Изобретение относится к металлообработке и может быть использовано при протягивании профильных наружных поверхностей, в частности винтовых поверхностей роторов компрессоров.
Цель изобретения - повышение производительности обработки за счет одновременного протягивания нескольких заготовок разными секциями протяжки.
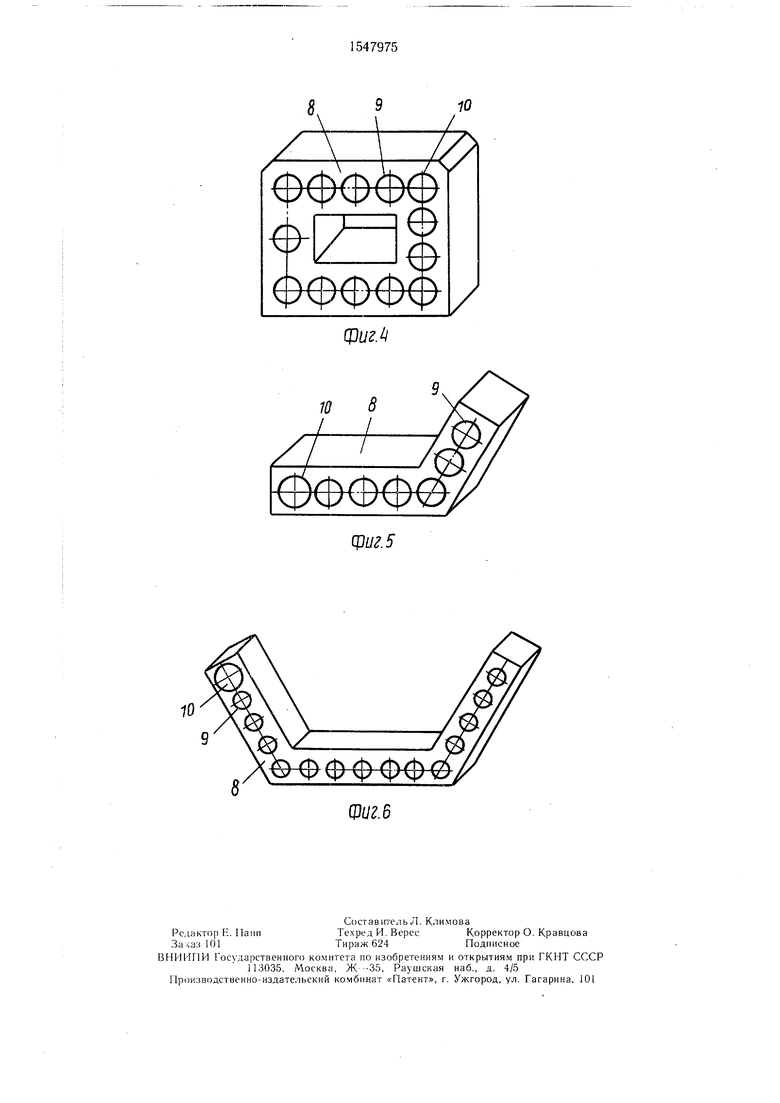
На фиг. 1 изображено устройство для протягивания наружных поверхностей, аксонометрическая проекция; на фиг. 2 - схема протягивания заготовки в одной из секций протяжки устройства; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4-6 - варианты расположения секций протяжки.
Устройство содержит станину 1 с направляющими 2, толкатели 3 и 4, установленные в шпиндели 5 кареток 6 и 7, протяжку 8, имеющую секции 9 и ориентирующее отверстие 10, питатель 11, приемник 12, направляющие втулки 13, установленные на полперемещенияпружины 17,
следующим обЬушках 14 с возможностью по основанию 15 до упоров 16 заготовки 18.
Устройство работает разом.
Соседие секции 9 протяжки 8 расположены так, что их зубья направлены в противоположные стороны. Напротив секций 9, зубья которых направлены одинаково, расположены по обе стороны от протяжки 8, направляющие втулки 13 Расстояние между осями направляющих втулок 13 равно удвоенному расстоянию между осями соседних рекций 9. Перед началом цикла обработки баретки 6 и 7 разведены в крайние положе- ия, а ползушки 14 занимают положение, Показанное на фиг. 1. Каретки б и 7, расположенные слева от протяжки 8, перемещаясь по направляющим 2, подводятся к за го товкам 18, которые размещены на питателе 11 и направляющих втулках 13, и происходит захват заготовок 18 толкателями 4 и 3. Заготовки 18 получают вращательное движение, вывинчиваются из направляющих Втулок 13, ввинчиваются в секции 9 протяжки 8, в которых направляются зубьями протяжки, имеющими выступы, располагающиеся за режущей кромкой, и ввинчиваются в направляющие втулки 13, а обработанная деталь попадает в приемник 12. Зятем каретки 6 и 7 отводятся, а направляющие втул- Ки 13, установленные на ползушках 14 по раз 1ые стороны протяжки 8, совершают пос -у- тателькое движение в противоположных направлениях по направляющим оснований 15 до упоров 16, расположенных таким об- зазом, что ползушки 14 могут перемещаться ia расстояние, равное расстоянию между осями секций 9, и, следовательно, останавливаться в положениях, когда ось каждой Направляющей втулки 13 совпадает с осью соответствующей секции 9. После этого перемещаются каретки 6 и 7 с правой стороны Протяжки 8 и процесс повторяется.
Движение по секциям 9 протяжки 8 заготовка 18 начинает с ориентирующего отверстия 0 протяжки 8, куда подается из питателя 11. В ориентирующем отверстии 10 заготовка 18 из произвольного занимает положение, согласованное с секциями 9 протяжки 8, которое и сохраняет во время обработки и перемещения между секциями 9 протяжки 8. Между количеством направляющих втулок 13 на одной ползушке 14, которая обслуживает один ряд секций 9, и количеством секций 9 в этом ряду k (k включает и ориентирующее отверстие 10) существует соотношение , а секции 9 протяжки 8 расположены по контуру ломаной линии причем их оси параллельны друг другу. Чисто п направляющих втулок 13, расположен-
ных с одной стороны протяжки 8, включая приемник 12 или питатель 11, и количество т заготовок 18, которые обрабатываются одновременно, связывает соотношение
т
0
0
5
0
5
0
5
5
0
где 1, 2, 3...
При этом одна каретка 6 имеет / толкателей 3, связанных кинематически (например, если , то каретки 6 выполняются как каретка 7 на фиг. 1).
Захват заготовок 18 осуществляется следующим образом: если шлицы заготовки 18 к толкателя 3 не совпадут, то толкатель 3 останавливается и продолжает вращаться, при этом за счет перемещения каретки 6 пружина 17 сжимается до тех пор, пока шлицы заготовки 18 и толкателя 3 не совпадут, в этот момент пружина 17 досылает толкатель 3. Движение каретки 6 осуществляется быстрее поступательного движения заготовки 18, вращаемой толкателем 3 до тех пор, пока последний не упрется в торец шпинделя 5.
Перемещение кареток 6 и 7 осуществляется гидроприводом, который работает от насоса малого давления при ввинчивании и вывинчивании из направляющих втулок 13 и от насоса большого давления при протягивании. Толкатель 4 не воспринимает больших усилий, так как только ввинчивает заготовку 18 в ориентирующее отверстие 10.
Формула изобретения
Устройство для протягивания наружных поверхностей, содержащее станину, механизм взаимного перемещения заготовок и протяжки, отличающееся тем, что, с целью повышения производительности обработки, протяжка выполнена многосекционной, причем соседние секции протяжки расположены так, что их зубья направлены в противоположные стороны, а механизм взаимного перемещения заготовок и протяжки выполнен в виде кареток с толкателями и ползушек с направляющими втулками, причем каретки с толкателями размещены на станине по обе стороны от протяжки в шахматном порядке с возможностью возвратно-поступательного перемещения параллельно осям секций протяжки, а ползушки с направляющими втулками установлены на станине по обе стороны от протяжки напротив секций протяжки с одинаковым направлением зубьев с возможностью одновременного фиксированного возвратно-поступательного перемещения в противоположных направлениях, при этом расстояние между осями соседних направляющих втулок равно удвоенному расстоянию между осями соседних секций протяжки.
LO fЈ
f
1Л
«о
ю

| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ УДАЛЕНИЯ ОБЛОЯ ФОРМОВЫХ РЕЗИНОВЫХИЗДЕЛИЙ | 1967 |
|
SU205269A1 |
| Непрерывно-протяжной станок | 1982 |
|
SU1115869A1 |
| Устройство для центрирования заготовки при протягивании | 1971 |
|
SU471961A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2018416C1 |
| Станок для сборки трубчатых секций теплообменников | 1975 |
|
SU556926A1 |
| Пресс для вырубки заготовок из плоского материала | 1983 |
|
SU1119762A1 |
| Механизм переноса заготовок | 1987 |
|
SU1547931A1 |
| УСТРОЙСТВО ДЛЯ КОНТУРНОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1995 |
|
RU2054992C1 |
| Устройство для исследования процесса кузнечной протяжки | 1978 |
|
SU715923A1 |
| Устройство для подачи листа в зону обработки | 1985 |
|
SU1357108A1 |
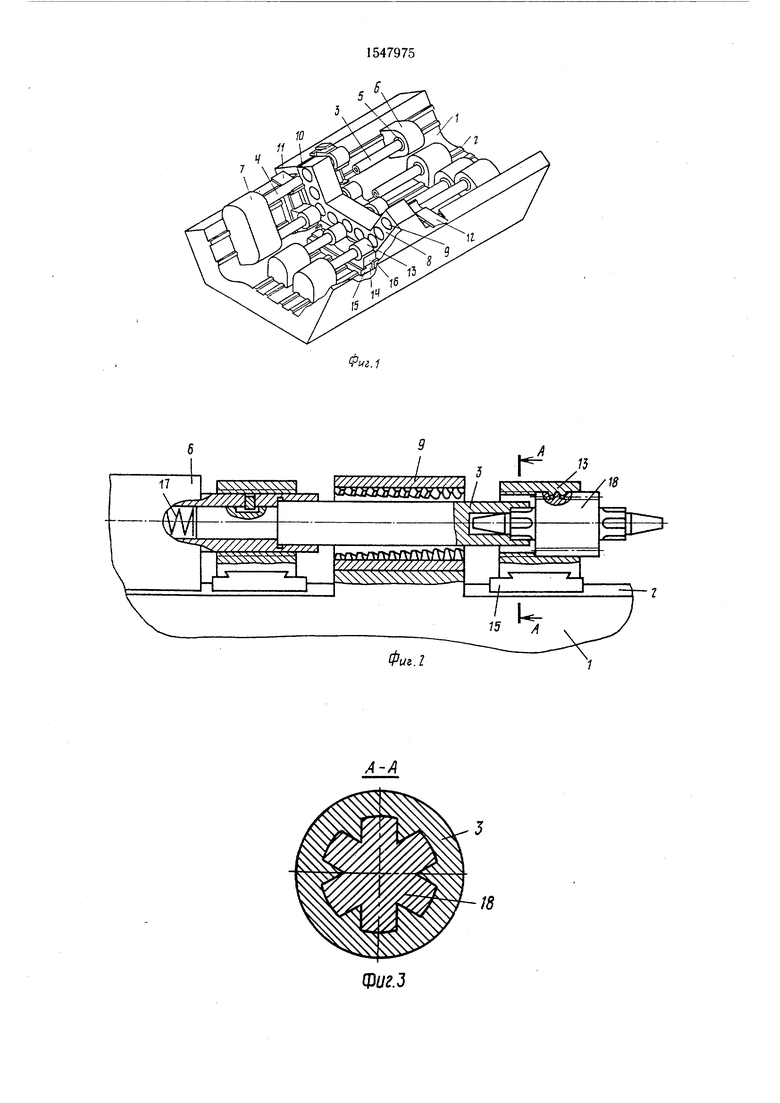
Изобретение относится к металлообработке и может быть использовано при протягивании профильных наружных поверхностей, в частности винтовых поверхностей роторов компрессоров. Цель изобретения - повышение производительности обработки за счет одновременного протягивания нескольких заготовок разными секциями протяжки. Устройство содержит станину 1 с направляющими 2, по которым перемещаются каретки 6 и 7 с толкателями 3 и 4, размещенными в шахматном порядке по обе стороны от протяжки 8, выполненной многосекционной, причем соседние секции 9 расположены так, что их зубья направлены в противоположные стороны. Ползушки 14 с направляющими втулками 13 установлены на станине 1 по обе стороны от протяжки 8 напротив секций 9 с одинаковым направлением зубьев. Каретки 6 и 7, расположенные слева от протяжки 8, подводятся к заготовкам, размещенным на питателе 11 и в направляющих втулках 13, и происходит захват заготовок толкателями 3 и 4. Заготовки получают вращательное движение, вывинчиваются из направляющих втулок 13, ввинчиваются в секции 9 протяжки 8, а затем - в направляющие втулки 13 и обработанная деталь попадает в приемник 12. Затем каретки 6 и 7 отводятся, а направляющие втулки 13, установленные на ползушках 14 по разные стороны от протяжки 8, совершают поступательное движение в противоположных направлениях по направляющим оснований 15 до упоров 16, расположенных так, что ползушки 14 могут перемещаться на расстояние, равное расстоянию между осями секций 9, и останавливаться, когда ось каждой направляющей втулки 13 совпадает с осью соответствующей секции 9. После этого перемещаются каретки 6 и 7 с правой стороны протяжки 8 и процесс повторяется. 6 ил.
фигМ
фиг. 5
| ПОЛУАВТОМАТ ДЛЯ ПРОТЯГИВАНИЯ НАРУЖНЫХ ПОВЕРХНОСТЕЙ | 0 |
|
SU239760A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
