Изобретение относится к области t изготовления алмазно-абразивных инструментов, в частности к способам изготовления тонкостенных трубчатых сверл.
Цель изобретения - повышение износостойкости трубчатых сверл.
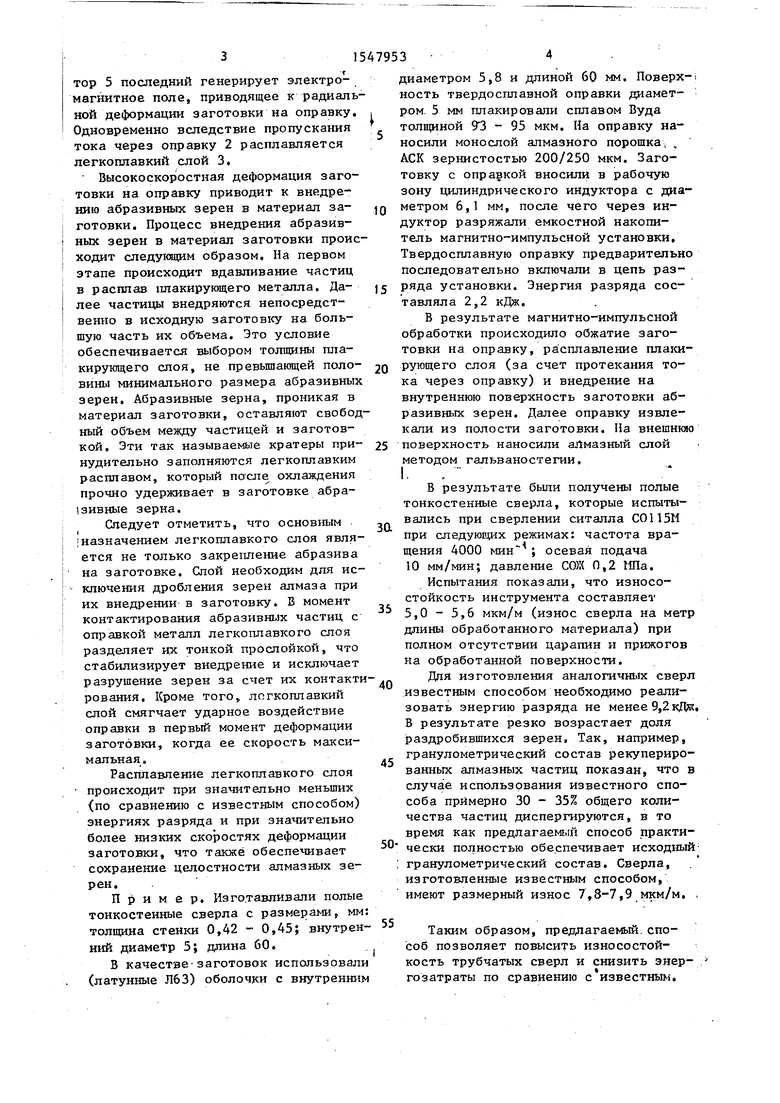
На чертеже дана схема осуществления способа.
Способ осуществляется следующим образом.
В полости цилиндрической металлической заготовки 1 устанавливают твердосплавную оправку 2, предварительно плакированную слоем 3 легкоплавкого металла. Диаметр оправки (не принимая во внимание слой) соответ- , ствует внутреннему диаметру свёрла.
На плакирующем слое равномерно монослоем распределяют алмазный порошок 4, после чего заготовку совместно с оправкой вносят в рабочую зону цилиндрического индуктора 5 магнитно- импульсной установки 6. Первый вывод индуктора 5 подключают к одному из выводов емкостного накопителя установки, а второй вывод индуктора электрически связывают с торцом оправки. Другой торец оправки подсоединяют к свободному выводу емкостного накопителя установки. Таким образом, обмотки индуктора и оправки будут подключены последовательно в цепи разряда емкостного накопителя установки. При разряде емкостного накопителя магнитно-импульсной установки 6 на индукС71Јь 1 СО СП 00
ор 5 последний генерирует электроагнитное поле, приводящее к радиальной деформации заготовки на оправку. дновременно вследствие пропускания тока через оправку 2 расплавляется легкоплавкий слой 3.
Высокоскоростная деформация заготовки на оправку приводит к внедрению абразивных зерен в материал заготовки. Процесс внедрения абразивных зерен в материал заготовки происходит следующим образом. На первом этапе происходит вдавливание частиц в расплав плакирующего металла. Далее частицы внедряются непосредственно в исходную заготовку на большую часть их объема. Это условие обеспечивается выбором толщины плакирующего слоя, не превышающей половины минимального размера абразивных зерен. Абразивные зерна, проникая в материал заготовки, оставляют свободный объем между частицей и заготовкой. Эти так называемые кратеры принудительно заполняются легкоплавким расплавом, который по сле охлаждения прочно удерживает в заготовке абра- 1зивные зерна.
Следует отметить, что основным iназначением легкоплавкого слоя является не только закрепление абразива на заготовке. Слой необходим для ис- ключения дробления зерен алмаза при их внедрении в заготовку. В момент контактирования абразивных частиц с оправкой металл легкоплавкого слоя разделяет их тонкой прослойкой, что стабилизирует внедрение и исключает разрушение зерен за счет их контактирования. Кроме того, легкоплавкий слой смягчает ударное воздействие оправки в первый момент деформации заготовки, когда ее скорость максимальная.
Расплавление легкоплавкого слоя происходит при значительно меньших {по сравнению с известным способом) энергиях разряда и при значительно более низких скоростях деформации заготовки, что также обеспечивает сохранение целостности алмазных зерен.
Пример. Изготавливали полые тонкостенные сверла с размерами, мм: толщина стенки 0,42 - 0,45; внутренний диаметр 5; длина 60.
В качестве заготовок использовали (латунные Л63) оболочки с внутренним
0
5
0
5
а
5
40
45
5055
диаметром 5,8 и длиной 60 мм. Поверх- ность твердосплавной оправки диаметром 5 мм плакировали сплавом Вуда толщиной 93-95 мкм. На оправку наносили монослой алмазного порошка v АСК зернистостью 200/250 мкм. Заготовку с оправкой вносили в рабочую зону цилиндрического индуктора с диаметром 6,1 мм, после чего через индуктор разряжали емкостной накопитель магнитно-импульсной установки. Твердосплавную оправку предварительно последовательно включали в цепь разряда установки. Энергия разряда составляла 2,2 кДж.
В результате магнитно-импульсной обработки происходило обжатие заготовки на оправку, расплавление плакирующего слоя (за счет протекания тока через оправку) и внедрение на внутреннюю поверхность заготовки абразивных зерен. Далее оправку извлекали из полости заготовки. На внешнюю поверхность наносили алмазный слой методом гальваностегии, I.
В результате были получены полые тонкостенные сверла, которые испытывались при сверлении ситалла С0115М при следующих режимах: частота вращения 4000 осевая подача 10 мм/мин; давление СОМ 0,2 Ша.
Испытания показали, что износостойкость инструмента составляет 5,0 - 5,6 мкм/м (износ сверла на метр длины обработанного материала) при полном отсутствии царапин и прижогов на обработанной поверхности.
Для изготовления аналогичных сверл известным способом необходимо реализовать энергию разряда не менее 9,2 кДж, В результате резко возрастает доля раздробившихся зерен, Так, например, гранулометрический состав рекуперированных алмазных частиц показан, что в случае использования известного способа примерно 30 - 35% общего количества частиц диспергируются, в то время как предлагаемый способ практически полностью обеспечивает исходный гранулометрический состав. Сверла, изготовленные известным способом, имеют размерный износ 7,8-7,9 мкм/м. ,
Таким образом, предлагаемый способ позволяет повысить износостойкость трубчатых сверл и снизить энергозатраты по сравнению с известным.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тонкостенных трубчатых сверл | 1986 |
|
SU1430191A1 |
| Способ изготовления абразивных отрезных кругов | 1986 |
|
SU1556885A1 |
| Способ изготовления абразивных алмазосодержащих отрезных кругов | 1985 |
|
SU1472231A1 |
| Способ нанесения алмазосодержащих покрытий на внутренние поверхности деталей | 1990 |
|
SU1713744A1 |
| Способ нанесения алмазного порошка на внутренние поверхности цилиндрических трубчатых изделий | 1990 |
|
SU1708523A1 |
| Способ плакирования порошковой композиции расплавом металла | 2020 |
|
RU2760010C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1991 |
|
RU2010679C1 |
| Способ получения пористых покрытий из металлических порошков | 1986 |
|
SU1482771A1 |
| Способ изготовления тонкостенных изделий | 1990 |
|
SU1740105A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1996 |
|
RU2092301C1 |

Изобретение относится к изготовлению алмазно-абразивных инструментов, в частности к способам изготовления тонкостенных трубчатых сверл. Целью изобретения является повышение износостойкости сверл. Предложенный способ заключается в том, что боковую поверхность твердосплавной оправки предварительно плакируют легкоплавким металлом, толщина слоя которого не превышает половины минимального размера абразивных зерен. Оправку устанавливают в полость трубчатой заготовки. В зазор между оправкой и плакированной заготовкой помещают монослой алмазного порошка, после чего осуществляют его закрепление на заготовке путем воздействия на нее импульсным магнитным полем со стороны внешней поверхности заготовки, причем разрядный ток емкостного накопителя установки одновременно пропускают через оправку. 1 ил.
Редактор Efllann
Составитель Н.Левашева Техред А.Кравчук
Заказ 100
Тираж 642
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г.Ужгород, ул. Гагарина,101
Корректор Л. Пат аи
Подписное
| Способ изготовления тонкостенных трубчатых сверл | 1986 |
|
SU1430191A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
