Изобретение относится к металлообработке и может быть использовано при шлифовании сложных поверхностей на металлорежущих станках, например при обработке деталей типа турбинных лопаток.
Цель изобретения - повышение точности обработки за счет сохранения постоянства положения инструмента относительно заготовки в процессе обработки.
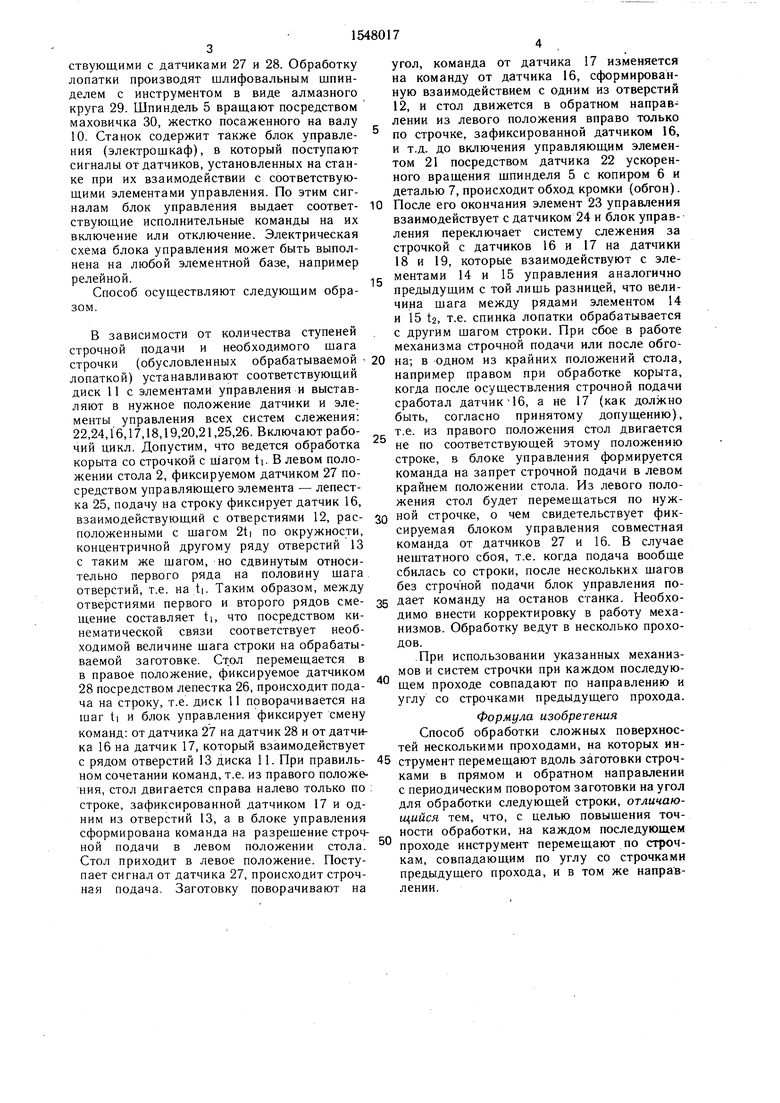
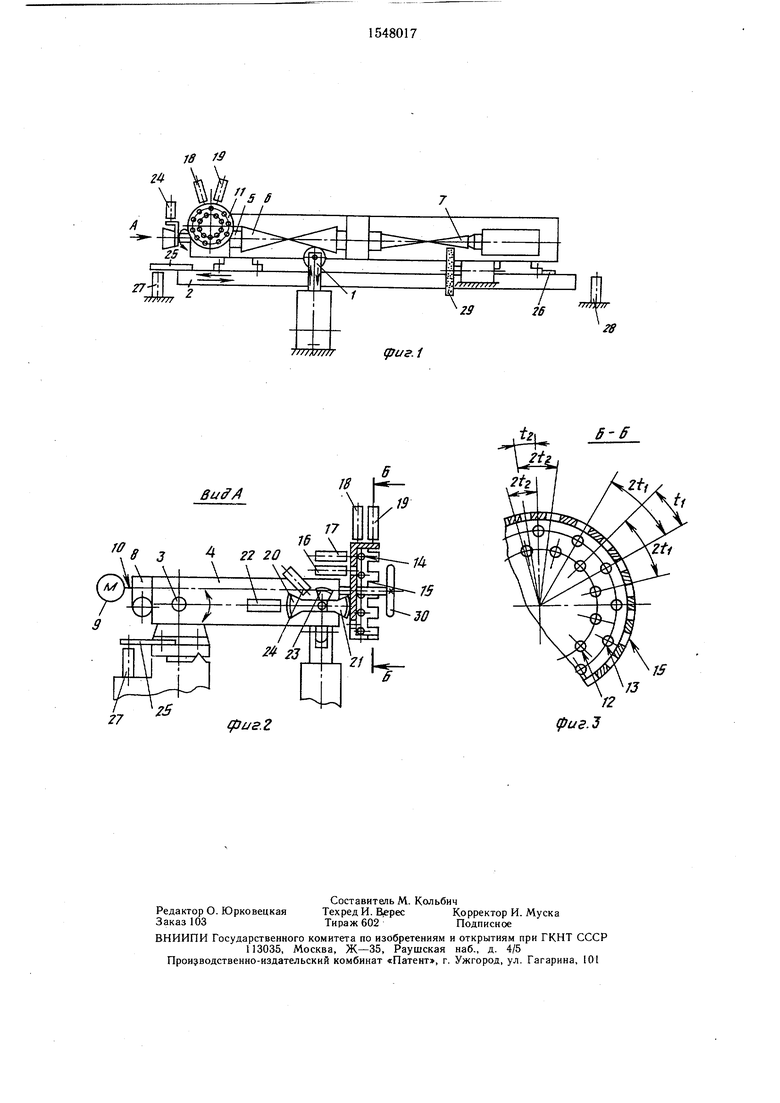
На фиг. 1 показан станок для осущест- влени предложенного способа; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2.
На станке устанавливают механизм 1 врезания, стол 2 установленным на оси 3 корпусом 4 со шпинделем 5. На шпинделе соосно устанавливают копир 6 и обрабатываемую заготовку - лопатку 7. На корпусе 4 монтируют привод 8 строчной (шаговой) подачи и привод 9 ускоренного (обход кромок) вращения шпинделя 5 с копиром и изделием. В кинематическую цепь привода вращения шпинделя 5 вводят вал 10, на котором жестко закрепляют диск 11 с элементами управления, например, в виде
отверстий 12-14 и пазов 15. С элементами 12 и 13 управления взаимодействуют датчики 16 и 17, а с элементами 14 и 15 управления - датчики 18 и 19.
Расположенные с шагом 2t в двух концентричных рядах, сдвинутых между собой на шаг ti, отверстия 12 и 13 определяют величину строчной подачи (с учетом кинематической связи между валом 10 и шпинделем 5) при обработке, например, корыта, а отверстие 14 и пазы 15, расположенные с шагом 2ta и сдвинутые между собой на шаг t2, - при обработке спинки лопатки.
На шпинделе 5 устанавливают элементы 20 и 21 управления, взаимодействующие с датчиком 22 и предназначенные для фиксирования ускоренного вращения на участках обхода кромок (при переходе от спинки к корыту, и наоборот). В станок вводят командоаппарат, выполненный, например, в виде элемента 23 управления, который устанавливают на шпинделе 5, взаимодействующий с датчиком 24. Крайние положения стола 2 контролируются, например, лепестками 25 и 26, взаимодейсп
Јъ
00
ствующими с датчиками 27 и 28. Обработку лопатки производят шлифовальным шпинделем с инструментом в виде алмазного круга 29. Шпиндель 5 вращают посредством маховичка 30, жестко посаженного на валу 10. Станок содержит также блок управления (электрошкаф), в который поступают сигналы отдатчиков, установленных на станке при их взаимодействии с соответствующими элементами управления. По этим сигугол, команда от датчика 17 изменяется на команду от датчика 16, сформированную взаимодействием с одним из отверстий 12, и стол движется в обратном направлении из левого положения вправо только по строчке, зафиксированной датчиком 16, и т.д. до включения управляющим элементом 21 посредством датчика 22 ускоренного вращения шпинделя 5 с копиром 6 и деталью 7, происходит обход кромки (обгон).
налам блок управления выдает соответ- 10 После его окончания элемент 23 управления ствующие исполнительные команды на их взаимодействует с датчиком 24 и блок управ- включение или отключение. Электрическая схема блока управления может быть выполнена на любой элементной базе, например релейной.
Способ осуществляют следующим обраления переключает систему слежения за строчкой с датчиков 16 и 17 на датчики 18 и 19, которые взаимодействуют с эле- 15 ментами 14 и 15 управления аналогично предыдущим с той лишь разницей, что величина шага между рядами элементом 14 и 15 t2, т.е. спинка лопатки обрабатывается с другим шагом строки. При сбое в работе механизма строчной подачи или после обгозом.
ления переключает систему слежения за строчкой с датчиков 16 и 17 на датчики 18 и 19, которые взаимодействуют с эле- 15 ментами 14 и 15 управления аналогично предыдущим с той лишь разницей, что величина шага между рядами элементом 14 и 15 t2, т.е. спинка лопатки обрабатывается с другим шагом строки. При сбое в работе механизма строчной подачи или после обгоВ зависимости от количества ступеней строчной подачи и необходимого шага
строчки (обусловленных обрабатываемой - 20 на; в одном из крайних положений стола, лопаткой) устанавливают соответствующийнапример правом при обработке корыта,
когда после осуществления строчной подачи сработал датчик 46, а не 17 (как должно
диск 11 с элементами управления и выставляют в нужное положение датчики и эле: менты управления всех систем слежения: 22,24,16,17,18,19,20,21,25,26. Включают рабочий цикл. Допустим, что ведется обработка корыта со строчкой с шагом ti. В левом положении стола 2, фиксируемом датчиком 27 посредством управляющего элемента - лепестка 25, подачу на строку фиксирует датчик 16,
25
быть, согласно принятому допущению), т.е. из правого положения стол двигается
не по соответствующей этому положению строке, в блоке управления формируется команда на запрет строчной подачи в левом крайнем положении стола. Из левого положения стол будет перемещаться по нуж- взаимодействующий с отверстиями 12, рас- 30 н°й строчке, о чем свидетельствует фик- положенными с шагом 2ti по окружности, сируемая блоком управления совместная концентричной другому ряду отверстий 13 команда от датчиков 27 и 16. В случае с таким же шагом, но сдвинутым относи- нештатного сбоя, т.е. когда подача вообще тельно первого ряда на половину шага сбилась со строки, после нескольких шагов отверстий, т.е. на ti. Таким образом, между без строчной подачи блок управления по- отверстиями первого и второго рядов сме- 35 Дает команду на останов станка. Необхо- щение составляет ti, что посредством ки- димо внести корректировку в работу меха- нематической связи соответствует необходимой величине шага строки на обрабатываемой заготовке. Стол перемещается в в правое положение, фиксируемое датчиком 28 посредством лепестка 26, происходит подача на строку, т.е. диск 11 поворачивается на шаг ti и блок управления фиксирует смену команд: от датчика 27 на датчик 28 и от датчика 16 на датчик 17, который взаимодействует
с рядом отверстий 13 диска 11. При правиль- 45 струмент перемещают вдоль заготовки строчном сочетании команд, т.е. из правого положе- ками в прямом и обратном направлении
40
низмов. Обработку ведут в несколько проходов.
При использовании указанных механизмов и систем строчки при каждом последующем проходе совпадают по направлению и углу со строчками предыдущего прохода.
Формула изобретения Способ обработки сложных поверхностей несколькими проходами, на которых инния, стол двигается справа налево только по строке, зафиксированной датчиком 17 и одним из отверстий 13, а в блоке управления сформирована команда на разрешение строчной подачи в левом положении стола. Стол приходит в левое положение. Поступает сигнал от датчика 27, происходит строчная подача. Заготовку поворачивают на
50
с периодическим поворотом заготовки на угол для обработки следующей строки, отличающийся тем, что, с целью повышения точности обработки, на каждом последующем проходе инструмент перемещают по строчкам, совпадающим по углу со строчками предыдущего прохода, и в том же направлении.
угол, команда от датчика 17 изменяется на команду от датчика 16, сформированную взаимодействием с одним из отверстий 12, и стол движется в обратном направлении из левого положения вправо только по строчке, зафиксированной датчиком 16, и т.д. до включения управляющим элементом 21 посредством датчика 22 ускоренного вращения шпинделя 5 с копиром 6 и деталью 7, происходит обход кромки (обгон).
0 После его окончания элемент 23 управления взаимодействует с датчиком 24 и блок управ-
После его окончания элемент 23 управления взаимодействует с датчиком 24 и блок управ-
ления переключает систему слежения за строчкой с датчиков 16 и 17 на датчики 18 и 19, которые взаимодействуют с эле- ментами 14 и 15 управления аналогично предыдущим с той лишь разницей, что величина шага между рядами элементом 14 и 15 t2, т.е. спинка лопатки обрабатывается с другим шагом строки. При сбое в работе механизма строчной подачи или после обгона; в одном из крайних положений стола, например правом при обработке корыта,
когда после осуществления строчной подачи сработал датчик 46, а не 17 (как должно
быть, согласно принятому допущению), т.е. из правого положения стол двигается
не по соответствующей этому положению строке, в блоке управления формируется команда на запрет строчной подачи в левом крайнем положении стола. Из левого положения стол будет перемещаться по нуж- н°й строчке, о чем свидетельствует фик- сируемая блоком управления совместная команда от датчиков 27 и 16. В случае нештатного сбоя, т.е. когда подача вообще сбилась со строки, после нескольких шагов без строчной подачи блок управления по- Дает команду на останов станка. Необхо- димо внести корректировку в работу меха-
не по соответствующей этому положению строке, в блоке управления формируется команда на запрет строчной подачи в левом крайнем положении стола. Из левого положения стол будет перемещаться по нуж- 0 н°й строчке, о чем свидетельствует фик- сируемая блоком управления совместная команда от датчиков 27 и 16. В случае нештатного сбоя, т.е. когда подача вообще сбилась со строки, после нескольких шагов без строчной подачи блок управления по- 5 Дает команду на останов станка. Необхо- димо внести корректировку в работу меха-
5 струмент перемещают вдоль заготовки строчками в прямом и обратном направлении
0
низмов. Обработку ведут в несколько проходов.
При использовании указанных механизмов и систем строчки при каждом последующем проходе совпадают по направлению и углу со строчками предыдущего прохода.
Формула изобретения Способ обработки сложных поверхностей несколькими проходами, на которых ин
с периодическим поворотом заготовки на угол для обработки следующей строки, отличающийся тем, что, с целью повышения точности обработки, на каждом последующем проходе инструмент перемещают по строчкам, совпадающим по углу со строчками предыдущего прохода, и в том же направлении.
18 f3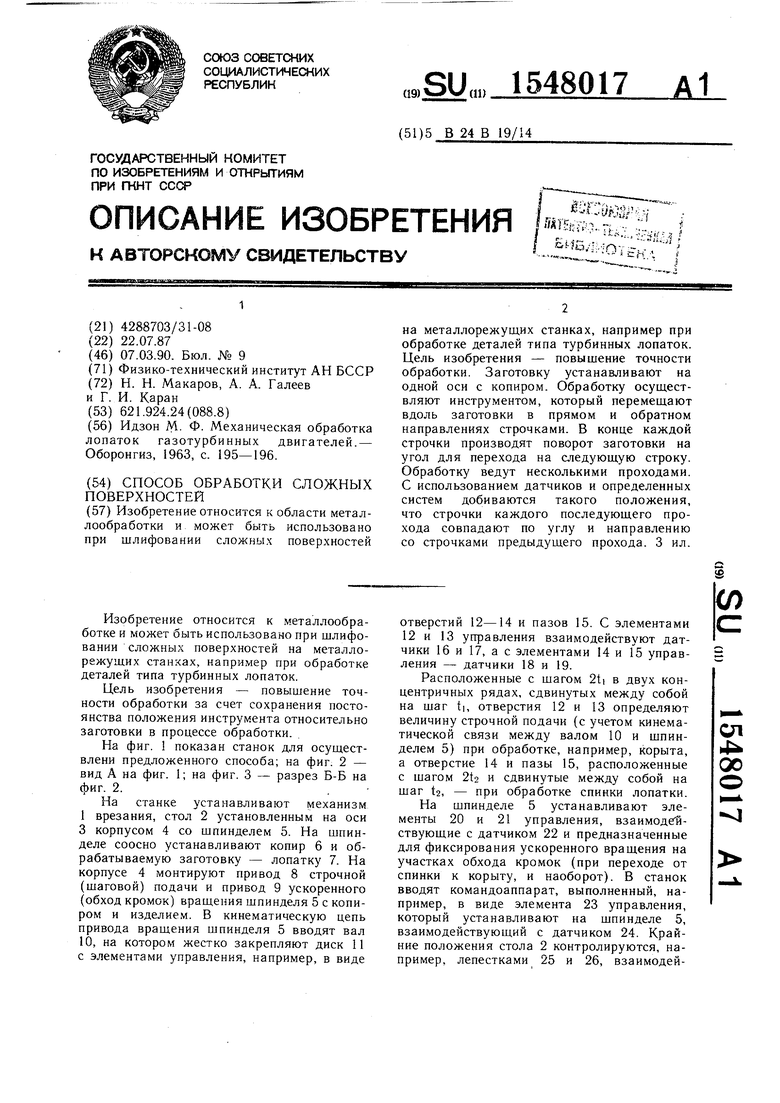
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки сложных поверхностей | 1987 |
|
SU1437189A1 |
| Станок для двухстороннего шлифования деталей аэродинамического профиля абразивными лентами | 1978 |
|
SU905009A1 |
| Копировальное устройство для фрезерования перьев турбинных лопаток | 1978 |
|
SU770680A1 |
| Копировальный станок для одновременной обработки спинки и корыта лопатки | 1959 |
|
SU124332A1 |
| Копировальный станок | 1979 |
|
SU876383A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 1973 |
|
SU394169A1 |
| Копировальный станок | 1980 |
|
SU908551A1 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
Изобретение относится к области металлообработки и может быть использовано при шлифовании сложных поверхностей на металлорежущих станках, например при обработке деталей типа турбинных лопаток. Цель изобретения - повышение точности обработки. Заготовку устанавливают на одной оси с копиром. Обработку осуществляют инструментом, который перемещают вдоль заготовки в прямом и обратном направлениях строчками. В конце каждой строчки производят поворот заготовки на угол для перехода на следующую строку. Обработку ведут несколькими проходами. С использованием датчиков и определенных систем добиваются такого положения, что строчки каждого последующего прохода совпадают по углу и направлению со строчками предыдущего прохода. 3 ил.
фиг.2
фиг.1
6-6
U
15
/J
(риг.З
| Идзон М | |||
| Ф | |||
| Механическая обработка лопаток газотурбинных двигателей.- Оборонгиз, 1963, с | |||
| Регулятор давления для автоматических тормозов с сжатым воздухом | 1921 |
|
SU195A1 |
