Изобретение относится к устройствам для сварки и наплавки с использованием порошковых материалов, в частности к средствам плазменной наплавки деталей с колебаниями сварочного инструмента.
Целью изобретения является повышение производительности процесса наплавки порошковых материалов с частицами произвольной формы.
На чертеже представлено устройство для сварки и наплавки.
Устройство содержит газовую систему 1 транспортировки порошка, бункер 2 с отверстием 3 в днище 4, запорный клапан в виде Стержня 5 с упругим элементом 6 на конце и ворошитель в виде металлической струны 7, соединенной с источником 8 колебаний.
В нижней части бункера 2 в пазы вставляется упругая мембрана 9 с центральным отверстием. По периметру этого отверстия мембраны 9 закреплен точечной сваркой патрубок 10 с отверстием 11. Запорный клапан установлен с возможностью регулировочного перемещения относительно отверстия 11 патрубка 10 упругого элемента 6 с применением рукоятки поворота 12. резьбового соединения 13 стержня 5 с верхним основанием 14 бункера 2, имеющего окна 15 для засыпки порошка. Форма вы- полнения днища 4 бункера 2 и мембраны 9 должна быть эквидистантного профиля, так как днище выполняет полезную функцию ложемента и ограничителя при максимальных амплитудах колебания мембраны с целью предотвращения ее разрыва и выхода из строя. Отверстие 3 бункера 2 является направляющим и для размещения патрубка 10, и для его центрирования при воз зратно- поступательном осевом перемещении. За- зор между мембраной 9 и днищем 4 бункера 2 выбирается из условий необходимой интенсивности встряхивания расположенных на поверхности мембраны слоев порошковых мелкодисперсных частиц произвольной формы, создающих арочные структуры у отверстия патрубка, препятствующие равномерному истечению порошка. Патрубок 10 в нижнем своем основании с помощью точечной сварки связан с металлической стру- ной 7, которая в свою очередь сопряжена с источником 8 колебаний.
В зависимости от условий работы,а также от использования порошков с частицами произвольной(дендритной,осколочной, vr- ловатой и др.) или сфероидальной формы применяют либо дисковую форму мембраны 9, либо волнистую. Дисковую жесткую мембрану применяют при использовании порошковых частиц сфероидальной или
близкой к ней формы, мембрану с волнистым профилем используют для мелкодисперсных частиц (до 40 мкм) произвольной формы и при работе устройства сварки и наплавки в помещениях с повышенной влажностью по сравнению с существующими нормами.
Устройство для сварки и наплавки работает следующим образом,
Вставляют запорный клапан таким образом, чтобы его упругий элемент б перекрывал отверстие 11 патрубка 10, Через окна 15 верхнего основания 14 бункера 2 заполняют на 4/5 внутренний объем бункера. Если наблюдается просыпание порошка через отверстие 11 в транспортную магистраль, вращением ру;:оятки 12 поворота надежно перекрывают упругим элементом 6 периметр отверстия 1 1.
Затем подается сжитый газ в систему 1 транспортировки порошка, включается ис- Очник 8 колебаний, плавным поворотом рукоятки 12 регулируется зазор т, между упругим элементом 6 запорного клапана и поверхностью отверстия 11 патрубка 10. Изменяя величину подъема стержня 5 с помощью резьбового соединения 13 при вращении рукоятки 12, осуществляют плавное регулирование необходимого объемного расхода порошкового материала, требуемого для получения покрытия расчетной толщины. Порошкоп1 е частицы, пере- мэщающиеся под действием колебательных движений мембраны (встряхивания) через отверстие 11 и полость патрубка 10 в выходную магистраль, подхватываются транспортирующим сжатым газом и вводятся в сварочно-нзплавочнуюванну. Частота колебаний мембраны, как и ее амплитуда, зависит и определяется частотой и амплитудой колебания источника 8.
Благодаря введению упругой мембраны с патрубком, установленным в отверстии днища с возможностью осесого перемещения посредством связи с источником колебаний через металлическую струну, а также установке запорного клапана с возможностью плавной регулировки объемного расхода порошкового материала оказалось возможным увеличить производительность процесса в 1,5 раза, Повышение производительности процесса,благодаря использованию предлагаемого устройства, в 1,5 раза по сравнению с прототипом достигается за счет увеличения равномерности истечения до 38% порошков с частицами как сфероидальной, так и произвольной формы.
При этом за счет равномерного истекэ- ния порошкового материала и подачу его в сварочно-наплавочную ванну образуются
покрытия почти постоянной толщины без бугорков, неровностей, характерных для прототипа, что позволяет наносить тонкие покрытия со скоростью наплавки в 1,5 раза большей. Одновременно это приводит к со- кращению потерь порошка на 15-20%, уменьшается припуск на последующую после наплавки операцию механической обработки с экономией времени до 17%,
Введение дополнительного воздейст- вия на порошковые слои путем встрпхива- ния через колебания упругой мембраной позволяет использовать предлагаемое уст ройство в цехах с повышенной влажностью, что характерно для большинства мастер- ских колхозов, совхозов, ремонтных предприятий перерабатывающей отрасли, а также работать с порошками с фракцией в интервале 40-400 мкм. Устройство сварки и наплавки прототипа надежно работает г. ос новном с фракцией 100-400 мкм порошкового материала, частицы которого должны быть близки к сфероидальной форме. Формула изобретения Устройство для сварки и наплавки, содержащее газовую систему транспортировки порошка, бункер с отверстием в днище и запорным клапаном с упругим элементом и ворошитель в виде металлической струны, соединенной с источником колебаний, отличающееся тем, что, с целью повышения производительности процесса за счет увеличения равномерности истечения порошка, в нижней части бункера смонтирована упругая мембрана с патрубком, установленным в отверстии днища с возможностью осееого перемещения, при этом металлическая струна соединена с патрубком,а запорный клапан установлен с возможностью регулировочного перемещения относительно бункера и взаимодействия своим упругим элементом с отверстием патрубка.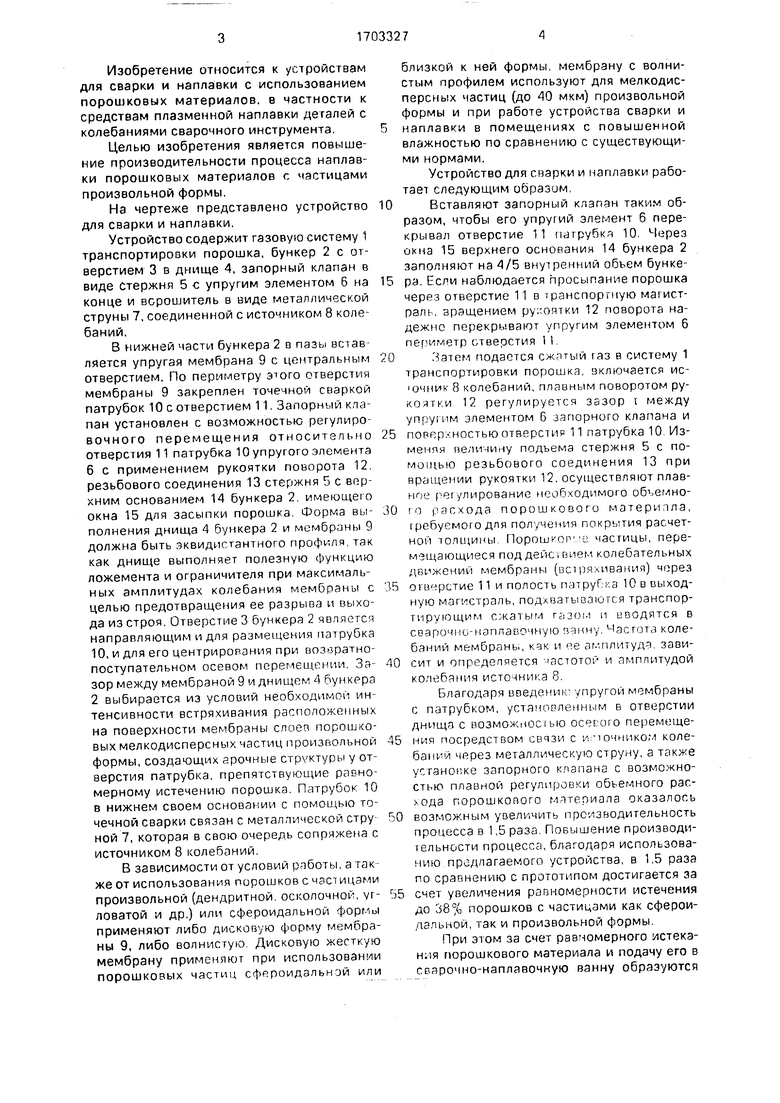
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки и наплавки | 1990 |
|
SU1808567A1 |
| Устройство для сварки и наплавки | 1990 |
|
SU1815066A1 |
| Устройство для сварки и наплавки | 1990 |
|
SU1738534A1 |
| Устройство для сварки и наплавки | 1989 |
|
SU1666281A1 |
| Устройство для сварки и наплавки | 1990 |
|
SU1796377A1 |
| Устройство для сварки и наплавки | 1991 |
|
SU1821308A1 |
| Устройство для сварки и наплавки | 1990 |
|
SU1780957A1 |
| Устройство для сварки и наплавки | 1991 |
|
SU1828794A1 |
| Устройство для сварки и наплавки соединений | 1973 |
|
SU455824A1 |
| Устройство для сварки и наплавки | 1987 |
|
SU1551491A1 |
Изобретение относится к устройствам сварки и наплавки с использованием порошковых материалов, в частности к средствам плазменной наплавки с колебанием сварочного инструмента. Цель изобретения - повышение производительности процесса за счет увеличения равномерности истечения порошка. Устройство для сварки и наплавки содержит газовую систему 1 транспортировки порошка, бункер 2 с отверстием 3 в днище 4, запорный клапан с упругим элементом 6 и ворошитель в виде металлической струны 7, соединенной с источником 8 колебаний. В нижней части бункера 2 смонтирована упругая мембрана 9 с патрубком 10, установленным в отверстии 11 днища с возможностью осевого перемещения. При этом металлическая струна 7 соединена с патрубком 10, а запорный клапан установлен с возможностью регулировочного перемещения относительно бункера и взаимодействия своим упругим элементом 6 с отверстием патрубка. 1 ил. (Л С С газ VJ О СО со ю VI 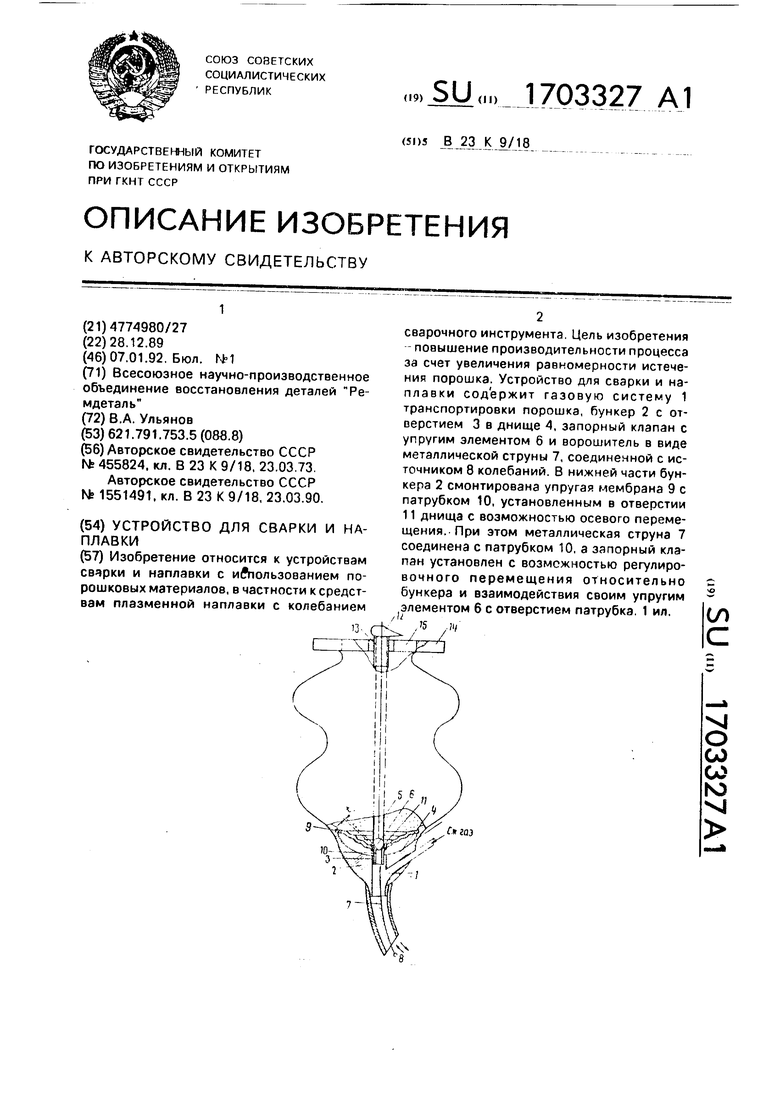
| Устройство для сварки и наплавки соединений | 1973 |
|
SU455824A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для сварки и наплавки | 1987 |
|
SU1551491A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
