Изобретение относится к станкострое- нию, а именно к шлифовальным станкам.
Цель изобретения - повышение точности и воспроизводимости позиционирования за счет целенаправленного регулирования упругого последействия материала упругих направляющих.
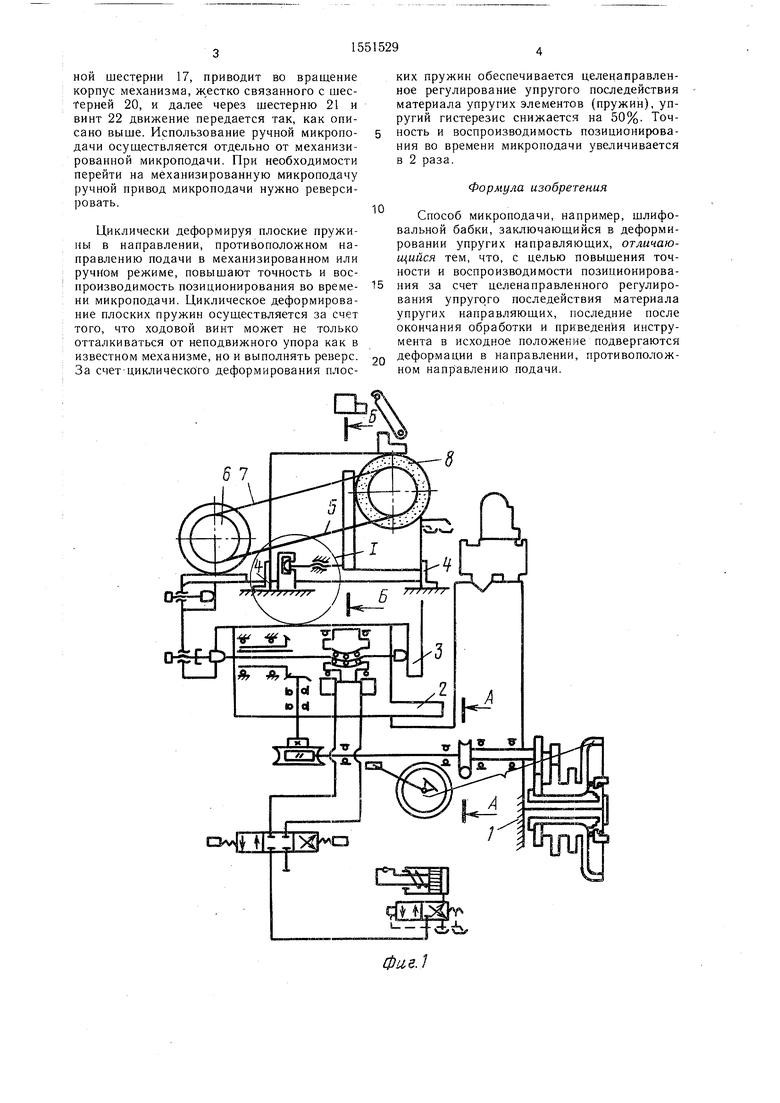
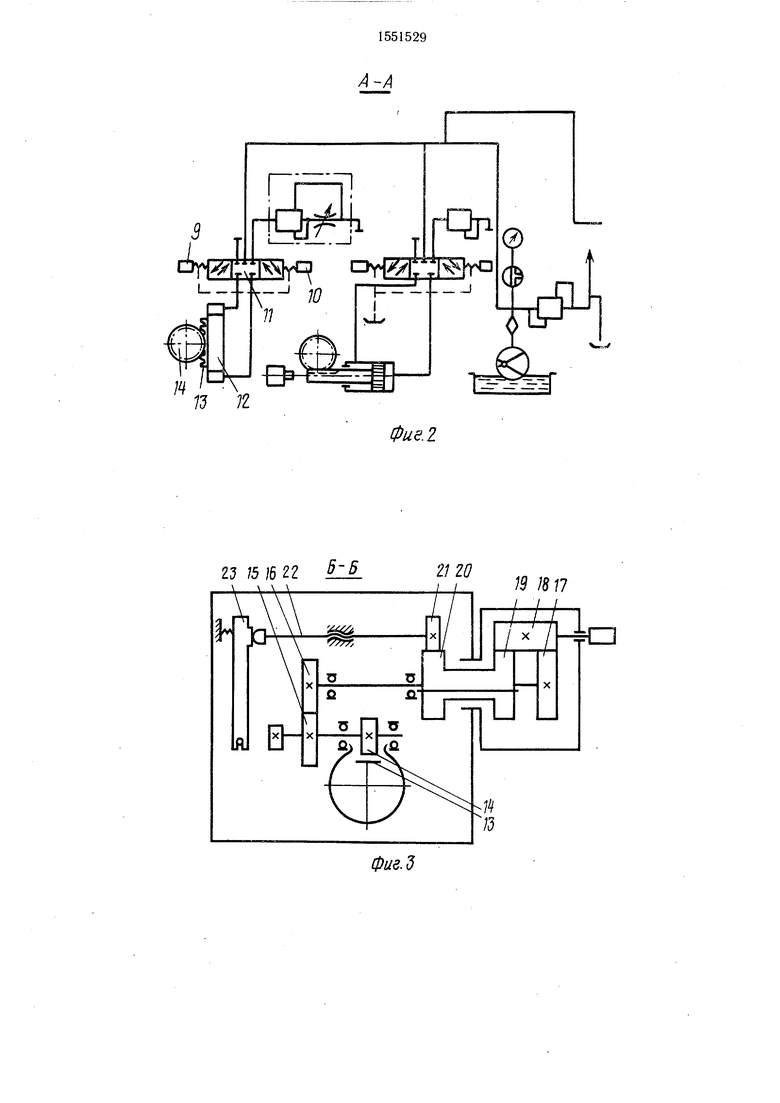
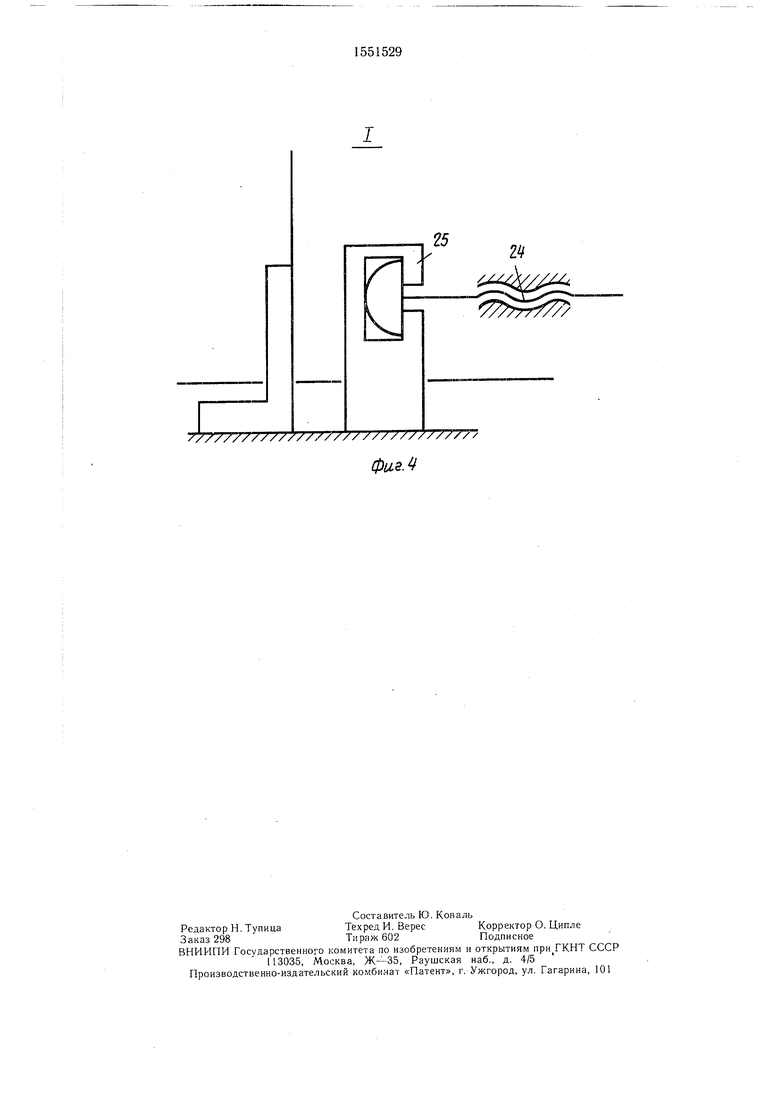
На фиг. 1 дана схема работы механизма микроподачи; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - узел I на фиг. 1.
На станине 1 (фиг. 1) установлены нижние поворотные 2 и верхние подвижные 3 салазки. На верхних салазках 3 посредством двух параллельных плоских стальных пружин (упругих направляющих) 4 крепится шлифовальная бабка 5. Приводной двигатель 6 размещен сзади шлифовальной бабки на верхних салазках. Плоскоременная передача 7 обеспечивает вращение шлифовального круга 8. Гидромеханический привод мйкроподачи состоит из электромагнитов 9 и 10,золотника 11,гидроцилиндра 12, рейки 13, шестерен 14-21, винта 22 и рычага 23. Рычаг 23 жестко связан с винтом 24. Последний, взаимодействуя с двусторонним неподвижным упором 25, деформирует плоские пружины, на которые подвешен корпус шлифовальной бабки.
Механизм механизированной микроподачи работает следующим образом.
От гидропривода в зависимости от того, какой из электромагнитов 9 или 10 золотника 11 включен, давление масла подается в одну из полостей гидроцилиндра 12, который рейкой 13 вращает шестерню 14 и далее через шестерни 15-21 вращает винт 22. Винт 22, поворачивая рычаг 23, вращает винт 24 Последний, отталкиваясь от упора 25 и деформируя плоские пружины, на которые поо.- вешен корпус шлифовальной бабки, осуществляет микроподачу.
При выключенных электромагнитах 9 или 10 обе полости гидроцилиндра 12 заперты.
Механизм ручной микроподачи работает следующим образом.
Используется часть кинематической цепи, описанной выше. Поршень гидроцилиндра 12 неподвижен. Следовательно, шестерня 17 также неподвижна. Шестерня 18 перемещена так, что зацепляется с шестерней 17. Если вращать через рукоятку шестерню 18, то последняя, обкатываясь вокруг неподвижi
/
ел сп
ел к со
ной шестерни 17, приводит во вращение корпус механизма, жестко связанного с шестерней 20, и далее через шестерню 21 и винт 22 движение передается так, как описано выше. Использование ручной микроподачи осуществляется отдельно от механизированной микроподачи. При необходимости перейти на механизированную микроподачу ручной привод микроподачи нужно реверсировать.
Циклически деформируя плоские пружины в направлении, противоположном направлению подачи в механизированном или ручном режиме, повышают точность и воспроизводимость позиционирования во времени микроподачи. Циклическое деформирование плоских пружин осуществляется за счет того, что ходовой винт может не только отталкиваться от неподвижного упора как в известном механизме, но и выполнять реверс. За счет циклического деформирования плоских пружин обеспечивается целенаправленное регулирование упругого последействия материала упругих элементов (пружин), упругий гистерезис снижается на 50%. Точность и воспроизводимость позиционирования во времени микроподачи увеличивается в 2 раза.
Формула изобретения
Способ микроподачи, например, шлифовальной бабки, заключающийся в деформировании упругих направляющих, отличающийся тем, что, с целью повышения точности и воспроизводимости позииионирования за счет целенаправленного регулирования упругого последействия материала упругих направляющих, последние после окончания обработки и приведения инструмента в исходное положение подвергаются
деформации в направлении, противоположном направлению подачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ микроподачи | 1990 |
|
SU1771936A2 |
| Механизм подач | 1981 |
|
SU1014690A1 |
| Механизм подачи шлифовальной бабки | 1982 |
|
SU1077767A2 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| Механизм подачи шлифовальной бабки | 1980 |
|
SU941167A2 |
| Устройство микроподачи заготовок при шлифовании | 1991 |
|
SU1797564A3 |
| Привод подач шлифовального станка | 1988 |
|
SU1664534A1 |
| Вертикальный шлифовальный станок с числовым программным управлением | 1975 |
|
SU656813A1 |
| Механизм подачи шлифовальной бабки | 1978 |
|
SU781036A1 |
| Система активного контроля | 1986 |
|
SU1414592A1 |
Изобретение относится к станкостроению, а именно к шлифовальным станкам. Целью изобретения является повышение точности и воспроизводимости позиционирования за счет целенаправленного регулирования упругого последействия материала упругих направляющих. Способ микроподачи, например, шлифовальной бабки, установленной на упругих направляющих, заключается в том, что упругие направляющие подвергают циклической деформации поочередно в обе стороны. Данный прием обеспечивает целенаправленное регулирование упругого последействия материала упругих направляющих, что повышает точность и воспроизводимость позиционирования. 4 ил.
ilEISr0
п
фае.1
23 75 /6 22
v™/
Фие.2
а я и
I I I
-Фа
фие.д
ии
7ft
V4
t,
фие.У
| 0 |
|
SU207766A1 | |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
