Изобретение относится к машиностроению и может найти применение при обработке деталей с отверстиями.
Целью изобретения является расширение технологических возможностей путем обеспечения обработки деталей с глухими и глубокими отверстиями.
Сущность изобретения состоит в том, что контейнеру, заполненному обрабатываемыми деталями и обрабатывающей средой, с некоторым интервалом поочередно сообщают колебания с ускорениями, обеспечивающими или псевдоожиженное, или псевдокипящее состояние массе тел, загруженных в контейнер.
При ускорении контейнера ниже ускорения свободного падения масса рабочих тел псевдоожижается и самосжимается на 12- 15% и единичные рабочие тела проникают в самые сложные отверстия. При ускорении контейнера выше ускорения свободного падения масса рабочих тел переходит в псевдокипящее состояние, а объем массы увеличивается на 10-20% выше исходного объема
и единичные рабочие тела практически полностью выходят из отверстий.
Время чередования циклов в течение 20- 30 с подобрано экспериментально. В течение указанного времени рабочие тела при колебаниях с ускорением ниже ускорения свободного падения успевают заполнить обрабатываемые отверстия, но сама деталь не успевает всплыть на поверхность массы рабочих тел. В течение упомянутого времени единичные рабочие тела при колебаниях с ускорением выше ускорения свободного падения успевают выйти из обрабатываемого отверстия.
Таким образом, при колебаниях с ускорением ниже ускорения свободного падения, рабочие тела полностью заполняют обрабатываемое отверстие, а при колебаниях с ускорением выше ускорения свободного падения, рабочие тела, покидая обрабатываемое отверстие, интенсивно соударяются о его стенки и производят обработку поверхности отверстия.
СД
ел
со
СО 4 00
Анализ результатов экспериментов показывает, что оптимальный интервал изменения режимов обработки является 20- 30 с.
При обработке отверстий рабочими телами с размерами менее или равными радиусу отверстий происходит заклинивание рабочих тел в отверстиях, что приводит к браку. При обработке отверстий рабочими телами с размерами большими диаметров отверстий
Примеры. Обработка производилась на вибрационном станке ВС 2x50 в контейнерах емкостью 50 дм3. Обработке подвергались детали, вилка карданного шарнира и втулка с размерами отверстий диаметром 20 мм, 5 длиной 60 мм и диаметром 20 мм, длиной 100 мм. Режимы обработки варьировались в пределах, указанных в табл. 1 и 2 При обработке использовались следующие рабочие среды: фарфоровые шары 0 6 и 0 14 мм,
трехгранные призмы ПТ 10x10, ПТ 15x15. 10 обработки отверстий не происходит. Обработка велась с непрерывной промывкой 3%-ным содовым раствором. Вибратор виб-Формула изобретения
рационного станка был модернизирован и
обеспечил возможность быстрого измененияСпособ вибрационной обработки, при коамплитуды колебаний за счет изменения 15 тором обрабатываемые детали и гранулиро- взаимного положения парных дебалансов. ванную рабочую среду загружают в навал в
полость рабочего контейнера, а последнему сообщают низкочастотные колебания, отличающийся тем, что, с целью расширения технологических возможностей путем обеспече- 20 ния обработки деталей с глухими и глубокими отверстиями, гранулы рабочей среды
Анализ результатов по приведенным при- выбирают с размерами более радиуса, но мерам обработки показывает, что оптималь- менее диаметра обрабатываемого отверстия, ным диапазоном величин ускорений для при этом контейнеру попеременно сооб- приведения массы загрузки в псевдоожижен- 25 ш.ают колебания с ускорением величиной ное состояние является 0,5-0,95 g, а для 0,5-0,95 g и 3-4 g с интервалом 20- приведения в псевдокипящее состояние 3- 30 с, где g - ускорение свободного падения 4 g.тела.
Время обработки деталей 60 мин, время изменения интервалов режимов обработки представлено в табл. 2.
Результаты экспериментов сведены в табл.1 и 2.
Анализ результатов экспериментов показывает, что оптимальный интервал изменения режимов обработки является 20- 30 с.
При обработке отверстий рабочими телами с размерами менее или равными радиусу отверстий происходит заклинивание рабочих тел в отверстиях, что приводит к браку. При обработке отверстий рабочими телами с размерами большими диаметров отверстий
обработки отверстий не происходит. Формула изобретения
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вибрационной обработки | 1987 |
|
SU1504067A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ МЕЛКОРАЗМЕРНЫХ ДЕТАЛЕЙ | 2014 |
|
RU2572684C1 |
| Способ обработки деталей и устройство для его осуществления | 1988 |
|
SU1627382A1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2006 |
|
RU2330752C2 |
| Способ и устройство для отделочно-упрочняющей обработки внутренних поверхностей деталей | 2016 |
|
RU2639398C1 |
| Способ вибрационной обработки | 1985 |
|
SU1301666A1 |
| Способ и устройство для отделочно-упрочняющей центробежной обработки поверхностей деталей | 2021 |
|
RU2782589C1 |
| Способ и устройство для центробежно-планетарной абразивной обработки колец | 2019 |
|
RU2694858C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2012 |
|
RU2502590C1 |
| Способ вибрационной обработки деталей | 1980 |
|
SU918051A1 |
Изобретение относится к машиностроению и может найти применение при обработке деталей с отверстиями. Цель изобретения - расширение технологических возможностей путем обспечения обработки деталей с глухими и глубокими отверстиями. Контейнеру, заполненному обрабатываемыми деталями и обрабатывающей средой, с интервалом 20-30 с поочередно сообщаются колебания с ускорениями, обеспечивающими или псевдоожиженное, или псевдокипящее состояние среде. Тем самым отверстия то заполняются рабочей средой, то освобождаются от нее, за счет чего достигается их эффективная обработка. 2 табл.
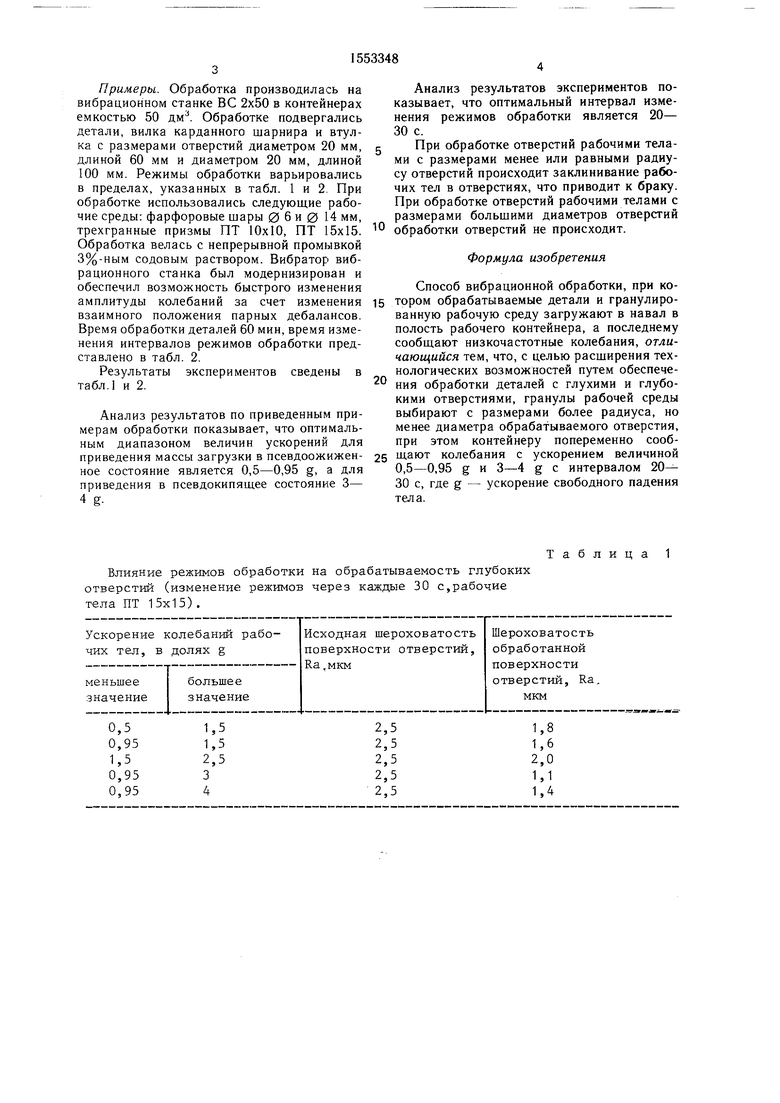
Влияние режимов обработки на обрабатываемость глубоких отверстий (изменение режимов через каждые 30 с,рабочие тела ПТ 15x15).
1,5
1,5
2,5
3
4
Т а
лица 1
1,8 1,6
2,0
1,1 1,4
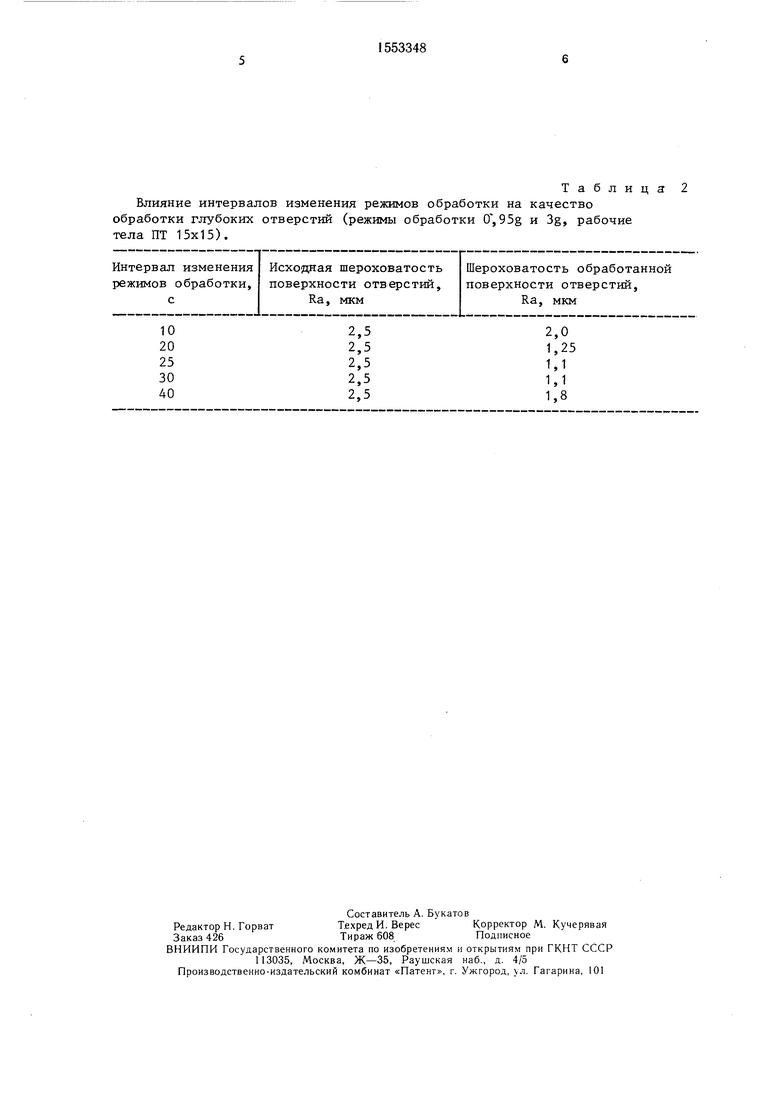
Таблица
Влияние интервалов изменения режимов обработки на качество обработки глубоких отверстий (режимы обработки 0, 95g и 3g, рабочие тела ПТ 15x15).
Исходная шероховатость поверхности отверстий, Ra, мкм
2,5 2,5 2,5 2,5 2,5
Шероховатость обработанной поверхности отверстий, Ra, мкм
2,0 1,25
1,1 1,1 1,8
| Бабичева А | |||
| П | |||
| Вибрационная обработка деталей | |||
| М.: Машиностроение, 1974, с | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
