1
Изобретение относится к области механизации технологических процессов и может быть использовано при обработке протягиванием преимущественно длинных плоских заготовок из углеграфитовых материалов.
Известны устройства для автоматического центрирования плоских и цилиндрических деталей при помощи двух щек, движение зажима которых осуществляется гидравлическим приводом.
Целью изобретения является совмещение продольной геометрической оси протяжки с осью плоской покоробленной заготовки.
Это достигается тем, что зажимные элементы выполнены плоскими, расположены по обе стороны оси протягивания и кинематически связаны с механизмом двухстрелочного циферблатного указателя, градуированного на величину удвоенного расстояния от каждого зажимного элемента до оси протягивания.
Кроме того, на зажимных элементах со стороны, обращенной к протяжке, могут быть установлены направляющие стержни, проходящие между рядами зубьев протяжки.
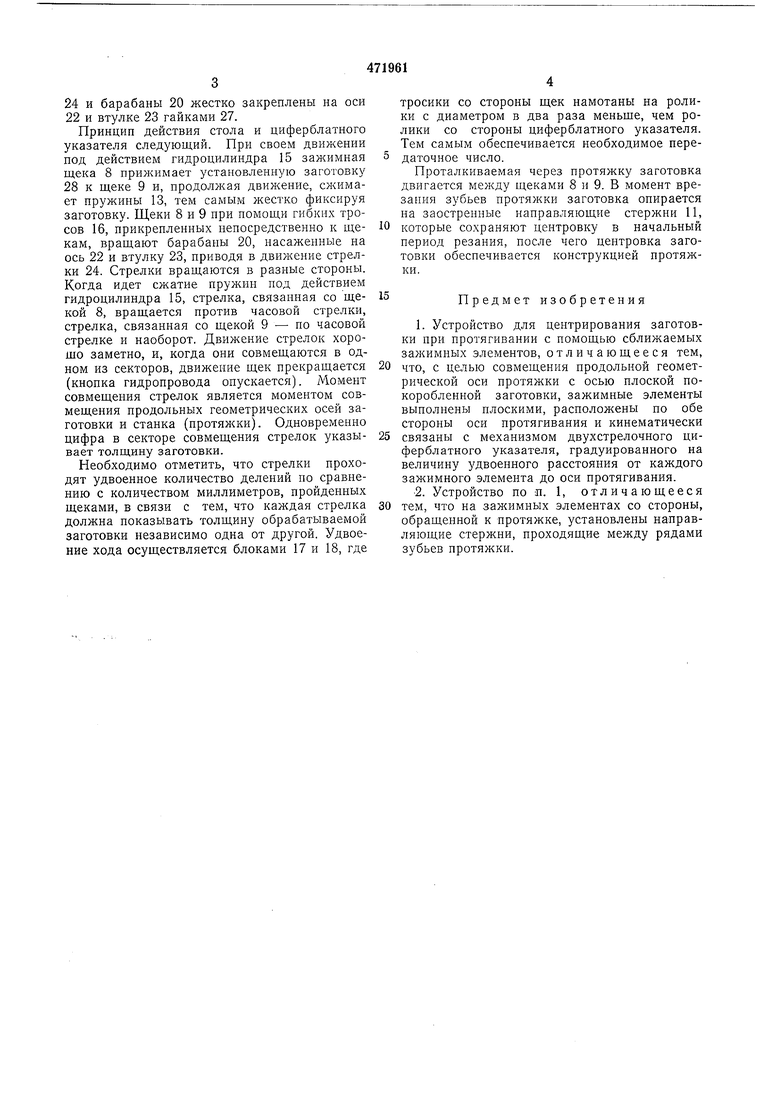
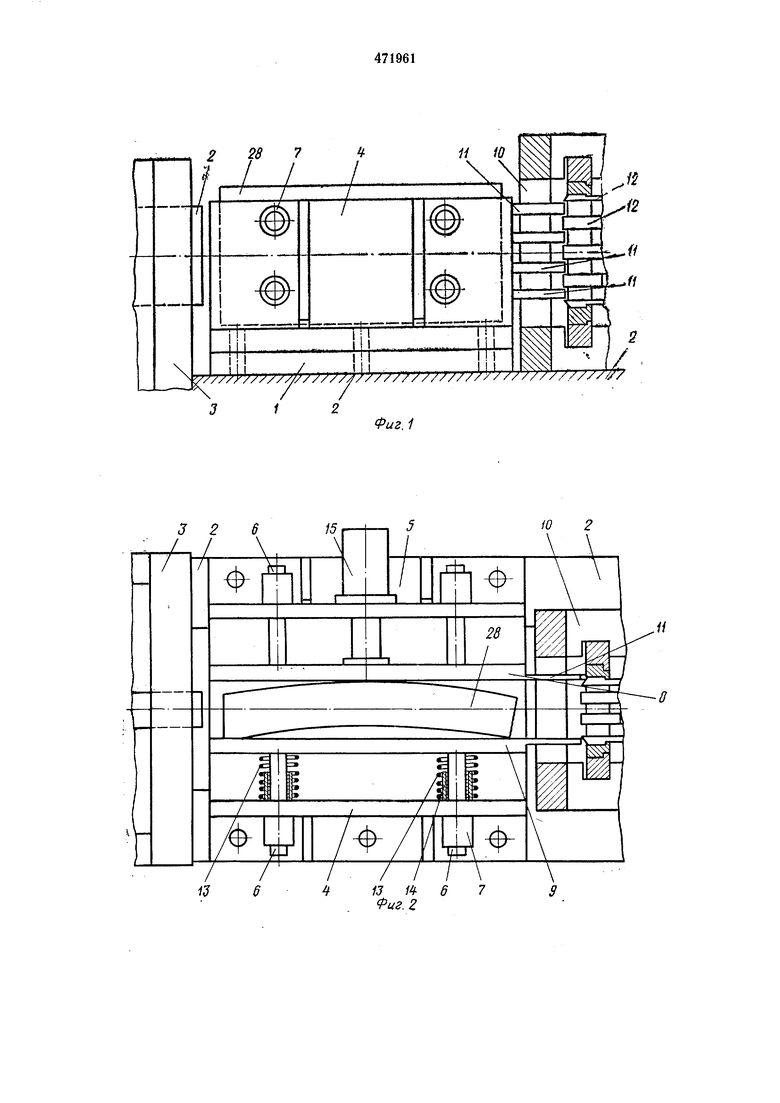
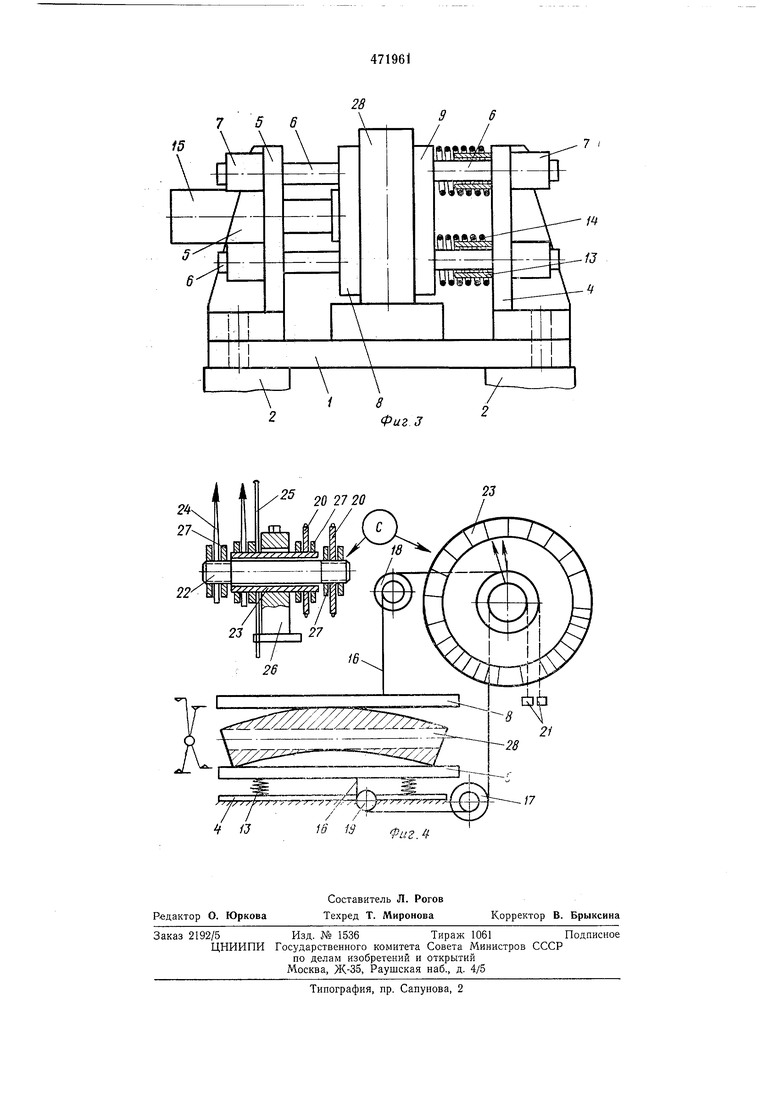
На фиг. 1 показано предлагаемое устройство, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - то же, вид с торца; на фиг. 4 - циферблатный механизм.
На основании 1, установленном на направляющих 2 приставной станины 3 протяжного
станка, неподвижно крепятся боковые кронштейны 4 и 5. При помощи колонок 6 и направляющих втулок 7 устанавливаются подвижные центрирующие элементы - щеки 8 и 9. На концах щек, обращенных к протяжке 10, выполнены заостренные направляющие стержни 11, которые на глубину 2-3 мм входят в промежутки между режущими зубьями 12 протяжки 10. Нодвижная центрируюи1,ая щека 9 подпружинена пружинами 13 и имеет ограничение хода втулками 14. Подвижная центрирующая щека 8 жестко связана с гидроцилиндром 15, приводящимся в действие от гидропривода станка нажатием кнопки, установленной на пульте управления.
Подвижные центрирующие щеки 8 и 9 связаны при помощи тросов 16, системы блоков 17, 18, 19 и барабанов 20 с двухстрелочным циферблатным указателем С. Тросы перекинуты через барабаны 20 и натянуты грузамн 21 (грузы 21 могут быть заменены спиральными пружинами). В свою очередь, барабаны 20 связаны жестко при помощи подвижных оси 22 и втулки 23 со стрелками 24. Циферблат 25 с нанесенными на нем размерами толщин обрабатываемых деталей (в данном случае пластин толщиной 55-80 мм) закреплен неподвижно на корпусе 26 циферблатного указателя. Корпус 26 указателя закрепляется на пульте управления станком. Стрелки
24 и барабаны 20 жестко закреплены на оси 22 и втулке 23 гайками 27.
Принцип действия стола и циферблатного указателя следующий. При своем движении иод действием гидроцилиндра 15 зажимная щека 8 прижимает установленную заготовку 28 к щеке 9 и, продолжая движение, сжимает пружины 13, тем самым жестко фиксируя заготовку. Щеки 8 и 9 при помощи гибких тросов 16, прикрепленных непосредственно к щекам, вращают барабаны 20, насаженные на ось 22 и втулку 23, приводя в движение стрелки 24. Стрелки вращаются в разные стороны. Когда идет сжатие пружин иод действием гидроцилиндра 15, стрелка, связанная со щекой 8, вращается против часовой стрелки, стрелка, связанная со щекой 9 - по часовой стрелке и наоборот. Движение стрелок хорошо заметно, и, когда они совмещаются в одном из секторов, движение щек прекращается (кнопка гидропровода опускается). Момент совмещения стрелок является моментом совмещения продольных геометрических осей заготовки и станка (протяжки). Одновременно цифра в секторе совмещения стрелок указывает толщину заготовки.
Необходимо отметить, что стрелки проходят удвоенное количество делений но сравнению с количеством миллиметров, пройденных щеками, в связи с тем, что каждая стрелка должна показывать толщину обрабатываемой заготовки независимо одна от другой. Удвоение хода осуществляется блоками 17 и 18, где
тросики со стороны щек намотаны на ролики с диаметром в два раза меньще, чем ролики со стороны циферблатного указателя. Тем самым обеспечивается необходимое передаточное число.
Проталкиваемая через протяжку заготовка двигается между щеками 8 и 9. В момент врезания зубьев протяжки заготовка опирается на заостренные направляющие стержни 11,
которые сохраняют центровку в начальный период резания, после чего центровка заготовки обеспечивается конструкцией протяжки.
Предмет изобретения
1.Устройство для центрирования заготовки при протягивании с помощью сближаемых зажимных элементов, отличающееся тем,
что, с целью совмещения продольной геометрической оси протяжки с осью плоской покоробленной заготовки, зажимные элементы выполнены плоскими, расположены по обе стороны оси протягивания и кинематически
связаны с механизмом двухстрелочного циферблатного указателя, градуированного на величину удвоенного расстояния от каждого зажимного элемента до оси протягивания.
2.Устройство по п. 1, отличающееся тем, что на зал имных элементах со стороны,
обращенной к протяжке, установлены направляющие стержни, проходящие между рядами зубьев протяжки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Горизонтально-протяжной станок для непрерывного внутреннего протягивания | 1981 |
|
SU986654A1 |
| ВЕРТИКАЛЬНО-ПРОТЯЖНОЙ СТАНОК | 1991 |
|
RU2014179C1 |
| Устройство для протягивания наружных поверхностей | 1987 |
|
SU1547975A1 |
| Способ обработки цилиндрических зубчатых колес | 1985 |
|
SU1287996A1 |
| ПЛУНЖЕРНОЕ УСТРОЙСТВО ДЛЯ ВЫТЯГИВАНИЯ СТЕКЛЯННЫХ ТРУБОК, ПАЛОЧЕК И ТОМУ ПОДОБНЫХ ИЗДЕЛИЙ | 1933 |
|
SU38756A1 |
| Устройство для механической очистки протяжек от стружки | 1981 |
|
SU1026849A1 |
| Устройство для протягивания | 1974 |
|
SU503657A1 |
| Шлицевая протяжка | 1988 |
|
SU1690975A1 |
| Самоустанавливающаяся опора к протяжным станкам | 1978 |
|
SU751529A1 |
| Устройство для протягивания отверстий | 1987 |
|
SU1437164A1 |
I/ I Ч13 1 иг. 2 6
