Фие.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки и наплавки | 1990 |
|
SU1796377A1 |
| Устройство для сварки и наплавки | 1989 |
|
SU1666281A1 |
| Устройство для сварки и наплавки | 1990 |
|
SU1780957A1 |
| Устройство для сварки и наплавки | 1989 |
|
SU1703327A1 |
| Устройство для сварки и наплавки | 1990 |
|
SU1815066A1 |
| Устройство для сварки и наплавки | 1991 |
|
SU1821308A1 |
| Устройство для сварки и наплавки | 1990 |
|
SU1808567A1 |
| Порошковый питатель | 1989 |
|
SU1722735A1 |
| Устройство для сварки и наплавки | 1990 |
|
SU1738534A1 |
| Способ электроконтактной наплавки ферромагнитными порошками и устройство для его осуществления | 1988 |
|
SU1637979A1 |
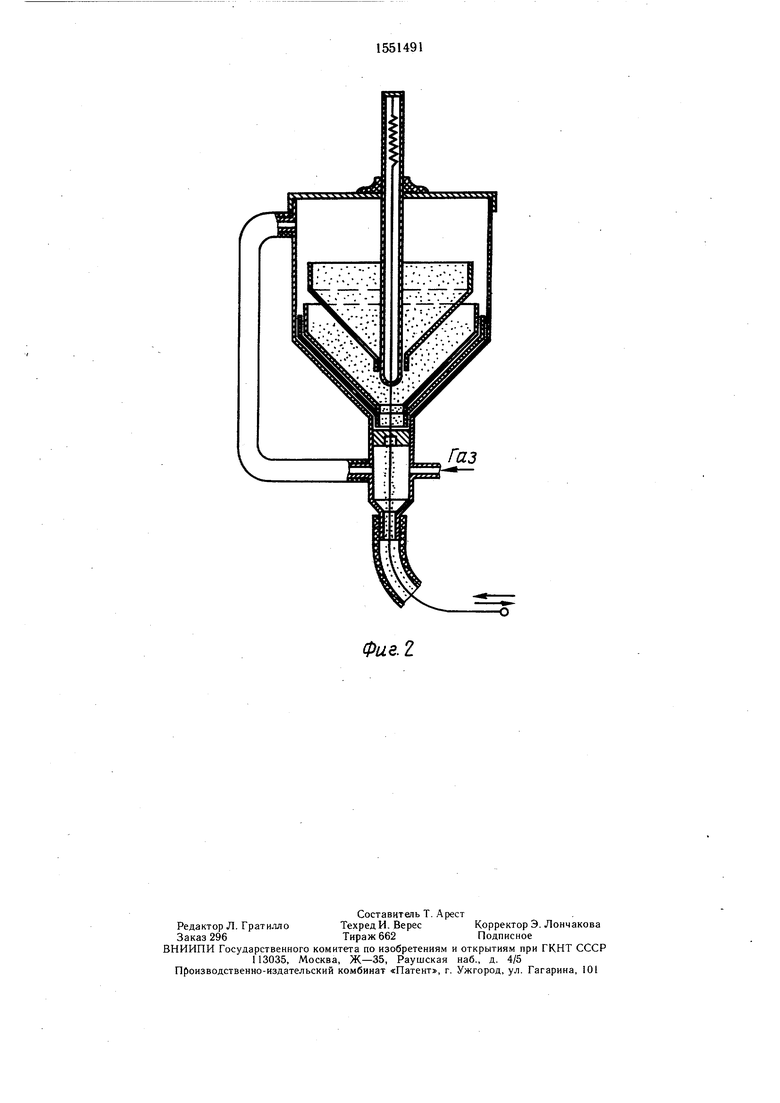
Изобретение относится к устройствам для сварки и наплавки с использованием порошковых материалов, в частности к средствам плазменной наплавки деталей с колебаниями сварочного инструмента. Цель изобретения - расширение технологических возможностей и повышение производительности за счет обеспечения поочередной непрерывной наплавки различных слоев и марок порошковых материалов. Устройство содержит бункер 1 с газовой системой 2 транспортировки порошка, ворошитель 3 с упругим элементом 4, соединенный с источником 5 колебаний сварочного инструмента. Размещенные в бункере 1 телескопические конусы 6, соединенные горловинами 8 с клапаном 7, заполняют порошком различных марок. При открытии клапана 7 и расходе порошка из нижнего телескопического конуса 6 следующий за ним второй конус опускается вниз. После опорожнения нижнего конуса начинается расход порошка из следующего конуса. Непрерывный процесс наплавки порошков различных марок продолжают до полного опорожнения последнего (самого верхнего) телескопического конуса. Устройство позволяет получать многослойные высококачественные порошковые наплавки при непрерывном проведении процесса. 2 ил.
| Устройство для сварки и наплавки соединений | 1973 |
|
SU455824A1 |
