| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки секций рулонных конденсаторов | 1990 |
|
SU1718282A1 |
| Револьверная головка | 1988 |
|
SU1593785A1 |
| ГИРОСКОПИЧЕСКИЙ ИЗМЕРИТЕЛЬ | 2015 |
|
RU2610389C1 |
| Устройство для зажима и поворота изделия | 1985 |
|
SU1256880A1 |
| Автомат для изготовления электрических катушек | 1977 |
|
SU728175A1 |
| Устройство к металлорежущему станку для обработки фасонных поверхностей инструментов | 1986 |
|
SU1371875A1 |
| Заточной станок | 1989 |
|
SU1776540A1 |
| Станок для намотки обмоток электрических катушек | 1980 |
|
SU1023418A1 |
| Устройство автоматической смены инструментов сверлильно-фрезерного станка | 1982 |
|
SU1047649A1 |
| Токарный станок | 1988 |
|
SU1683966A1 |
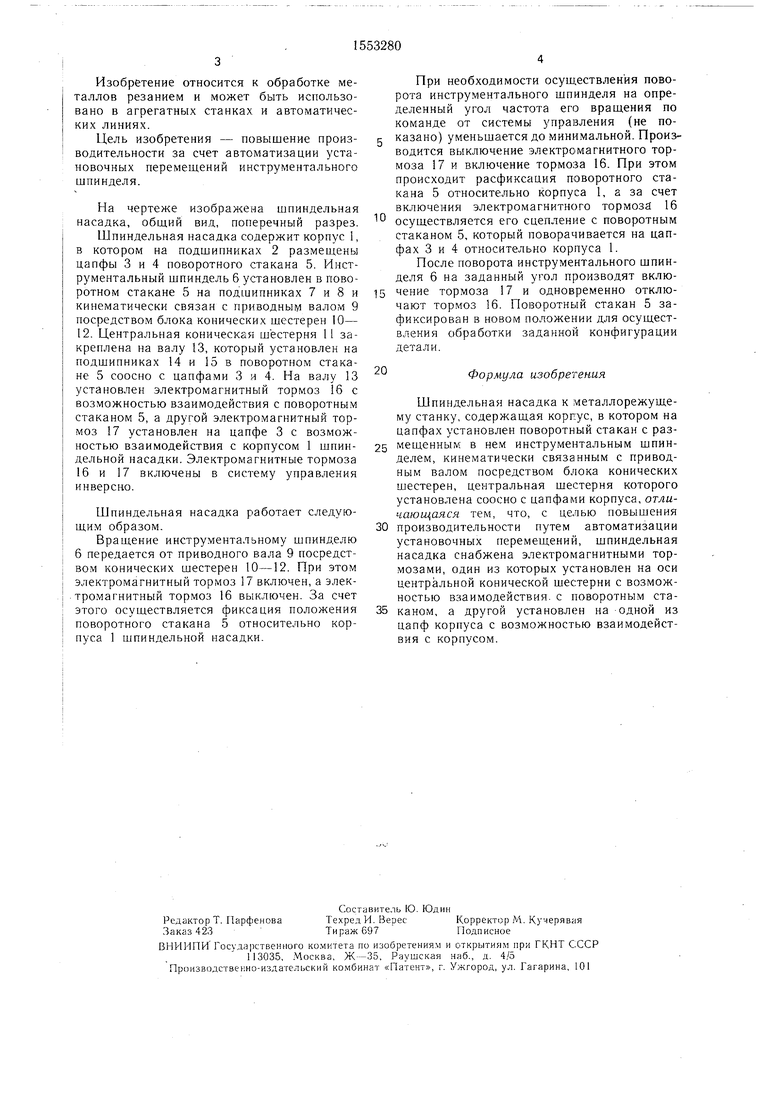
Изобретение относится к обработке металлов резанием и может быть использовано в агрегатных станках и автоматических линиях. Целью изобретения является повышение производительности за счет автоматизации установочных перемещений инструментального шпинделя. При включении электромагнитного тормоза 17, электромагнитный тормоз 16 выключен, происходит фиксация положения поворотного стакана 5 относительно корпуса 1 шпиндельной насадки. При этом вращение от приводного вала 9 передается инструментальному шпинделю 6 посредством конических шестерен 10 - 12. Для поворота инструментального шпинделя 6 на определенный угол включается электромагнитный тормоз 16, а тормоз 17 выключается. За счет сцепления поворотного стакана 5 с электромагнитным тормозом 16 происходит вращение вала 13 вместе с тормозом 16 и поворотным стаканом 5 относительно корпуса 1. По достижении заданного угла поворота включается электромагнитный тормоз 17, а тормоз 16 выключается. За счет этого осуществляется фиксация поворотного стакана 5 в новом положении относительно корпуса 1. 1 ил.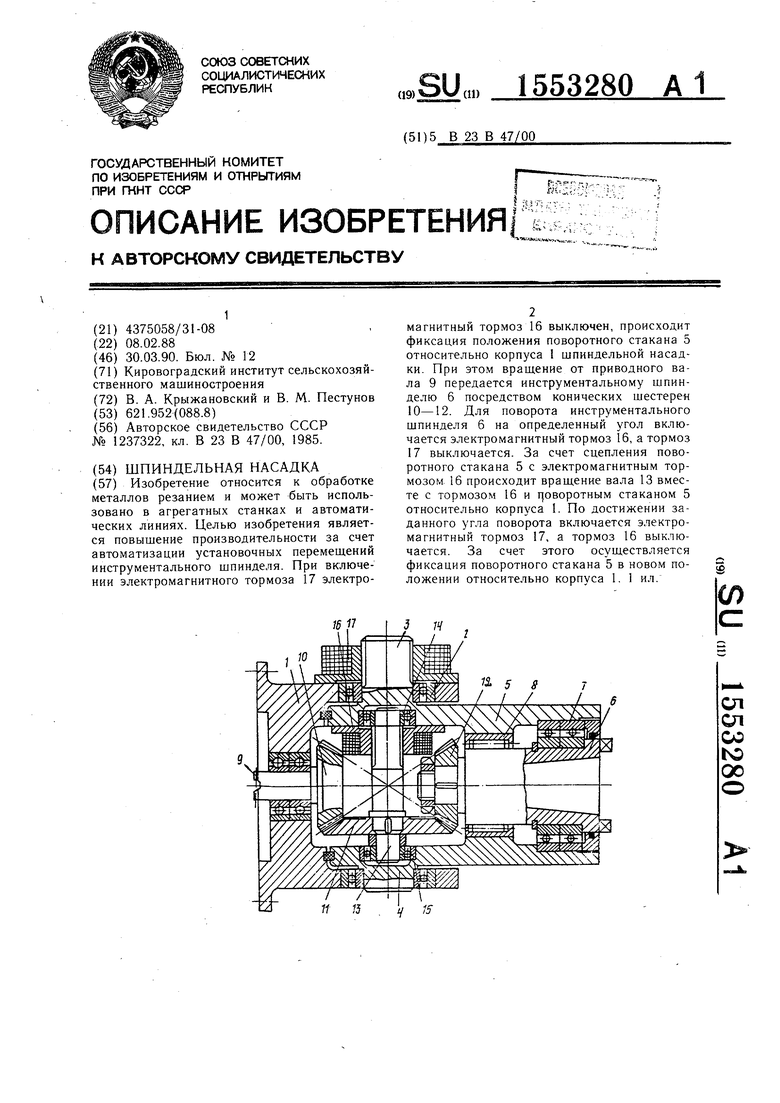
| Силовая головка | 1985 |
|
SU1237322A1 |
