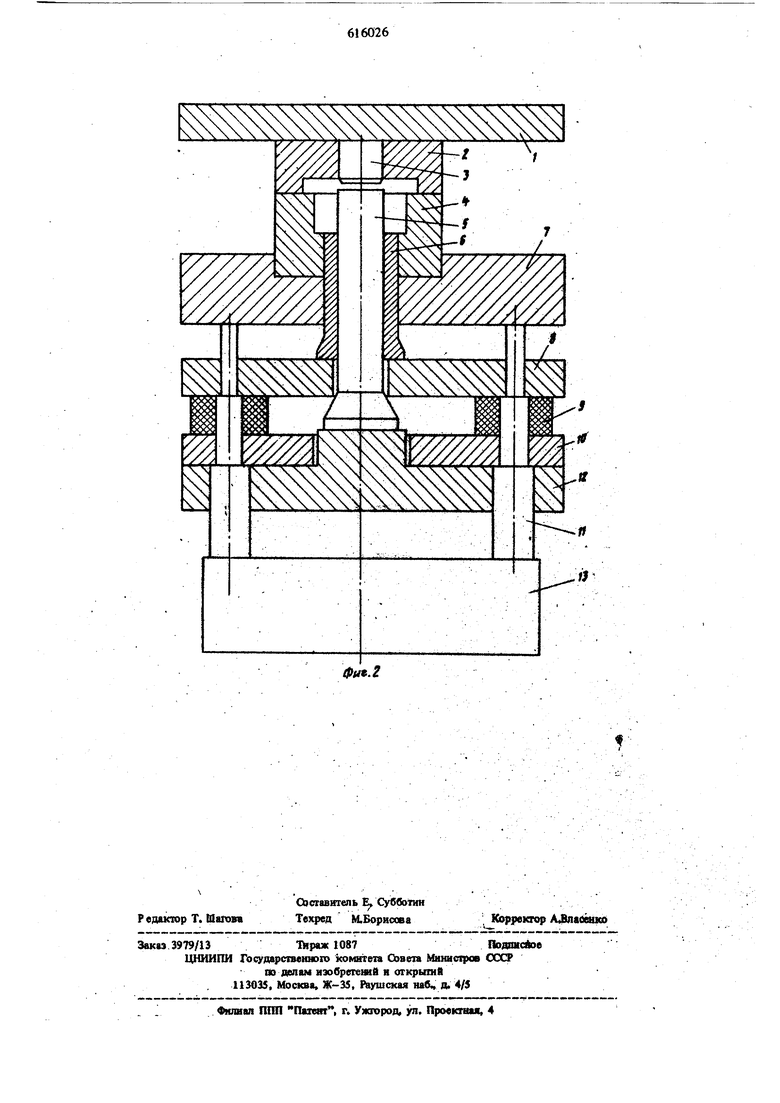
На фиг. 1 показан штамп в исходном положении; на фиг. 2 - то же.в ксжечном положенни.
Шта содержит верхнкио плкту Ig/c закрепленной на ней полуматрицей 2 и толкателем 3. 1Ъ луматрица i, внутри которой расположен 1ФОШИВНОЙ пуансон 5 и допопкительный обхватьшаюший пуансон 6, закреплена на подвнжюй промежуточной шште. 7, дотюлнительный пуансон 6 - на дошмоштельной плитг 8. Дополнительная шшта 8 отирается на маркеты 9, которте в свою очередь опираются на дополнительную плиту 10, Одновременно плиты 7, 8 и 10 опираются на тяги 11, выполненные ступенчатыми. Прошивной пуансон 5 закреплен на нижней неподанжной плите 12, которая располагается на столе пресса. Тяги 11 жестко соединены с траверсой 13 ошового щишндра.
При работе штакша плита 1 с полуматрнцей 2 поднимется ползуном пресса (не пока зано). В полуматрицу 4 помеииется заготовка. Под действием ползуна пресса плита опускается, смыкает полуматрицу 2 с полуматрицей 4. образуя закрытую разъемную матрицу. Дальнейшее перемещение ползуна приводит к движению вниз промежуточной плиты 7 и доподнительног, т обхватьюающего пуансона 6 с дополнительной плитой 8. Поскольку тяги 11 жестко соединены с промежуточной плитой 7, они перемещаются вниз с траверсой 13 силового цилиндра. Дополнительная плита 10 также перемещается вниз под собственным весом, а под воздействием маркетов прошивней пуансон 5 деформирует заготсжку, о бразуя внутреннее отверстие, Кртйиее нижте положение ползуна показано на фиг. 2 и характеризуется жксированным положением дрполиителыюй плиты и дефорьгарованными упруга ми мартсетами 9, {юторые, так же как и траверса 13 ошового (ошиндра могут деть дрпашштелыюе перемещеше полуматрице 4 и пуансону 6 для прглощеш1я избьпка металла. После деформюррваниА заготовки волу матрица 2 поднимается ползуном и вслед ш ней подшмаегся полуматрица 4 .под воздей авнем т{яшерсы 13 снпового Ц11линдра. Вместе с тягам) 11, передшощинш усилие сшювого цилиндра, пошшма$отся допояштельные плиты 8 и 10 со сжатыми маркетаАО 9. И только когда ход траверсы будет произведен полностью, а полумат тца 2 нач(ет отходить от полумагркцы 4, маркеты 9 начнут перемещать дополштельную плиту 8 с дрполштельным пуансоном 6 относительно прошивного пушсо1Ш 5. При дальнейшем перемещении вверх полуматрицы 2 прсшсходит полный съем деформированной заготовки с проишвника и вытаяюсвание ее из полумаярицы 4. Прт заЛипашш деформированной заготовюи в по луматрице 2, Ьна удаляется из нее вьпалкивате лем 3, ушлие на которое передается от верхнего толкателя пресса. В результате использования предлагаемого штампа дефо1 «ируемая заготовка может быть извлечена гарантирсшанно из обеих полуматртц. Вьгталкиванне я съем с прошивного пуансона дефор1иируемой заготсвки в момент отрьта полумат{жцы 2 ot полуматрицы 4 позволяет с большой вероятностью оставлять заготовку в верхней гюлуматри, что позволяет ютоматизировать щюцесс для штамповки деталей разных конфигураций, т.е. значительно тавысить производительность процесса. Формула изобретения Штамп для закрытой штамповки, содержа ШЙ верхшаю плиту, на которой закреплена ощга полуматрица, промежуточную плиту, на которой закреплена другая полуматрица, и нижшею шшту с закреппашым на ней пропшвньш цуансоном, а также ыехаии зажима попумат- рщ, вьвюшеиный в виде снловхях) цилиндра, связанного тягам с промежуточной плитой, отличающийся тем, что, с цепью повьвиешя производительносш работы за счет сокращешя времею на удаление отштамповаиfibix заготовок, он снабжен установленньп«1 одна над другой на тягах между нижней и промежуточной ппитакш двумя дополнительными шштами с размещенными между иикш ма{жетаtan, а также допопнителы(ым пуансоном, обхватывгоощим прошявной пуансон и смонтированным на верхней дополнителыюй . Исгочшки информшаш, щжнятые во внимание щж экспертизе: I. Авторское свидетельство СССТ № 214996, кл. В 21 J 13/0, 1965.
ф1Л.2
1}
