Изобретение относится к обработке металлов давлением.
Цель изобретения - расширение технологических возможностей штампа.
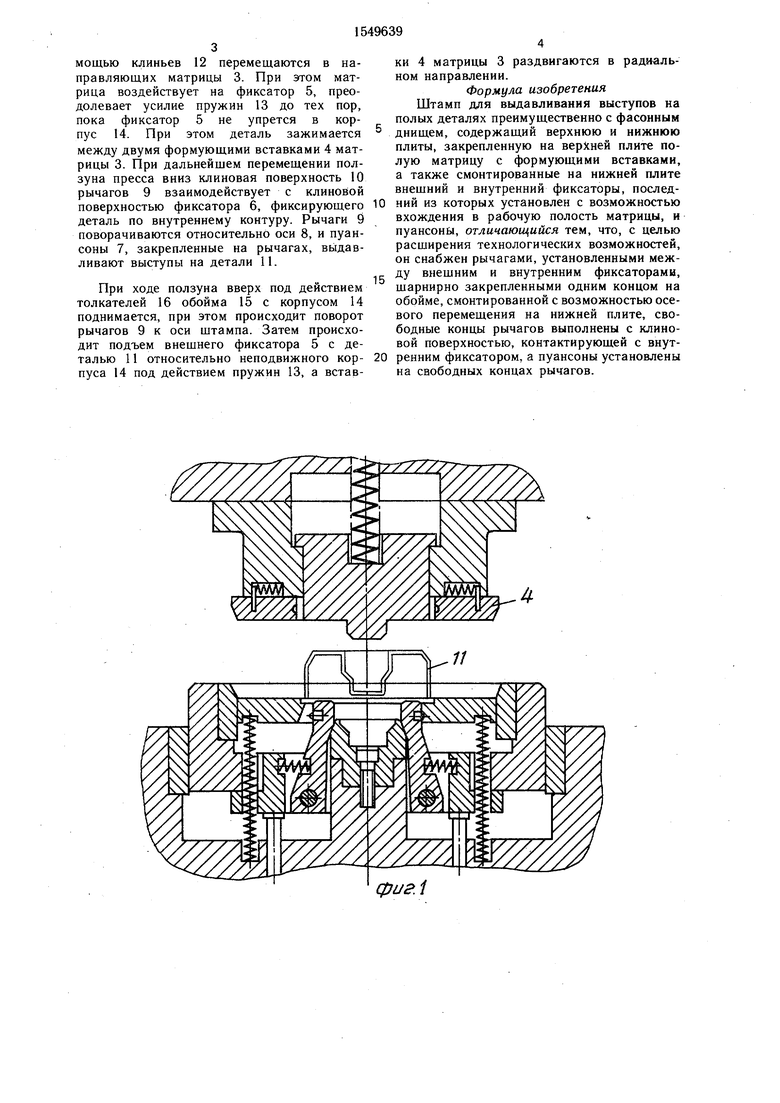
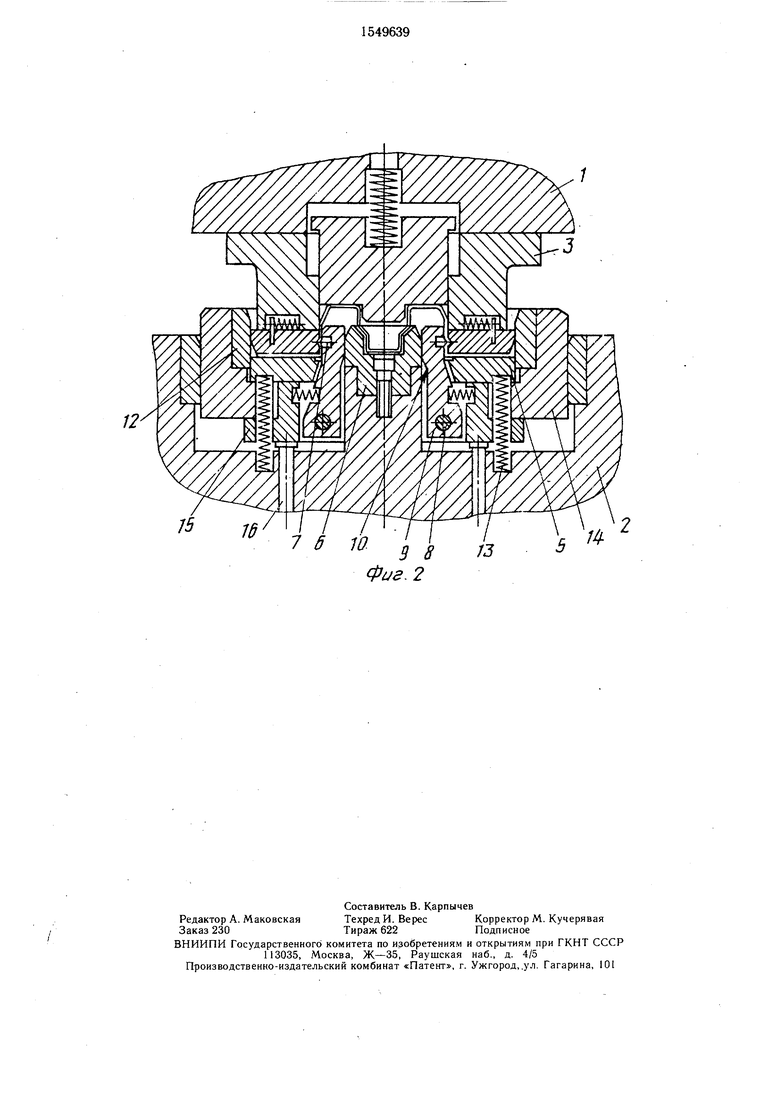
На фиг. 1 изображен штамп, общий вид; на фиг. 2 - то же, в заключительный момент штамповки.
Штамп для выдавливания выступов на полых деталях, преимущественно с фасонным днищем, содержит верхнюю 1 и нижнюю 2 плиты, закрепленную на верхней плите полую матрицу 3 с формующими вставками 4, смонтированные на нижней плите внешний 5 и внутренний 6 фиксаторы, последний из которых установлен с возможностью вхождения в рабочую полость матрицы 3, и пуансоны 7. Штамп снабжен шарнирно закрепленными посредством осей 8 рычагами 9, расположенными между внешним 5 и внутренним 6 фиксаторами, при этом пуансоны 7 установлены на свободных концах рычагов 9, имеющих клин
10 на поверхностях, контактирующих с внутренним фиксатором 6, причем внутренний фиксатор 6 выполнен с полостью, соответствующей внутренней форме детали 11, а число рычагов выбрано по числу выступов на детали 11.
В направляющих матрицы 3 установлены клинья 12. Внешний фиксатор 5 подпружинен пружиной 13. Клинья 12 размещены в корпусе 14. Штамп содержит также обойму 15 и толкатели 16. Обойма 15 жестко связана с корпусом 14 и имеет возможность осевого перемещения в направляющих плиты 2 совместно с корпусом 14. Толкатели 16, контактирующие с обоймой 15, обеспечивают необходимое усилие для удержания обоймы 15 и корпуса 14 в верхнем исходном положении.
Штамп работает следующим образом.
Деталь 11 устанавливают на внешний фиксатор 5. При опускании ползуна пресса формующие вставки 4 матрицы 3 с поСЛ
4
СО
о
СО
со
мощью клиньев 12 перемещаются в направляющих матрицы 3. При этом матрица воздействует на фиксатор 5, преодолевает усилие пружин 13 до тех пор, пока фиксатор 5 не упрется в корпус 14. При этом деталь зажимается между двумя формующими вставками 4 матрицы 3. При дальнейшем перемещении ползуна пресса вниз клиновая поверхность 10 рычагов 9 взаимодействует с клиновой
ки 4 матрицы 3 раздвигаются в радиальном направлении.
Формула изобретения Штамп для выдавливания выступов на полых деталях преимущественно с фасонным днищем, содержащий верхнюю и нижнюю плиты, закрепленную на верхней плите полую матрицу с формующими вставками, а также смонтированные на нижней плите внешний и внутренний фиксаторы, последповерхностью фиксатора 6, фиксирующего Ю ний из которых установлен с возможностью деталь по внутреннему контуру. Рычаги 9 вхождения в рабочую полость матрицы, и поворачиваются относительно оси 8, и пуансоны 7, закрепленные на рычагах, выдавливают выступы на детали 11.
пуансоны, отличающийся тем, что, с целью расширения технологических возможностей, он снабжен рычагами, установленными между внешним и внутренним фиксаторами, При ходе ползуна вверх под действием шарнирно закрепленными одним концом на толкателей 16 обойма 15 с корпусом 14 обойме, смонтированной с возможностью осе- поднимается, при этом происходит поворот рычагов 9 к оси штампа. Затем происходит подъем внешнего фиксатора 5 с деталью 11 относительно неподвижного кор- 20 ренним фиксатором, а пуансоны установлены пуса 14 под действием пружин 13, а встав- на свободных концах рычагов.
вого перемещения на нижней плите, свободные концы рычагов выполнены с клиновой поверхностью, контактирующей с внутки 4 матрицы 3 раздвигаются в радиальном направлении.
Формула изобретения Штамп для выдавливания выступов на полых деталях преимущественно с фасонным днищем, содержащий верхнюю и нижнюю плиты, закрепленную на верхней плите полую матрицу с формующими вставками, а также смонтированные на нижней плите внешний и внутренний фиксаторы, последпуансоны, отличающийся тем, что, с целью расширения технологических возможностей, он снабжен рычагами, установленными между внешним и внутренним фиксаторами, шарнирно закрепленными одним концом на обойме, смонтированной с возможностью осе- ренним фиксатором, а пуансоны установлены на свободных концах рычагов.
вого перемещения на нижней плите, свободные концы рычагов выполнены с клиновой поверхностью, контактирующей с внут
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для штамповки выдавливанием | 1981 |
|
SU1006026A1 |
| Штамп для обжима концевых утолщений на полых деталях | 1989 |
|
SU1803245A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Штамп для обратного выдавливания полных деталей с наружными утолщениями | 1976 |
|
SU651882A1 |
| Штамп для изготовления полых изделий из листовой заготовки | 1968 |
|
SU266711A1 |
| Штамп для отрезки полых деталей | 1988 |
|
SU1655672A1 |
| Штамп для выдавливания | 1977 |
|
SU643225A1 |
| Штамп для объемной штамповки | 1991 |
|
SU1821283A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
Изобретение относится к обработке металлов, в частности к штампам для выдавливания выступов на полых деталях. Цель изобретения - расширение технологических возможностей штампа. Штамп содержит верхнюю и нижнюю плиты, закрепленную на верхней плите полую матрицу с формующими вставками, смонтированные на нижней плите внешний и внутренний фиксаторы. Внутренний фиксатор установлен с возможностью вхождения в рабочую полость матрицы и пуансоны. Штамп снабжен шарнирно закрепленными посредством осей рычагами, расположенными между внешним и внутренним фиксаторами. Пуансоны установлены на свободных концах рычагов, имеющих клин на поверхностях, контактирующих с внутренним фиксатором. Внутренний фиксатор выполнен с полостью, соответствующей внутренней форме детали. Число рычагов выбрано по числу выступов детали. 2 ил.
фигЛ
15
| Авторское Свидетельство СССР № 1183236, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
