Л
GO О
Изобретение относится к обработке материалов резанием, а именно к устройствам для установки деталей на станках с ЧПУ.
Целью изобретения является расширение технологических возможностей путем обеспечения доступа режущего инструмента к различным поверхностям деталей.
На фиг. 1 изображено предлагаемое устройство, общий вид спереди; на фиг. 2 -- разрез А-А на фиг. 1; на фиг. 3 - узел 1 на фиг. 2.
Устройство содержит плиту 1 с выполненными на ней направляющими, в которых перемещается подвижная стойка 2 и установлена неподвижная стойка 3. Подвижная
2и неподвижная 3 стойки соединены закрепленными в них тягами 4, которые проходят через отверстия в неподвижной стойке
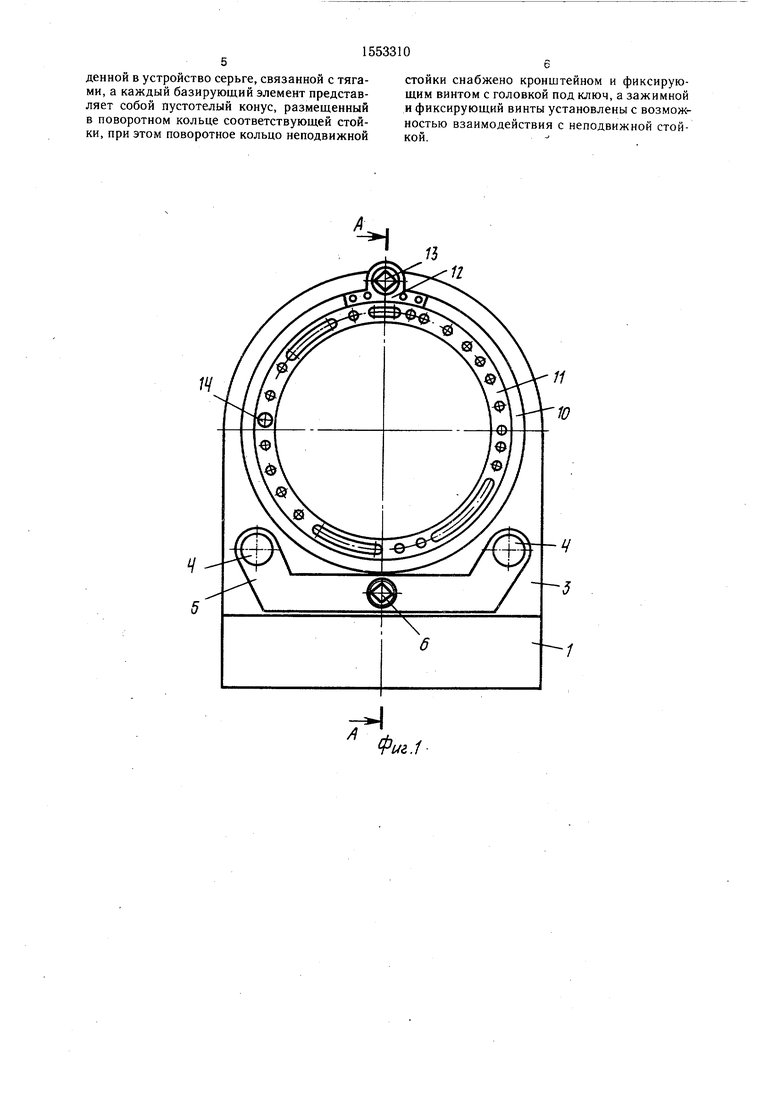
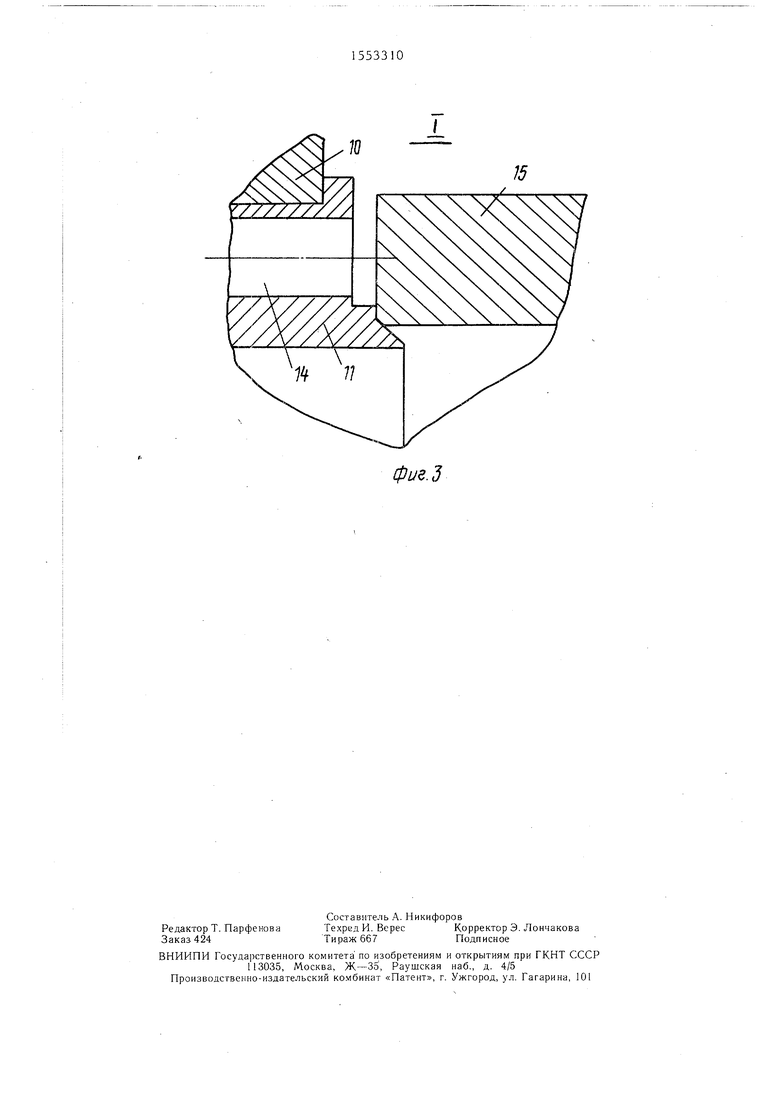
3и закреплены в серьге 5 с зажимным элементом - винтом 6, имеющим головку под ключ. На тягах 4 посредством стопорных колец 7 закреплены пружины 8 для возврата стойки 2 в исходное положение. На стойках 2 и 3 расположены вспомогательные опоры 9. В обеих qroftKax установлены поворотные кольца 10. В кольцах 10 неподвижно закреплены базирующие элементы, выполненные в виде пустотелых конусов 11. К лицевой стороне кольца 10, установленного в неподвижной стойке 3, прикреплен кронштейн 12 с фиксирующим винтом 13, который во ввернутом положении упирается в неподвижную стойку 3 и тем самым предотвраща- ет проворачивание кольца К) вокруг оси его вращения в стойке 3. В конусах 11 выполнены отверстия 14 для обеспечения возможности обработки деталей 15 с торцов, например выполнения отверстий, пазов, выборок и т.п. Закрепление и поворот детали 15 осуществля- ется ключом 16. Ключ 16 закрепляется в шпинделе 17 станка.
Устройство работает следующим образом.
Деталь 15 устанавливается манипулятором (не показан) на вспомогательные опоры 9. Станок по программе перемещает ключ 16 и вводит его в сопряжение с винтом 6. Вращая ключом 16 винт 6, станок вкручивает его в серьгу 5, которая начинает перемещаться от неподвижной стойки 3 и увле- кает за собой тяги 4 и через них приводит в движение по напоавляюшим плиты подвижную стойку 2. Дойдя до детали 15, подлежащей обработке, стойка 2 надвигает деталь 15 на конические поверхности конусов 11, при этом деталь 15 приподнимается с опор 9. Таким образом происходит ориентация и закрепление детали 15 в конусах
11стоек 2 и 3. Пружина 8 сжимается. Затем ключ 16 по программе выводится станком из сопряжения с винтом 6 и вводится в сопряжение с винтом 13. Винт 13 ввинчивается станком посредством ключа 16 в кронштейн
12и упирается в неподвижную стойку 3. Деталь 15 закреплена. После этого ключ 16 по
0
5
0
30 35
5 50
5
40
программе заменяется на режущий ,инструмент (не показан) и производится механическая обработка детали 15. В этом случае, когда требуется повернуть деталь 15 на определенный угол -вокруг ее оси, станок по программе заменяет режущий инструмент на ключ 16, который входит в сопряжение с винтом 13, вывинчивая его из кронштейча 12, тем самым освобождая его от жесткой связи со стойкой 3. Находясь в сопряжении с винтом 13, ключ 16 перемещается по двум координатным осям одновременно (круговая интерполяция), описывая дугу радиуса R (расстояние, измеренное от оси вращения кольца 10 до оси вращения винта 13), в иную точку закрепления, характеризуемую новыми линейными координатами; таким образом обеспечивается поворот детали 15 на требуемый угол без перекрепления и смены баз. После поворота детали 15 на требуемый угол винт 13 вновь ввинчивается ключом 16 станка в кронштейн 12, деталь 15 снова закреплена. Ключ 16 в шпинделе 17 станка заменяется на режущий инструмент или другой вид инструмента. Осуществляется механическая обработка детали 15. Таким образом, все операции по закреплению, раскреплению и повороту детали 15 на любой требуемый угол осуществляется станком по заложенной в него программе посредством ключа 16, установленного в его шпинделе 17.
Раскрепление детали 15 осуществляется станком посредством ключа 16 в обратной последовательности: винт 6 вывинчивается, ослабляя тяги 4, пружина 8 отталкивает подвижную стойку 2 вместе с тягами 4 в исходное положение. Деталь 15 соскальзывает с конических поверхностей конусов 1 1 и ложится на вспомогательные опоры 9. После этого обработанная деталь 15 убирается из устройства манипулятором и устанавливается другая, подлежащая обработке деталь 15. Кольцо 10 неподвижной стойки 3 возвращается станком в нулевое положение или остается в том же положении, но тогда при обработке следующей детали 15 отсчет угла поворота должен осуществляться от этого положения.
Формула изобретения
Устройство для закрепления и поворота деталей на станках с ЧПУ, выполненное в виде плиты, в направляющих которой размещены соединенные тягами неподвижная и подвижная стойки с базирующими и зажимными элементами, отличающееся, тем, что, с целью расширения технологических возможностей путем обеспечения доступа режущего инструмента к различным поверхностям деталей, стойки снабжены установленными с возможностью поворота кольцами, зажимной элемент выполнен в виде винта с головкой под ключ, размещенного на введенной в устройство серьге, связанной с тягами, а каждый базирующий элемент представляет собой пустотелый конус, размещенный в поворотном кольце соответствующей стойки, при этом поворотное кольцо неподвижной
стойки снабжено кронштейном и фиксирующим винтом с головкой под ключ, а зажимной и фиксирующий винты установлены с возможностью взаимодействия с неподвижной стойкой.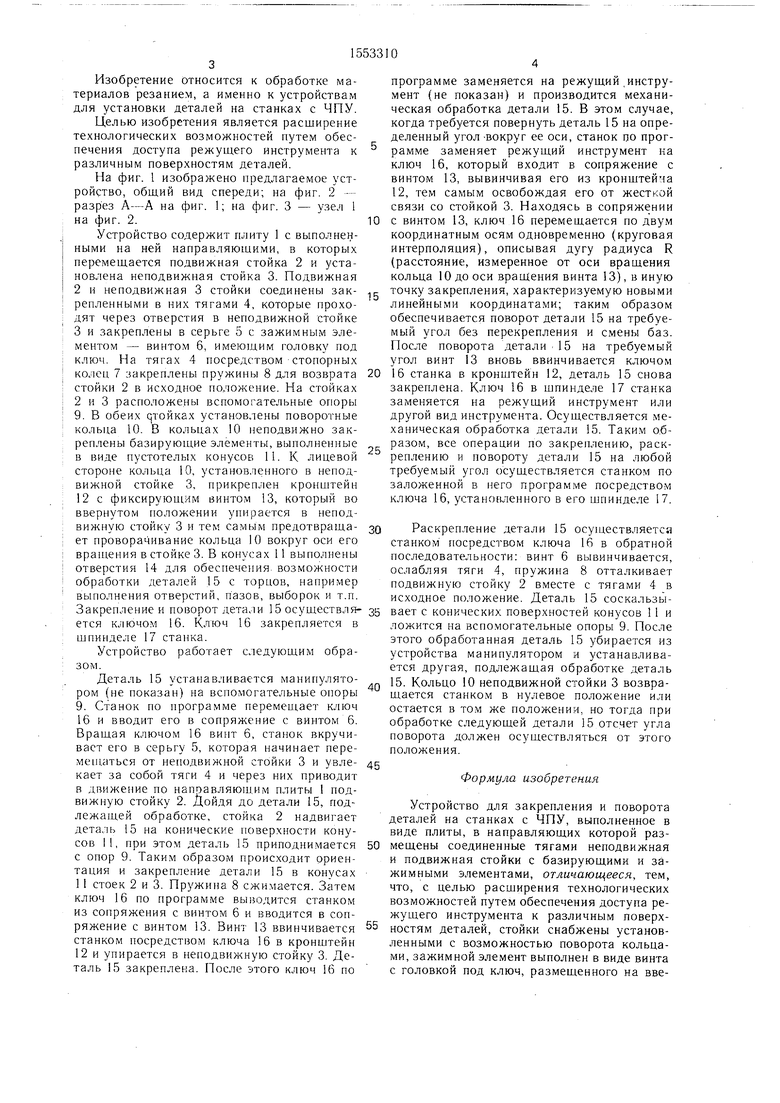
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| Автоматическая линия для механической обработки крупногабаритных деталей | 1989 |
|
SU1770114A1 |
| Устройство для координатной обработки отверстий осевым инструментом | 1990 |
|
SU1784411A1 |
| Металлорежущий станок | 1984 |
|
SU1196208A2 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ ТУРБИННЫХ ЛОПАТОК И СПОСОБ ИХ ФРЕЗЕРОВАНИЯ С ПОМОЩЬЮ ЭТОГО УСТРОЙСТВА | 2006 |
|
RU2325985C1 |
| Гибкий производственный модуль | 1986 |
|
SU1315222A1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| Задний центр токарного станка | 1986 |
|
SU1355450A1 |
| Многоместное делительное устройство | 1980 |
|
SU918024A1 |
| Способ фрезерования рабочих поверхностей нагнетателя | 1983 |
|
SU1115867A1 |
Изобретение относится к обработке материалов резанием, а именно к устройствам для установки деталей на станках с ЧПУ, и позволяет расширить технологические возможности путем обеспечения доступа режущего инструмента к различным поверхностям деталей. В направляющих плиты 1 установлены подвижная 2 и неподвижная 3 стойки, соединенные тягами 4. В стойках 3 и 2 закреплены поворотные кольца 10, в которых размещены базирующие элементы - конусы 11. Зажимной элемент (винт 6) закреплен на серьге 5, а фиксирующий винт 13 посредством кронштейна 12 установлен на поворотном кольце 10 неподвижной стойки 3. Деталь 15 устанавливается на вспомогательные опоры 9. По программе станка с ЧПУ ключ 16 вращает винт 6 и перемещает посредством тяг 4 подвижную стойку 2 и конусы 11, обеспечивая установку детали 15. Поворот детали 15 производится фиксирующим винтом 13. 3 ил.
Фм.1фие.З
| Технология оборудования механосборочного производства | |||
| Экспресс-информация | |||
| М.: ВИНИТИ, 1982, № 8, с | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
