CPU 2.1
Изобретение относится к промышленности строительных материалов, в частности к устройствам для декодирования керамических изделий.
Целью изобретения является повышение производительности.
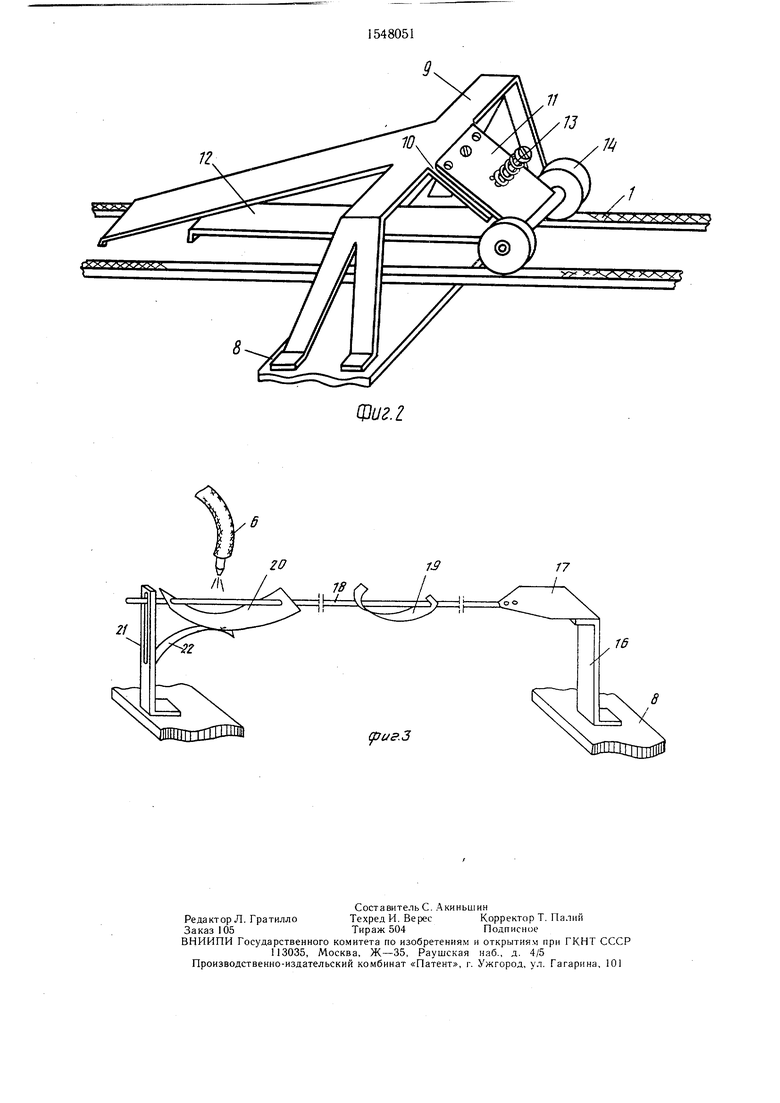
На фиг. 1 представлена схема линии; на фиг. 2 - приспособление для раскладки плитки; на фиг. 3 - то же, для регулировки интервала.
Линия состоит из конвейера 1, накопительного устройства 2, машины 3 для глазурования, приспособления для зачистки торцов плитки, выполненного в виде резиновых кругов 4, механизма 5 поворота плитки, приспособления 6 для обдува, станка 7 для декорирования, приспособления 8 для раскладки плитки, выполненного в виде укрепленной на раме конвейера 1 стойки 9 с опорной пластиной 10, шарнирно соединенной с подвижной пластиной Псзахватом 12, на которой установлена пружина 13 и ролик 14 и приспособления для регулировки интервала между плитками 15, выполненного в виде укрепленной на раме конвейера 1 планки 16 со штативом 17, гибко соединенным со стержнем 18, на котором установлен упор 19 и расположенная под приспособлением 6 для обдува плитки лопатка 20, и рейки 21 с пружиной 22, воздействующей на лопатку 19.
После утильного обжига плитка устанавливается в накопительное устройство 2, с которого она подается на конвейер 1, а затем в машину 3 для глазурования.
Между конвейером 1 и машиной 3 глазурования может вступить в работу приспособление для раскладки в том случае, когда плитка из накопительного устройства падает одна на другую. Если верхняя плитка идет с отставанием от нижней, то она сталкивается роликами 14, а если верхняя плитка имеет нахлест спереди, тогда ролики 14 накатываются на плитку, захват 12 опускается и задерживает верхнюю плитку, а нижняя плитка увлекается ремнями конвейера 1, продвигается вперед и происходит раскладка в один слой.
После глазурования плитки подаются на приспособление для зачистки двух торцов, где осуществляется зачистка наплывов от глазури. Затем зачищенная плитка попадает на механизм 5 поворота, который разворачивает плитку на 90°, с тем, чтобы можно было зачистить другие два торца, которые зачищаются на втором приспособлении для зачистки. Излишки глазури снимаются
поролоновой губкой и далее плитка попадает в зону обдува, где расположено приспособление для автоматической регулировки интервала между плитками, работающее от энергии струи воздуха, которым обдувается плитка. Струя воздуха действует на лопатку 20, в результате чего стержень 18 с упором 19 опускается вниз, в исходное положение. Как только плитка пересекает струю воздуха, в этот момент воздушная струя не действует на лопатку и стержень 18 с
упором 19 под действием пружины 22 приподнимается вверх, задерживая следующую плитку до прохождения первой зоны обдува. Таким образом, происходит автоматический контроль за интервалом движения каждой плитки.
Далее плитка попадает на станок для сериографического декорирования, где наносится рисунок на нее.
0
Формула изобретения
Линия для сериографического декорирования керамических плиток, содержащая конвейер, накопительное устройство, машину для глазурования, приспособление для зачистки торцов плитки, механизм поворота
0 плитки, приспособление для обдува и станок для сериографического декорирования, отличающаяся тем, что, с целью повышения производительности, линия снабжена приспособлением для раскладки плитки и приспособлением для регулировки интервала между
5 плитками, при этом приспособление для раскладки плитки расположено перед машиной для глазурования и выполнено в виде укрепленной на раме конвейера стойки с опорной пластиной и шарнирно соединенной с
0 последней подвижной пластины с захватом, на которой установлена пружина и ролик, а приспособление для регулировки укреплено на раме конвейера в зоне обдува плиток и выполнено в виде планки со штативом, гибко соединенным со стержнем, на ко5 тором установлены упор и расположенная под приспособлением для обдува лопатка, и рейки, с пружиной, воздействующей на лопатку.
7/
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для производства керамических облицовочных плиток | 1976 |
|
SU612802A1 |
| СПОСОБ ДЕКОРИРОВАНИЯ КЕРАМИЧЕСКОЙ ОБЛИЦОВОЧНОЙ ПЛИТКИ | 2024 |
|
RU2832899C1 |
| Конвейер для производства керамических плиток методом литья | 1980 |
|
SU990528A1 |
| Установка для глазурования керамических изделий | 1985 |
|
SU1311941A1 |
| Линия для производства индивидуальных изделий последовательно в непрерывном цикле | 2015 |
|
RU2685500C2 |
| Машина для глазирования тарелок и других керамических изделий | 1932 |
|
SU32361A1 |
| УСТАНОВКА ДЛЯ ГЛАЗУРОВАНИЯ ИЗОЛЯТОРОВ | 1970 |
|
SU267421A1 |
| МАШИНА ДЛЯ РАЗДЕЛКИ РЫБЫ | 1967 |
|
SU191082A1 |
| Машина для глазирования тарелок и других керамических изделий | 1934 |
|
SU44174A1 |
| Останов | 1979 |
|
SU889569A1 |
Изобретение относится к промышленности строительных материалов, в частности к устройствам для декорирования керамических изделий. Целью изобретения является повышение производительности. Линия содержит конвейер 1, накопительное устройство 2, машину 3 для глазурования, приспособление для зачистки торцов плитки в виде резиновых кругов 4, механизм 5 поворота плитки, приспособление 6 для обдува, станок 7 для декорирования. Линия дополнительно снабжена приспособлением для раскладки плитки 8, которое выполнено в виде укрепленной на раме конвейера 1 стойки с опорной пластиной, шарнирно соединенной с подвижной пластиной с захватом, на которой установлены пружина и ролик, и приспособлением для регулировки интервала между плитками 15, которое выполнено в виде укрепленной на раме конвейера планки со штативом, гибко соединенным со стержнем, на котором установлены упор и расположенная под приспособлением 6 лопатка, и рейки с пружиной. 3 ил.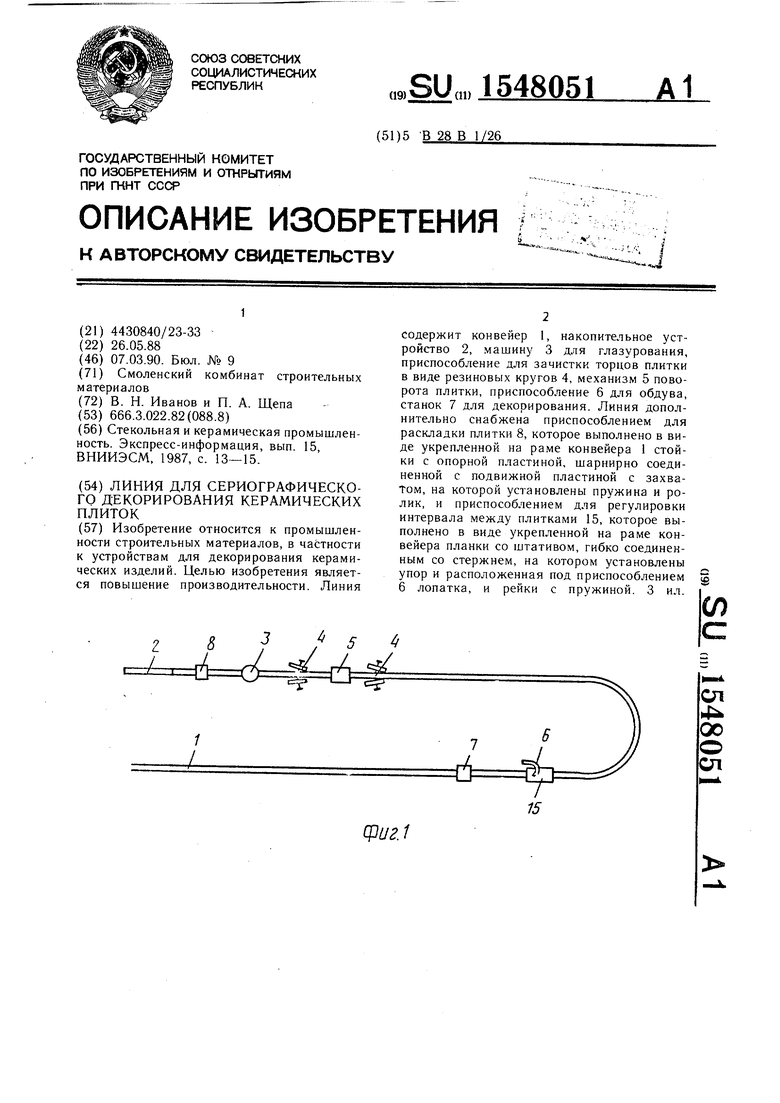
20
сЛЕ
21
Фиг. I
13 iv
17
В
| Стекольная и керамическая промышленность | |||
| Экспресс-информация, вып | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| Насос | 1917 |
|
SU13A1 |
