Изобретение относится к устройствам для сварки и наплавки с использованием порошковых материалов, в частности к средствам плазменной наплавки деталей с колебаниями сварочного инструмента.
Целью изобретения является расширение эксплуатационных возможностей.
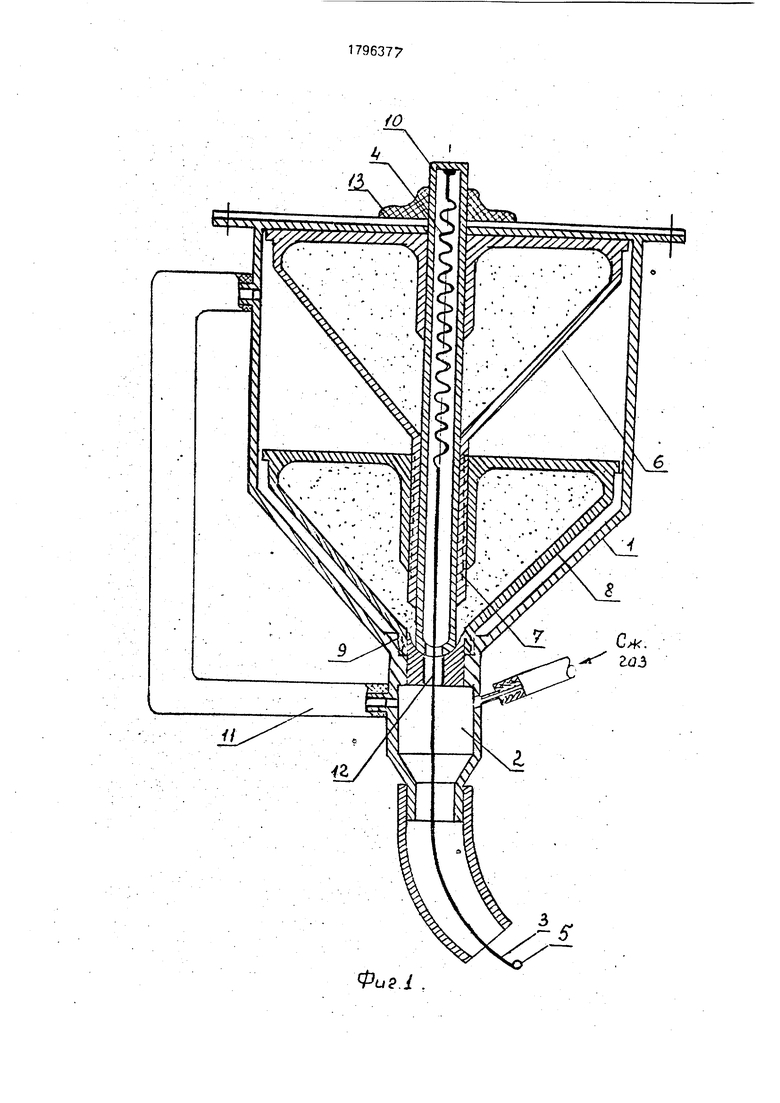
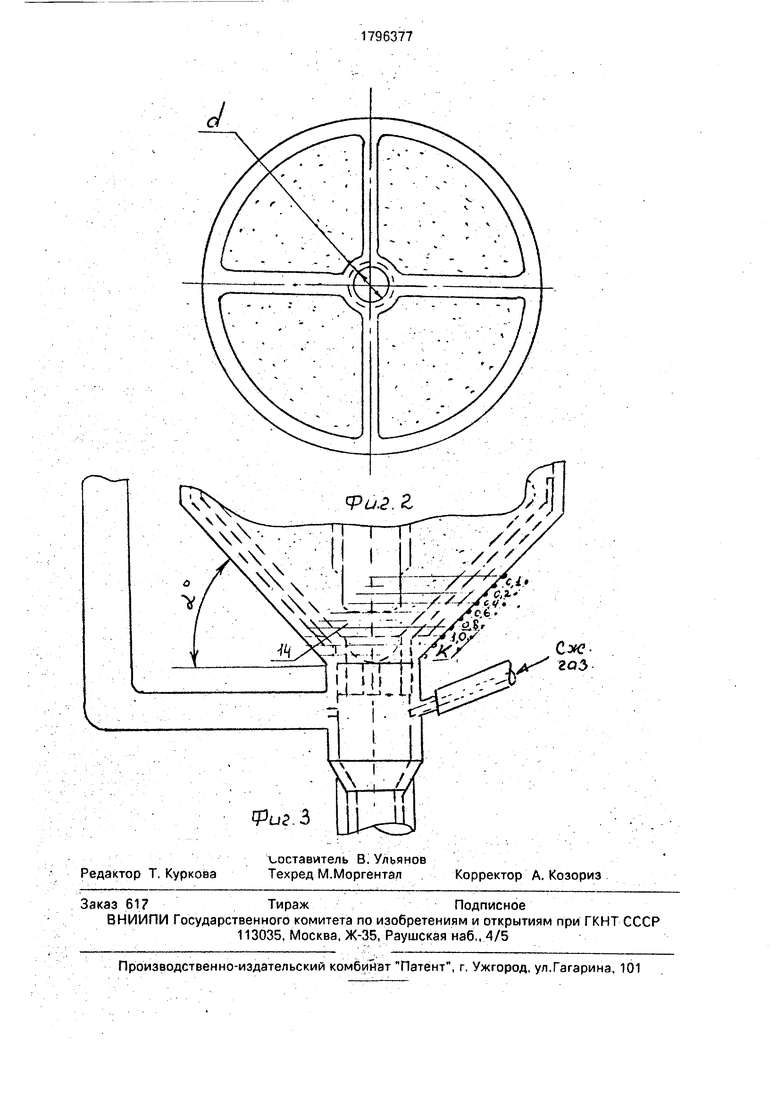
На фиг. 1 представлено устройство, общий вид; на фиг.2 - то же, вид сверху на конус, заполненный порошком; на фиг.З - поверхность бункера с нанесенной шкалой отсчета.
Устройство содержит конический бункер с газовой системой 2 транспортировки порошка, ворошитель 3 в виде металлической струны с упругим элементом 4, причем нижний конец металлической струны соединен с источником колебаний 5 сварочного инструмента. В коническом бункере 1 смонтированы верхний конус 6 с цилиндрической горловиной 7 и нижний конус 8 с цилиндрической горловиной 9, смонтированные на запорном клапане 10 в виде полого цилиндрического стержня. Для получения порошковой композиции из нескольких марок порошка конуса установлены непод-: вижно относительно друг друга и бункера с возможностью установочного перемещения. Упругий элемент 4 ворошителя 3 свободным концом соединен с верхней частью полого цилиндрического стержня запорного клапана 10. Газовая система 2 транспортировки порошка содержит трубопровод 11 подачи сжатого газа, в верхнюю часть бункера 1. В нижней части бункера 1 выполнено. выходнЪе отверстие 12. Для фиксации промежуточных положений перемещающегося запорного клапана на крышке бункера 1 установлена резиновая шайба 13. Конуса 6 и 8 и бункер 1 выполнены из прозрачной термостойкой пластмассы, причем на боковой поверхности выполнена шкала отсчета 14 объемных долей порошковой композиции.
О
о
00 ч| N
Устройство работает следующим обра- линдрических горловин каждого, из конусов
6 и 8, при этом „прежде, чем наплавлять
зрм.
Конуса 6 и 8, установленные как показано на фиг.1, заполняют различными марками порошка, смешивание которых внутри бункера позволяет получить необходимую смеоевую композицию. В исходном положении запорный клапан 10 .перекрывает выходное отверстие 12 бункера 1. Нижний срез цилиндрической горловины 7 верхнего конуса 6 устанавливается по отношению к срезу цилиндрической горловины 9 нижнего конуса 8 на расстоянии h, плавно регулируемым по рискам шкалы отсчета 14 посредством операции ввинчивания верхнего конуса в нижний. Например, если объемная добавка порошкового материала, насыпанного в верхний конус б, составляет в композиции 20% по отношению к основному порошку, находящемуся в нижнем конусе 8, то срез горловины 7 устанавливается на уровне риски К 0,2 шкалы отсчета 14 объемных долей образуемой порошковой композиции. Как показали лабораторные испытания, угол а. наклона образующей конуса бункера к горизонтали для обеспечения оптимального смещения двух порошков должен лежать в интервалах 45-65°. После включения источника колебаний 5 сварочного инструмента, приводящего в колебание 4 струну ворошителя 3, а также подачи сжатого газа в систему транспортировки порошка и вытягивания запорного клапана 10, как показано на фиг.4, образуемая внутри бункера смесевая композиция подается в зоне горения дуги.
Выполнение операции послойной наплавки отдельными марками порошка осуществляется последовательным изменением величины подъема стержня запорного клапана 10 в зоне выходных отверстий цидругой маркой порошка из верхнего конуса 6, необходимо дождаться полного опорож5 нения нижнего конуса 8.
Использование предлагаемого устройства позволяет получать как покрытия с за- даннымифизико-механическими свойствами за счет смесевой порошковой
10 композиции, так и многослойные покрытия .отдельно взятыми марками порошков. Установка конусов неподвижно относительно друг друга и бункера с возможностью установочного перемещения позволяет обеспе15 чить гибкое смешение объемных долей, используемых для образования композиции из различных марок порошка, повысить надежность и стабильность работы конструкции в 1,3 раза, а выполнение стенок бункера
20 и конусов прозрачным даст возможность точного визуального наблюдения за. процессом.-,...Формулаизобретения
1. Устройство для сварки и наплавки с 25 колебаниями сварочного инструмента и подачей порошкообразного материала в зону горения дуги, содержащее конический бункер с запорным клапаном в виде полого цилиндрического стержня, на котором 30 смонтированы конусы с цилиндрическими горловинами,отличающееся тем,что, с целью расширения эксплуатационных возможностей путем получения порошковой композиции из нескольких марок порошка, 35 конусы установлены неподвижно относительно друг друга и бункера с возможностью установочного перемещения.
2. Устройство по п. 1. о т л и ч а ю щ е е- с я тем, что на наружной поверхности бун- 40 кера нанесена шкала, а стенки бункера и конусов выполнены прозрачными.
другой маркой порошка из верхнего конуса 6, необходимо дождаться полного опорожнения нижнего конуса 8.
Использование предлагаемого устройства позволяет получать как покрытия с за- даннымифизико-механическими свойствами за счет смесевой порошковой
композиции, так и многослойные покрытия .отдельно взятыми марками порошков. Установка конусов неподвижно относительно друг друга и бункера с возможностью установочного перемещения позволяет обеспечить гибкое смешение объемных долей, используемых для образования композиции из различных марок порошка, повысить надежность и стабильность работы конструкции в 1,3 раза, а выполнение стенок бункера
и конусов прозрачным даст возможность точного визуального наблюдения за. процессом.-,...Формулаизобретения
1. Устройство для сварки и наплавки с колебаниями сварочного инструмента и подачей порошкообразного материала в зону горения дуги, содержащее конический бункер с запорным клапаном в виде полого цилиндрического стержня, на котором смонтированы конусы с цилиндрическими горловинами,отличающееся тем,что, с целью расширения эксплуатационных возможностей путем получения порошковой композиции из нескольких марок порошка, конусы установлены неподвижно относительно друг друга и бункера с возможностью установочного перемещения.
2. Устройство по п. 1. о т л и ч а ю щ е е- с я тем, что на наружной поверхности бун- кера нанесена шкала, а стенки бункера и конусов выполнены прозрачными.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки и наплавки | 1990 |
|
SU1780957A1 |
| Устройство для сварки и наплавки | 1989 |
|
SU1666281A1 |
| Устройство для сварки и наплавки | 1991 |
|
SU1821308A1 |
| Устройство для сварки и наплавки | 1990 |
|
SU1738534A1 |
| Устройство для сварки и наплавки | 1989 |
|
SU1703327A1 |
| Устройство для сварки и наплавки | 1990 |
|
SU1815066A1 |
| Устройство для сварки и наплавки | 1991 |
|
SU1828794A1 |
| Устройство для сварки и наплавки | 1987 |
|
SU1551491A1 |
| Устройство для сварки и наплавки | 1990 |
|
SU1808567A1 |
| Устройство для нанесения покрытий из порошковых материалов | 1990 |
|
SU1780954A1 |
Использование: для сварки и наплавки порошковыми материалами с колебаниями сварочного инструмента. Сущность изобретения: устройство содержит конический бункер с запорным клапаном в виде полого цилиндрического стержня. В бункере смонтированы конусы с цилиндрическими горловинами. Новым является установка конусов неподвижно относительно друг друга и бункера с возможностью установочного пере- мещения, нанесение на наружную поверхность бункера шкалы и выполнение стенок бункера и конусов прозрачными. 1 з.п. ф-лы, 3 ил. Ј
| Устройство для сварки и наплавки | 1987 |
|
SU1551491A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
