&
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для получения поковок | 1988 |
|
SU1611539A1 |
| Штамп для обрезки поковок | 1988 |
|
SU1641497A1 |
| Штамп для обрезки облоя | 1984 |
|
SU1199412A1 |
| КОМБИНИРОВАННЫЙ ШТАМП | 1991 |
|
RU2021068C1 |
| Обрезной штамп | 1983 |
|
SU1196085A1 |
| Способ обрезки облоя на поковках и штамп для его осуществления | 1988 |
|
SU1551464A1 |
| Штамп для обрезки облоя горячештампованных поковок | 1986 |
|
SU1523239A1 |
| Автоматическая линия горячей штамповки | 1984 |
|
SU1248721A1 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| Штамп совмещенного действия | 1984 |
|
SU1212679A1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для смазки обрезных штампов. Цель изобретения - повышение стойкости инструмента. Обрезной штамп состоит из матрицы, пуансона, лотка для удаления облоя, устройства для подъема лотка, распределителя подачи смазки с форсунками. При перемещении пуансона вниз происходит обрезание облоя на поковке, размещенной на матрице. При перемещении его вверх осуществляется подача смазки на режущую кромку матрицы. 1 з.п. ф-лы, 4 ил.
Изобретение относится к обработке металлов давлением и может быть использовано в конструкциях обрезных штампов.
Целью изобретения является повышение стойкости инструмента.
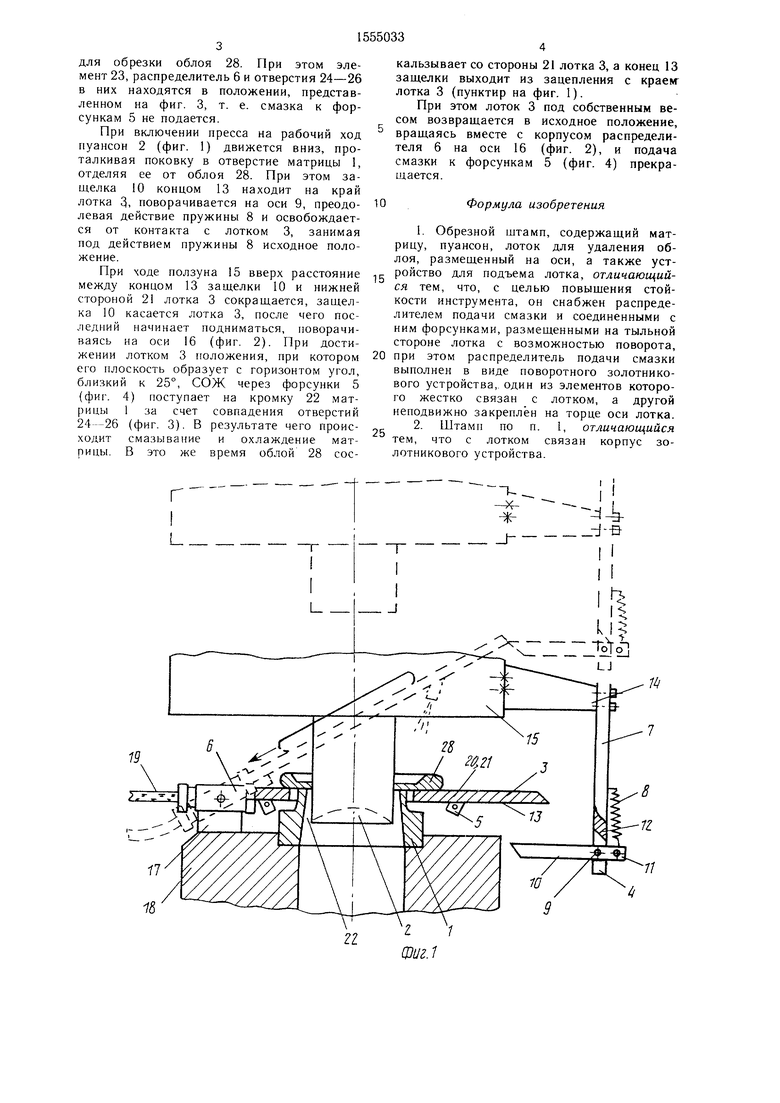
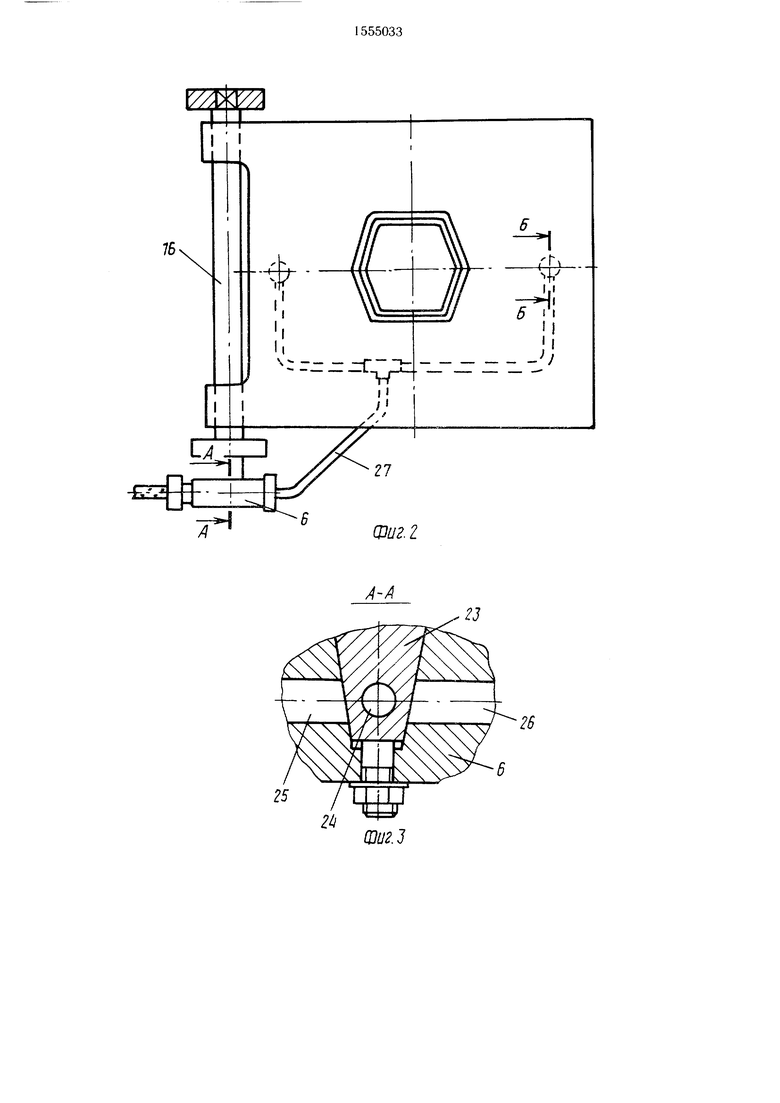
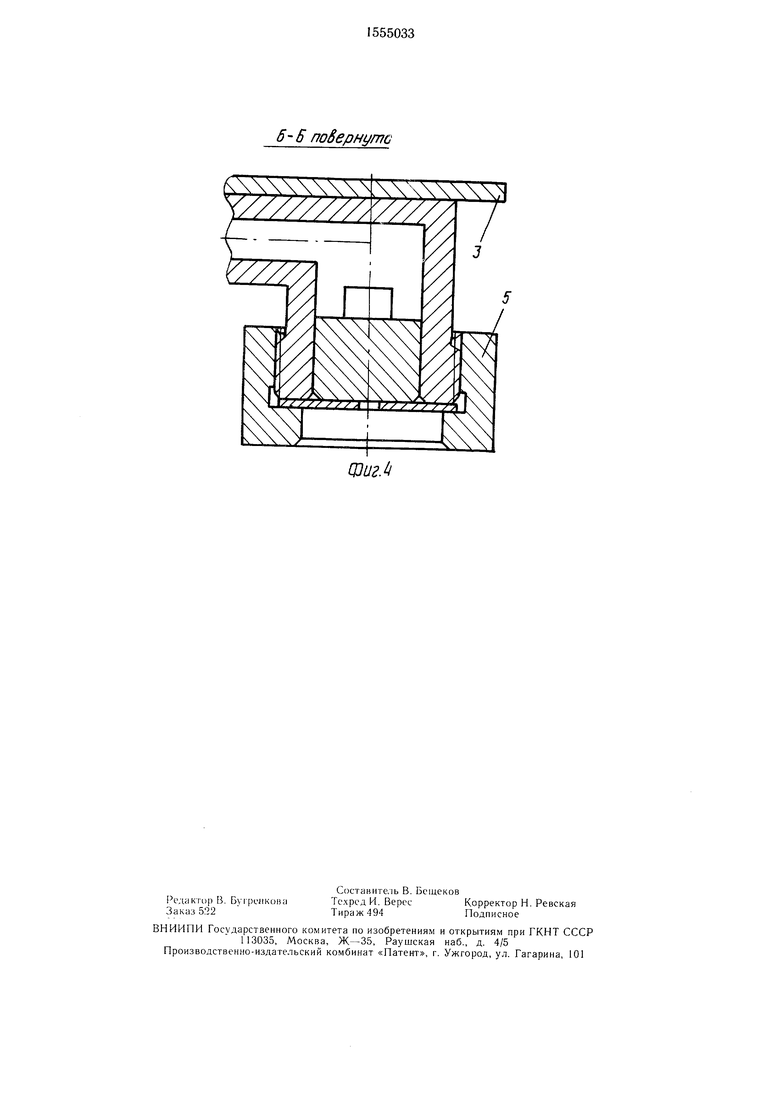
На фиг. 1 представлен штамп, вид сбоку; на фиг. 2 - то же, план; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2.
Обрезной штамп состоит из матрицы 1, пуансона 2, лотка 3 для удаления облоя, установленного подвижно относительно матрицы I, устройства для подъема лотка 4, форсунок 5, установленных на тыльной стороне лотка и распределителя 6 подачи смазки, корпус которого жестко связан с лотком 3. В свою очередь устройство для подъема лотка включает штангу 7, пружину 8, ось 9, защелку 10 с отверстием 11 для пружины 8. Позициями 12 и 13 на фиг. 1 показаны соответственно концы штанги 7 и защелки 10.
Устройство для подъема лотка крепится к балке 14, жестко укрепленной на ползуне 15. Лоток 3 установлен подвижно относительно своей оси 16, которая закреплена в стойках 17. Стойки 17 установлены на штампе 18, СОЖ к распределителю подается по ш.ишх, 19. Позициями 20 и 21 обозначены соответственно верхняя и нижняя (тыльная) стороны лотка 3. Позиция 22 на фиг. 1 - режущая кромка матрицы 1.
На торце оси 16 лотка 3 неподвижно закреплен перепускной элемент 23 распределителя подачи смазки (фиг. 3) с отверстием 24. В корпусе распределителя 6 выполнены соосно отверстия 25 и 26, которые в исходном состоянии друг с другом не сообщаются. Из распределителя СОЖ выходит через металлическую трубку 27 (фиг 2), которая связана с форсунками 5 (фиг. 4). Позицией 28 обозначен обрезаемый облой.
Штамп работает следующим образом.
В исходном положении, когда ползун 15 находится вверху (фиг. 1), лоток 3 в нижнем положении и над верхней его стороной выступает режущая кромка 22 матрицы 1, на которую укладывается поковка
СП
СП СП
О
со со
для обрезки облоя 28. При этом элемент 23, распределитель 6 и отверстия 24-26 в них находятся в положении, представленном на фиг. 3, т. е. смазка к форсункам 5 не подается.
При включении пресса на рабочий ход пуансон 2 (фиг. 1) движется вниз, проталкивая поковку в отверстие матрицы 1, отделяя ее от облоя 28. При этом защелка 10 концом 13 находит на край лотка 3, поворачивается на оси 9, преодо- Ю левая действие пружины 8 и освобождается от контакта с лотком 3, занимая под действием пружины 8 исходное положение.
кальзывает со стороны 21 лотка 3, а конец 13 защелки выходит из зацепления с красит лотка 3 (пунктир на фиг. 1).
При этом лоток 3 под собственным весом возвращается в исходное положение, вращаясь вместе с корпусом распределителя 6 на оси 16 (фиг. 2), и подача смазки к форсункам 5 (фиг. 4) прекращается.
Формула изобретения
ледний начинает подниматься, поворачи-ним форсунками, размещенными на тыльной
ваясь на оси 16 (фиг. 2). При дости-стороне лотка с возможностью поворота,
жении лотком 3 положения, при котором 20 при этом распределитель подачи смазки его плоскость образует с горизонтом угол,выполнен в виде поворотного золотникового устройства, один из элементов которого жестко связан с лотком, а другой неподвижно закреплён на торце оси лотка.
24--26 (фиг. 3). В результате чего п роис- 25 2. Штамп по п. 1, отличающийся ходит смазывание и охлаждение мат-тем, что с лотком связан корпус зорицы. В это же время облой 28 сое-лотникового устройства.
близкий к 25°, СОЖ через форсунки 5 (фиг. 4) поступает на кромку 22 матрицы 1 за счет совпадения отверстий
кальзывает со стороны 21 лотка 3, а конец 13 защелки выходит из зацепления с красит лотка 3 (пунктир на фиг. 1).
При этом лоток 3 под собственным весом возвращается в исходное положение, вращаясь вместе с корпусом распределителя 6 на оси 16 (фиг. 2), и подача смазки к форсункам 5 (фиг. 4) прекращается.
Формула изобретения
77
25
/457
гь
26
Фиг.З
б-Б повернут®
ШигМ
| Норицин И | |||
| А., Власов В | |||
| И | |||
| Автоматизация и механизация технологических процессов ковки и штамповки | |||
| - М.: Машиностроение, 1967. |
