Изобретение относится к обработке металлов давлением, а именно к кузнечно- штамповочному производству, и может быть использовано при получении изделий с симметричными концами.
Цель изобретения - повышение качества изделий, увеличение стойкости штамповочного инструмента и снижение энергоемкости
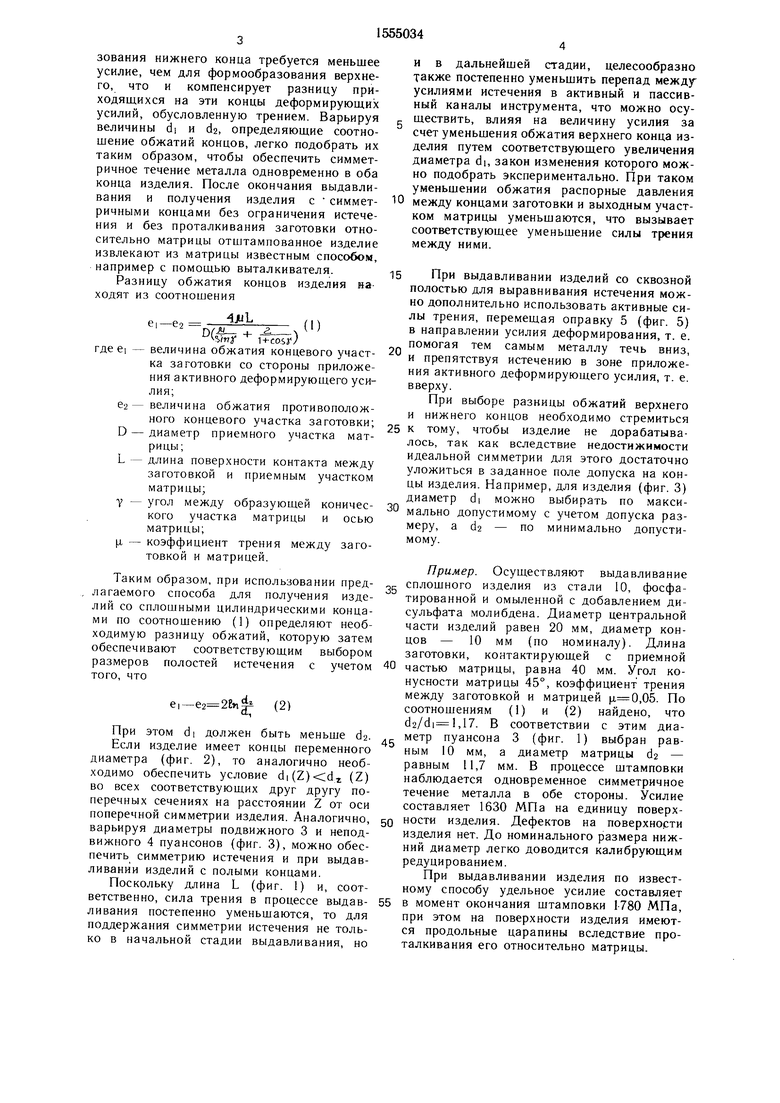
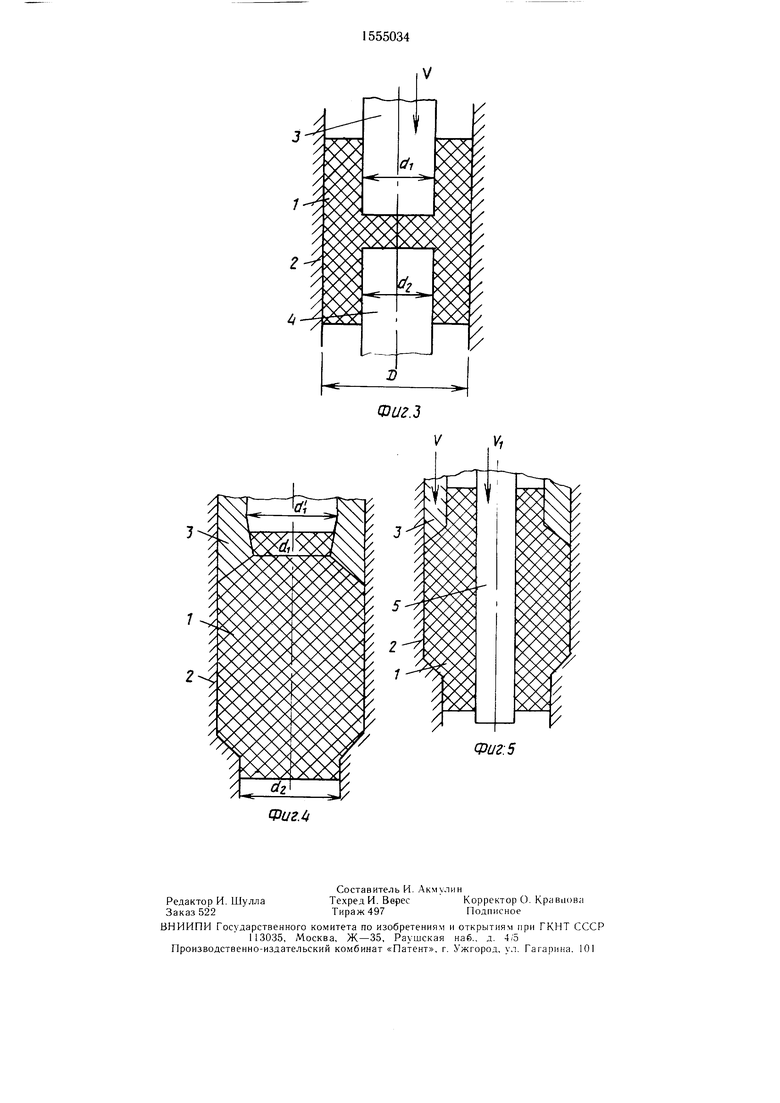
На фиг. 1 показано слева положение заготовки в матрице в момент начала выдавливания, а справа - в ходе выдавливания; на сриг. 2 - изделие с концами переменного диаметра; на фиг. 3 - изделие с полыми концами; на фиг. 4 - изделие с уменьшением по ходу выдавливания обжатия конца изделия со стороны приложения активного деформирующего усилия; на фиг. 5 - полое изделие с использованием оправки, включающим ее принудительное перемещение в направлении активного деформирующего усилия.
Способ осуществляется следующим образом
Заготовку 1 (фиг 1) загружают в приемный участок матрицы 2, диаметр которого равен D. После этого к верхнему торцу заготовки с помощью пуансона 3 прикладывают деформирующее усилие Р. В результате заготовка 1 распрессовывается, а на поверхности контакта между ней и матрицей длиной L возникает сила трения Т, противодействующая активному усилию Р. Вследствие этого до нижнего торца заготовки доходит лишь меньшая часть активного деформирующего усилия,что и приводит к преимущественному течению металла в сторону верхнего торца с незначительным затеканием в сторону нижнего. Для устранения этого величина обжатия нижнего конца, зависящая от его диаметра сЬ, выбирается меньше по сравнению с величиной обжатия верхнего конца, зависящей от его диаметра di, т. е. для формообраслел
СЛ
о со
4Ь
зования нижнего конца требуется меньшее усилие, чем для формообразования верхнего, что и компенсирует разницу приходящихся на эти концы деформирующих усилий, обусловленную трением. Варьируя величины di и d2, определяющие соотношение обжатий концов, легко подобрать их таким образом, чтобы обеспечить симметричное течение металла одновременно в оба конца изделия. После окончания выдавлии в дальнейшей стадии, целесообразно также постепенно уменьшить перепад между усилиями истечения в активный и пассивный каналы инструмента, что можно осуществить, влияя на величину усилия за счет уменьшения обжатия верхнего конца изделия путем соответствующего увеличения диаметра di, закон изменения которого можно подобрать экспериментально. При таком уменьшении обжатия распорные давления
вания и получения изделия с снимет- 10 между концами заготовки и выходным участ- ричными концами без ограничения истечения и без проталкивания заготовки относительно матрицы отштампованное изделие извлекают из матрицы известным способом, например с помощью выталкивателя.
Разницу обжатия концов изделия находят из соотношения
ком матрицы уменьшаются, что вызывает соответствующее уменьшение силы трения между ними.
15 При выдавливании изделий со сквозной полостью для выравнивания истечения можно дополнительно использовать активные силы трения, перемещая оправку 5 (фиг. 5) в направлении усилия деформирования, т. е. помогая тем самым металлу течь вниз, и препятствуя истечению в зоне приложения активного деформирующего усилия, т. е. вверху.
ei- e2
4juL
Г)(МL v
1 + cosjV где ei - величина обжатия концевого участка заготовки со стороны приложения активного деформирующего усилия;
е2- величина обжатия противоположного концевого участка заготовки;
D - диаметр приемного участка матрицы;
L - длина поверхности контакта между заготовкой и приемным участком матрицы;
у - угол между образующей конического участка матрицы и осью матрицы;
д. - коэффициент трения между заготовкой и матрицей.
20
15 При выдавливании изделий со сквозной полостью для выравнивания истечения можно дополнительно использовать активные силы трения, перемещая оправку 5 (фиг. 5) в направлении усилия деформирования, т. е. помогая тем самым металлу течь вниз, и препятствуя истечению в зоне приложения активного деформирующего усилия, т. е. вверху.
При выборе разницы обжатий верхнего и нижнего концов необходимо стремиться
25 к тому, чтобы изделие не дорабатывалось, так как вследствие недостижимости идеальной симметрии для этого достаточно уложиться в заданное поле допуска на концы изделия. Например, для изделия (фиг. 3) диаметр di можно выбирать по максимально допустимому с учетом допуска размеру, a di - по минимально допустимому.
30
Таким образом, при использовании предлагаемого способа для получения изделий со сплошными цилиндрическими концами по соотношению (1) определяют необходимую разницу обжатий, которую затем обеспечивают соответствующим выбором размеров полостей истечения с того, что
35
е,-
(2)
При этом di должен быть меньше d2.
Пример. Осуществляют выдавливание сплошного изделия из стали 10, фосфа- тированной и омыленной с добавлением ди- сульфата молибдена. Диаметр центральной части изделий равен 20 мм, диаметр концов - 10 мм (по номиналу). Длина заготовки, контактирующей с приемной учетом 40 частью матрицы, равна 40 мм. Угол конусности матрицы 45°, коэффициент трения между заготовкой и матрицей 0,05. По соотношениям (1) и (2) найдено, что d2/di l,17. В соответствии с этим диаметр пуансона 3 (фиг. 1) выбран равным 10 мм, а диаметр матрицы d2 - равным 11,7 мм. В процессе штамповки наблюдается одновременное симметричное течение металла в обе стороны. Усилие составляет 1630 МПа на единицу поверх45
Если изделие имеет концы переменного диаметра (фиг. 2), то аналогично необходимо обеспечить условие di(Z)dz (Z) во всех соответствующих друг другу поперечных сечениях на расстоянии Z от оси поперечной симметрии изделия. Аналогично, 5о н°сти изделия. Дефектов на поверхности
варьируя диаметры подвижного 3 и непод-изделия нет. До номинального размера нижвижного 4 пуансонов (фиг. 3), можно обес-ний диаметр легко доводится калибрующим
печить симметрию истечения и при выдав-редуцированием, ливании изделий с полыми концами.При выдавливании изделия по известПоскольку длина L (фиг. 1) и, соот-ному способу удельное усилие составляет ветственно, сила трения в процессе выдав- 55 в момент окончания штамповки 1780 МПа,
ливания постепенно уменьшаются, то дляпри этом на поверхности изделия имеютподдержания симметрии истечения не толь-ся продольные царапины вследствие проко в начальной стадии выдавливания, ноталкивания его относительно матрицы.
и в дальнейшей стадии, целесообразно также постепенно уменьшить перепад между усилиями истечения в активный и пассивный каналы инструмента, что можно осуществить, влияя на величину усилия за счет уменьшения обжатия верхнего конца изделия путем соответствующего увеличения диаметра di, закон изменения которого можно подобрать экспериментально. При таком уменьшении обжатия распорные давления
между концами заготовки и выходным участ-
между концами заготовки и выходным участ-
ком матрицы уменьшаются, что вызывает соответствующее уменьшение силы трения между ними.
При выдавливании изделий со сквозной полостью для выравнивания истечения можно дополнительно использовать активные силы трения, перемещая оправку 5 (фиг. 5) в направлении усилия деформирования, т. е. помогая тем самым металлу течь вниз, и препятствуя истечению в зоне приложения активного деформирующего усилия, т. е. вверху.
При выборе разницы обжатий верхнего и нижнего концов необходимо стремиться
к тому, чтобы изделие не дорабатывалось, так как вследствие недостижимости идеальной симметрии для этого достаточно уложиться в заданное поле допуска на концы изделия. Например, для изделия (фиг. 3) диаметр di можно выбирать по максимально допустимому с учетом допуска размеру, a di - по минимально допустимому.
35
40
40
45
5о
Осуществляют также выдавливание изде-ния качества изделий, увеличения стойлия с симметричными полыми концами изкости штамповочного инструмента и снинержавеющей стали 12Х18Н9Т. Предвари-жения энергоемкости, концевой участок зательно сталь подвергают закалке при 1050°Сготовки со стороны приложения активного
в воде. Изделие имеет гладкую цилиндри-с деформирующего усилия в каждом поперечческую поверхность снаружи диаметромном сечении подвергают большему обжатию,
20 мм. Внутренний диаметр полого концачем в соответствующем сечении противоу верхнего торца, к которому приклады-положного концевого участка заготовки.
вают активное усилие, получают по верх-2. Способ по п. 1, отличающийся тем,
нему отклонению поля допуска равнымчто величину обжатия концевого участка
13,55 мм (т. е. обжатие составляет 84,8%);10 со стороны приложения активного дефордиаметр внутренней полости конца у ниж-мирующего усилия по ходу выдавливания
него торца (фиг. 3) получают по нижнемууменьшают.
отклонению поля допуска равным 13,47 мм3. Способ по п. 1, отличающийся
(т. е. обжатие составляет 83%). Высотатем, что при выдавливании полых изделий
исходной заготовки - 14 мм. Макси- используют полую заютовку, в которую
мальное усилие на единицу площади сое-помещают оправку, при этом оправку прнтавляет 2100 МПа. При выдавливании на-нудительно перемещают в направлении
блюдается одновременное симметричное те-действия активного деформирующего усилия,
чение металла в оба конца. Изделие име-4. Способ по п. 1, отличающийся тем,
ет гладкую поверхность без утяжки, над-что разницу обжатий выбирают в предерывов и трещин и полностью соответству-20 лах значений верхнего и нижнего отклоет предъявляемым требованиям.нений поля допуска на концы изделия.
Для сравнения получают изделие по5. Способ по п. 1, отличающийся
известному способу путем выдавливания по-тем, что обжатие концевого участка сплошлостей одинакового диаметра 13,52 мм (поного изделия со стороны приложения аксредней части поля допуска), т. е. с оди-25 тивн°го деформирующего усилия ведут с пренаковым обжатием 84,2%. Наблюдаетсявышением обжатия противоположного концевого участка на величину
несимметричное течение сначала интенсивно в верхний конец, а после полного его оформления - в нижний с проталкиванием сформированной части изделия относительно матрицы. В результате изделие имеет трещинки и царапины по наружной поверхности, а на внутренней поверхности в области перемычки толщиной 2 мм наблюдается утяжина глубиной порядка 1 мм. При этом усилие возрастает до 2340 МПа.
Формула изобретения
1. Способ формообразования изделий с симметричными концевыми участками, включающий размещение заготовки в матрице и приложение к одному торцу заготовки активного деформирующего усилия, отличающийся тем, что, с целью повыше30
35
40
e -e n/jg:--г-,
utsi«y + 1+cosy
где ei - величина обжатия концевого участка заготовки со стороны приложения активного деформирующего усилия;
е2- величина обжатия противоположного концевого участка заготовки;
D-диаметр приемного участка матрицы;
L - длина поверхности контакта между заготовкой и приемным участком матрицы;
Y - угол между образующей конического участка матрицы и осью матрицы;
ц, - коэффициент трения между заготовкой и матрицей.
0
e -e n/jg:--г-,
utsi«y + 1+cosy
где ei - величина обжатия концевого участка заготовки со стороны приложения активного деформирующего усилия;
е2- величина обжатия противоположного концевого участка заготовки;
D-диаметр приемного участка матрицы;
L - длина поверхности контакта между заготовкой и приемным участком матрицы;
Y - угол между образующей конического участка матрицы и осью матрицы;
ц, - коэффициент трения между заготовкой и матрицей.
л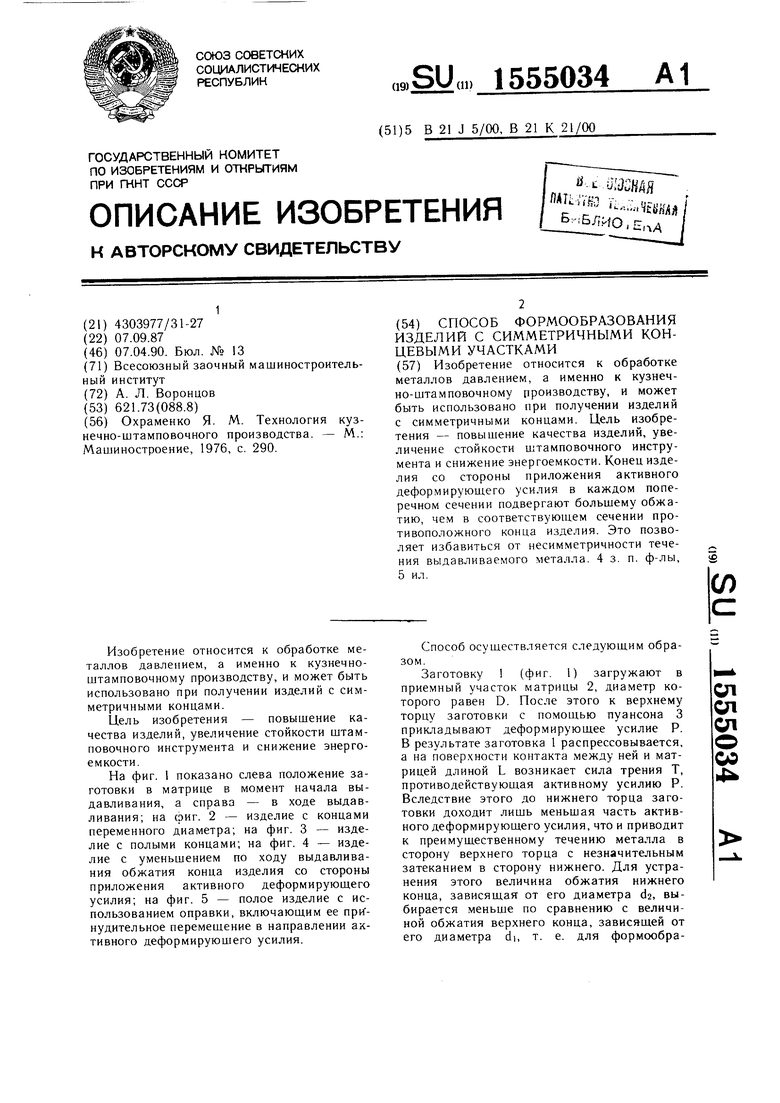
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения полых изделий с фасонной боковой поверхностью | 1979 |
|
SU874256A2 |
| Способ изготовления полых деталей с конусными кромками | 1990 |
|
SU1801053A3 |
| Способ восстановления наружной поверхности полых изделий | 1983 |
|
SU1176536A1 |
| Штамп для изготовления симметричных ступенчатых деталей | 1987 |
|
SU1473892A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК БЕЗ ШТАМПОВОЧНЫХ УКЛОНОВ | 1998 |
|
RU2159690C2 |
| СПОСОБ ОБРАТНОГО ВЫДАВЛИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2333067C1 |
| СПОСОБ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2016682C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОСТЕННЫХ ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ ИЗ ЛЕГИРОВАННЫХ ДЕФОРМАЦИОННО-УПРОЧНЯЕМЫХ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 2012 |
|
RU2539799C2 |
| Способ изготовления полых изделий с раструбом | 1978 |
|
SU719773A1 |
| Способ изготовления цилиндрических полых деталей | 1990 |
|
SU1798028A1 |
Изобретение относится к обработке металлов давлением, а именно к кузнечно-штамповочному производству, и может быть использовано при получении изделий с симметричными концами. Цель изобретения - повышение качества изделий, увеличение стойкости штампового инструмента и снижение энергоемкости. Конец изделия со стороны приложения активного деформирующего усилия в каждом поперечном сечении подвергают большему обжатию, чем в соответствующем сечении противоположного конца изделия. Это позволяет избавиться от несимметричности течения выдавливаемого металла. 4 з.п. ф-лы, 5 ил.
Фиг.1
/
Фиг. г
вшг.з
Фиг 5
| Охраменко Я | |||
| М | |||
| Технология куз- нечно-штамповочного производства | |||
| - М.: Машиностроение, 1976, с | |||
| РЕЛЬСОВАЯ ПЕДАЛЬ | 1920 |
|
SU290A1 |
