со 0: сл Изобретение относится к порошковой металлургии, в частности к изго товлению алмазного инструмента горя чим прессованием порошковой шихты. Известно устройство для горячего прессования алмазного инструмента, содержащее пресс-форму с конусными пуансонами и контактные плиты, соединенные сИСТОЧНИКОМ электрическог тока, причем пресс-форма установлен между контактными плитами. Нагрев пресс-формы в этом устройстве проис ходит .за счет протекания по ней переменного тока l , К недостаткам данного устройства относятся низкая производительность и качество полученных изделий, обус ловленное неравномерностью нагрева различных участков пресс-формы. Наиболее близким к предлагаемому по технической .сущности и достигаемому результату является устройство для горячего прессования алмазного инструмента, содержащее вертикальны гидравлический пресс, пуансон и соленоидный индуктор, закрепленные на ползуне пресса, нижнюю опорную плит и клапан подачи инертного газа 2 . К недосткам данного устройства относится его низкая производительность, обусловленная низкой скоростью прогрева пресс-формы с порошком, а также ограниченность номенклатуры изготовляемого инструмен та, связанная с отсутствием возможности равномерного нагрева крупногабаритных пресс форм, используемых при изготовлении инструмента большого диаметра. Целью изобретения является повышение производительности устройства и расширение номенклатуры изготовля емого инструмента. Для достижения указанной цели в устройстве для горячего прессования алмазного инструмента, содержащем вертикальный гидравлический пресс, пуансон и соленоидный индуктор, закрепленные на ползуне пресса, ниж нюю опорную плиту и клапан подачи инертного газа, пуансон и опорная плита выполнены в виде плоских индукторов, снабженных магнитопроводами и составными кольцами, охваты-, вающими боковую поверхность индукто ров, причем кольца выполнены из немагнитного металла с высоким удель..ным электросопротивлением. Кольца могут быть выполнены из титана. На чертеже представлена схема устройства. устройство состоит из вертикального гидравлического пресса 1, на ползуне;2 которого установлены соосно соленоидный индуктор 3 и пуансон 4, выполненный в виде плоского пядуктора 5 с магнитопроводом 6. Боковая поверхность индуктора 5 охвачена составным кольцом 7, выполненным из немагнитного металла с высоким удельным электрическим сопротивлением, например из титана.. На станине 8 пресса 1 установлена ниж- няя опорная плита 9, выполненная также в виде плоского индуктора 10 с магнитопроводом 11, боковая поверхность которого охвачена составным кольцом 12, выполненным из немагнитного металла q высоким удельным электросопротивлением. Кольцо составлено из отдельных сегментов из немагнитного металла с высоким удельным сопротивлением для того, чтобы под воздействием магнитного поля, создаваемого индуктором, koльцo не грелось, так как нагрев кольца может привести к расплавлению индуктора и деформации самого кольца при передаче им давления на пресс-форму. Для исключения нагрева металлоконструкции гидравлическогопресса 1 пуансон 4 и нижняя опорная плита 9 отделены от ползуна 2 и станины 8 теплоизоляционньоми прокладками I3-, выполненными, например, из асбоцемента . На чертеже изображены также кла.пан 14 подачи защитного газа и пресс форма 15 с заготовками алмазного ин-. струмента. Устройство работает слёдую щим образом. . Пресс-форма 15. с заготовками алмазного инструмента устанавливается на нижнюю опорную плиту 9, Далее ползун 2 и смонтированные на нем пуансон 4 и соленоидный индуктор 3 опускаются. Через сегменты кольца 7 установленные по боковой поверхности плоского индуктора 5 и являющиеся частью.пуансона 4, ползун 2 передает движение на пресс-форму 15. После этого подается ток в индукторы 3, 5 и 10. При этом подается защитный газ через клапан 14 внутрь пресс-формы 15. Индуктором 3 осуществляется нагрев по радиусу прессформы 15, а индукторами 6. и 10 - н агрев пресс-формы 15 по ее оси. При достижении технологически заданных температур индукторы отключаются. Охлаждение пресс-форм с инструментом производится при отключенных индукторах под давлением После этого ползун 2 пресса 1 поднимается вверх, и пресс-форма выводится из рабочей зоны пресса. Устройство опять готово к работе. Таким образом, за счет того, что нагрев пресс-формы с алмазным инструментом происходит как в радиальном, так и осевом направлении, для получения требуемого перепада температур по радиусу инструмента требуется значительно меньше времени ггосравнению с известным устройством, причем в предлагаемом устройстве можно обрабатывать, например, алмаз ные круги любого диаметра. Устройство было успешно опробова но при изготовлении алмазных отрезных кругов диаметрами 250 и 400 мм, тогда как,известное устройство позволяет обрабатывать круги диаметром до 300 мм. При этом продолжительность нагрева пресс-формы сокргицается в среднем в 4,5 раза, в связи с чем производительность установки повышается в 3 раза (с 8 шт/ч до 24 шт/ч). За счет исключения неравномерности нагрева пресс-формы при менениепредлагаемого- устройства позволяет снизить расход электроэнергии на 25-35%. Годовой экономический эффект от использования данного устройства составляет около 150 тыс.р..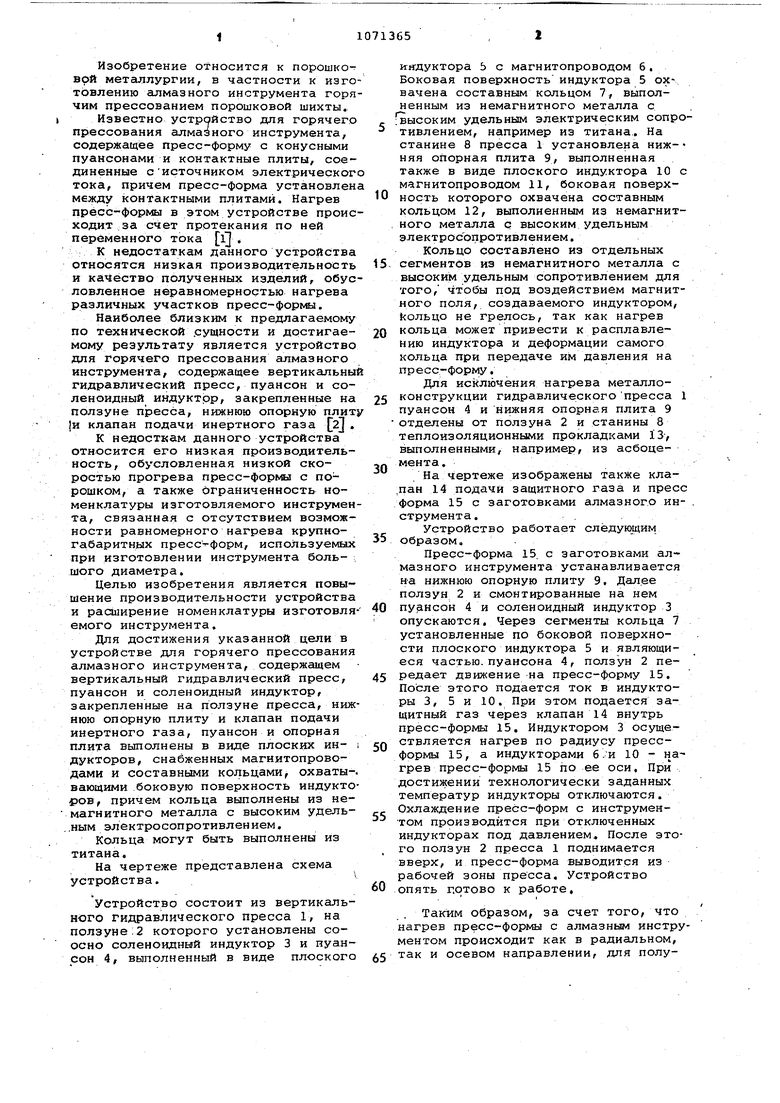
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА АЛМАЗНЫХ ИНСТРУМЕНТОВ | 1969 |
|
SU233416A1 |
| Установка для изготовления алмазных инструментов | 1975 |
|
SU552136A2 |
| Установка для горячего прессования порошка | 1985 |
|
SU1311848A1 |
| Пресс-форма для изготовления прессования изделий из тугоплавких порошков | 1990 |
|
SU1726132A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2012 |
|
RU2510679C1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011464C1 |
| УСТАНОВКА ДЛЯ УДАРНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1992 |
|
RU2029661C1 |
| Пресс-форма для горячегопРЕССОВАНия пОРОшКОВыХ МАТЕРиАлОВ | 1978 |
|
SU799960A1 |
| Установка для горячего прессования порошков | 1985 |
|
SU1284691A1 |
| Устройство для горячей экструзии изделий из порошка | 1987 |
|
SU1482767A1 |
1. УСТРОЙСТВО ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ ЛЛМАЗНОГО HHCTpyMEtlTA, Содержащее вертикальный гидравличеВ 3Q В 12/00 , Hr-j-.Kfrtf vf lUlfWHsv. ,л f ский пресс, пуансон и соленоидный индуктор закрепленные на ползуне пресса, нижнюю опорную плиту и клапан подачи инертного газа, о т л ич а ю щ е е с я тем, что, с целью повышения его производительности и расширения номенклатуры изготовляемого инструмента, пуансон и опорная плита выполнены в виде плоских индукторов, снабженных магнитопровод иии и составными кольцами, охватывгиощими боковую поверхность индукторов, причем кольца выполнены из немагнитного металла с высоким удельным электросопротивлением. 2. Устройство.по п. Ij о т л ич а ю Ц ее с я тем, .что кольца высл полнены из титана.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ЛибеМсон Г.А | |||
| Основы порошковой металлургии М., Металлургия, 1975, с.195-198 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Установка для изготовления алмазных инструментов | 1975 |
|
SU552136A2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
