Изобретение относится к обработке металлов резанием, а именно к способам определения промежуточных припусков чернового и чистового проходов.
Цель изобретения - снижение трудоемкости и повышение точности определения промежуточных припусков чернового и чистового проходов путем нахождения минимального отклонения фактической глубины резания от заданной.
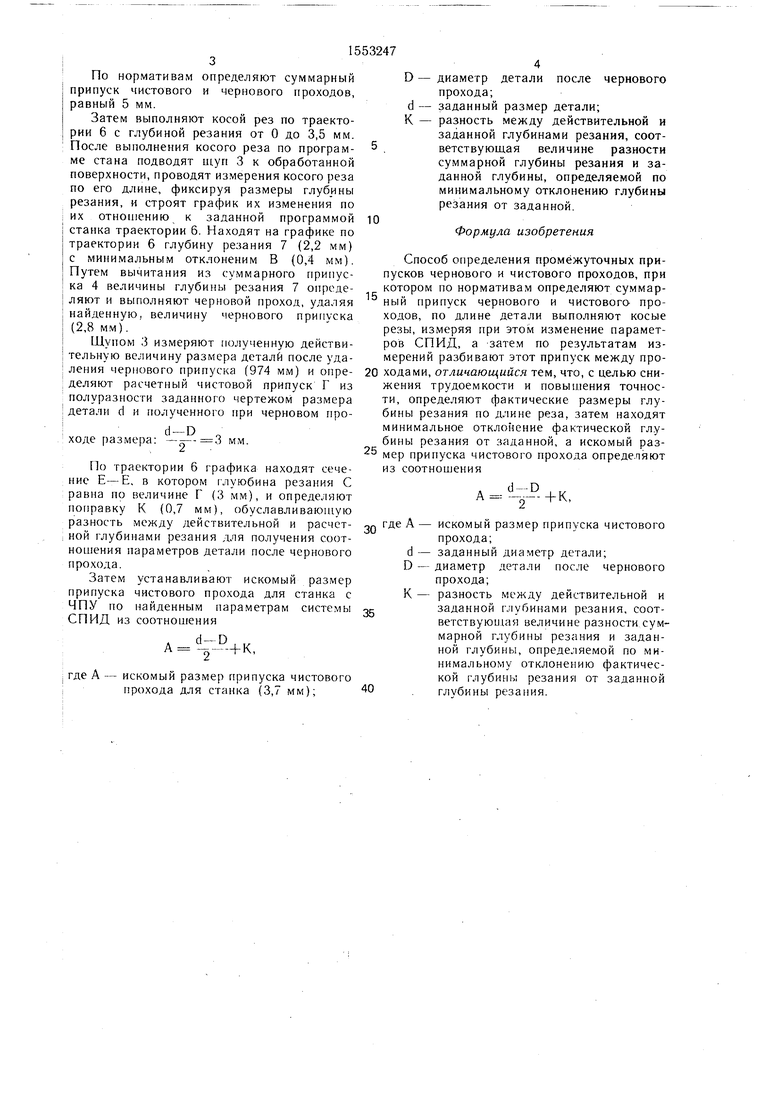
На фиг. 1 изображена схема осуществления предлагаемого способа; на фиг. 2 - узел I на фиг. 1.
На фиг. 1 и 2 обозначены: 1 - обрабатываемая деталь, установленная в зажимном приспособлении станка с ЧПУ; 2 - резец; 3 - датчик со щупом для измерения линейных размеров детали, устанавливаемый в резцедержатель станка и перемещаемый по программе. Измерение параметров детали щупом 3 может осуществляться на коор- динатно-измерительной машине, функционально связанной с системой ЧПУ станка.
Пример. Определяют промежуточные припуски на операции растачивания при межоперационном суммарном припуске 4. Обрабатывают покрытие из композиционного материала 5. Требуемый размер детали -d 980+0,4 мм. Инструмент оснащен пластинкой из сверхтвердого материала (нибо- рид) с геометрией режущей части . Глубина резания при первом черновом проходе изменяется от 0 до 3,5 мм (фиг. 2). Инструмент выбирают из условия, чтобы приращение износа по задней поверхности не превышало 0,3 мм, так как в случае превышения этого значения на обрабатываемой поверхности образуется ворсистость.
сд
СП
СЭ Ю Јь 1
По нормативам определяют суммарный припуск чистового и чернового проходов, равный 5 мм.
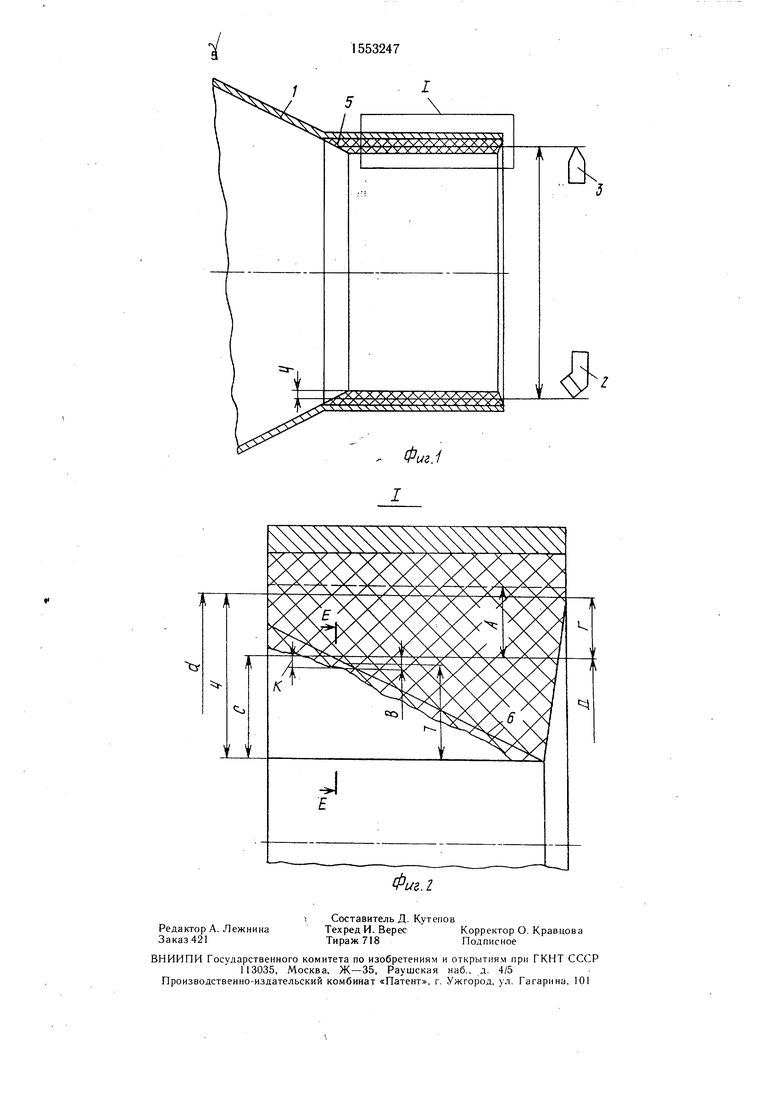
Затем выполняют косой рез по траектории 6 с глубиной резания от 0 до 3,5 мм. После выполнения косого реза по программе стана подводят туп 3 к обработанной поверхности, проводят измерения косого реза по его длине, фиксируя размеры глубины резания, и строят график их изменения по их отношению к заданной программой станка траектории 6. Находят на графике по траектории 6 глубину резания 7 (2,2 мм) с минимальным отклонении В (0,4 мм). Путем вычитания из суммарного припуска 4 величины глубины резания 7 определяют и выполняют черновой проход, удаляя найденную, величину чернового припуска (2,8 мм).
Щупом 3 измеряют полученную действительную величину размера детали после уда10
15
D - диаметр детали после чернового прохода;
d - заданный размер детали;
К - разность между действительной и заданной глубинами резания, соответствующая величине разности суммарной глубины резания и заданной глубины, определяемой по минимальному отклонению глубины резания от заданной.
Формула изобретения
Способ определения промежуточных припусков чернового и чистового проходов, при котором по нормативам определяют суммарный припуск чернового и чистового- проходов, по длине детали выполняют косые резы, измеряя при этом изменение параметров СПИД, а затем по результатам измерений разбивают этот припуск между проления чернового припуска (974 мм) и опре- 20 ходами, отличающийся тем, что, с целью снижения трудоемкости и повышения точности, определяют фактические размеры глубины резания по длине реза, затем находят минимальное отклонение фактической глубины резания от заданной, а искомый раз- 25 мер припуска чистового прохода опредепяют из соотношения
деляют расчетный чистовой припуск Г из полуразносги заданного чертежом размера детали d и полученного при черновом проd-D . ходе размера: мм.
По траектории 6 графика находят сечение Е-Е, в котором глуюбина резания С равна по величине Г (3 мм), и определяют поправку К (0,7 мм), обуславливающую разность между действительной и расчетной глубинами резания для получения соотношения параметров детали после чернового прохода.
Затем устанавливают искомый размер припуска чистового прохода для станка с ЧПУ по найденным параметрам системы СПИД из соотношения
л d-D,KА -т,hK,
где А -- искомый размер припуска чистового прохода для станка (3,7 мм);
30
35
40
A d D4-K
А -ЈИ К.
где А - искомый размер припуска чистового прохода;
d - заданный диаметр детали;
D - диаметр детали после чернового прохода;
К - разность между действительной и заданной глубинами резания, соответствующая величине разности суммарной глубины резания и заданной глубины, определяемой по минимальному отклонению фактической глубины резания от заданной глубины резания.
0
D - диаметр детали после чернового прохода;
d - заданный размер детали;
К - разность между действительной и заданной глубинами резания, соответствующая величине разности суммарной глубины резания и заданной глубины, определяемой по минимальному отклонению глубины резания от заданной.
Формула изобретения
Способ определения промежуточных припусков чернового и чистового проходов, при котором по нормативам определяют суммарный припуск чернового и чистового- проходов, по длине детали выполняют косые резы, измеряя при этом изменение параметров СПИД, а затем по результатам измерений разбивают этот припуск между про
A d D4-K
А -ЈИ К.
где А - искомый размер припуска чистового прохода;
d - заданный диаметр детали;
D - диаметр детали после чернового прохода;
К - разность между действительной и заданной глубинами резания, соответствующая величине разности суммарной глубины резания и заданной глубины, определяемой по минимальному отклонению фактической глубины резания от заданной глубины резания.
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения промежуточных припусков чернового и чистового проходов | 1982 |
|
SU1085673A1 |
| Способ шлифования | 1982 |
|
SU1065148A1 |
| Способ определения параметров токарных переходов обработки резанием по измерениям показателей точности образца изделия | 2023 |
|
RU2811308C1 |
| Способ обработки резанием | 1983 |
|
SU1186402A1 |
| Способ адаптивного управления шлифовальным станком | 1984 |
|
SU1291379A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| СПОСОБ ОБРАБОТКИ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2009 |
|
RU2419520C1 |
| Способ совмещенной обработки резанием и поверхностным пластическим деформированием комбинированным инструментом | 1986 |
|
SU1333554A1 |
| Способ обработки деталей на стенках с ЧПУ | 1989 |
|
SU1704928A1 |
| Способ обработки деталей на станках с системами программного и адаптивного управления | 1976 |
|
SU650783A1 |
Изобретение может быть использовано для определения промежуточных припусков при обработке металлов резанием. Цель изобретения состоит в снижении трудоемкости и повышении точности определения промежуточных припусков чернового и чистового проходов. Первоначально определяют по нормативам суммарный припуск, а затем выполняют косой ряд, далее определяют фактические размеры глубины резания по длине реза, находят минимальное отклонение фактической глубины резания от заданной, а искомый размер припуска чистового прохода определяют после выполнения чернового прохода из соотношения A=D-D:2 +K, где A - искомый размер припуска чистового прохода
D - заданный размер припуская чистового прохода
D - диаметр детали после черного прохода
K - разность между действительной и заданной глубиной резания, соответствующая величине разности суммарной глубины резания и заданной глубины, определяемой по минимальному отклонению фактической глубины резания от заданной глубины. 2 ил.
s Составитель Д. Кутепов
Техред И. ВересКорректор О. Кравцова
Тираж 718Подписное
Фиг. 2
| Способ определения промежуточных припусков чернового и чистового проходов | 1982 |
|
SU1085673A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
