Изобретение относится к обработке металлов давлением и предназначается для использования на многопозиционных автоматах для холодной и горячей штамповки изделий типа болтов, гаек и других изделий.
Цель изобретения - увеличение производительности и надежности в работе.
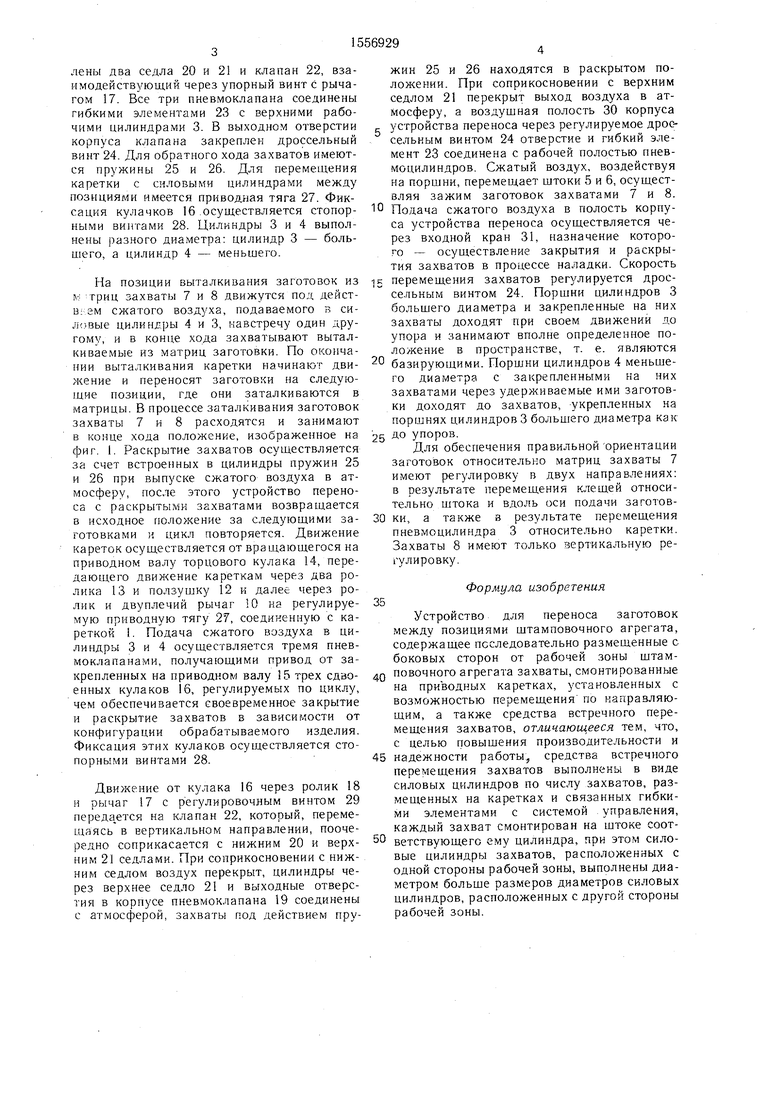
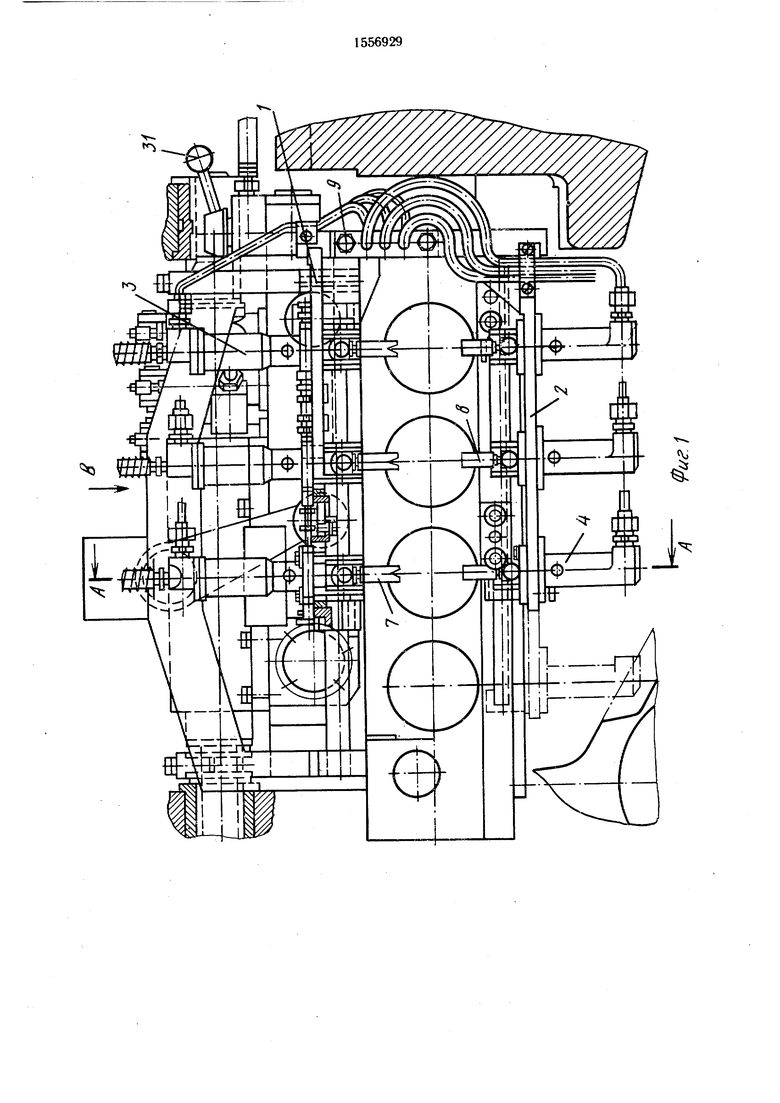
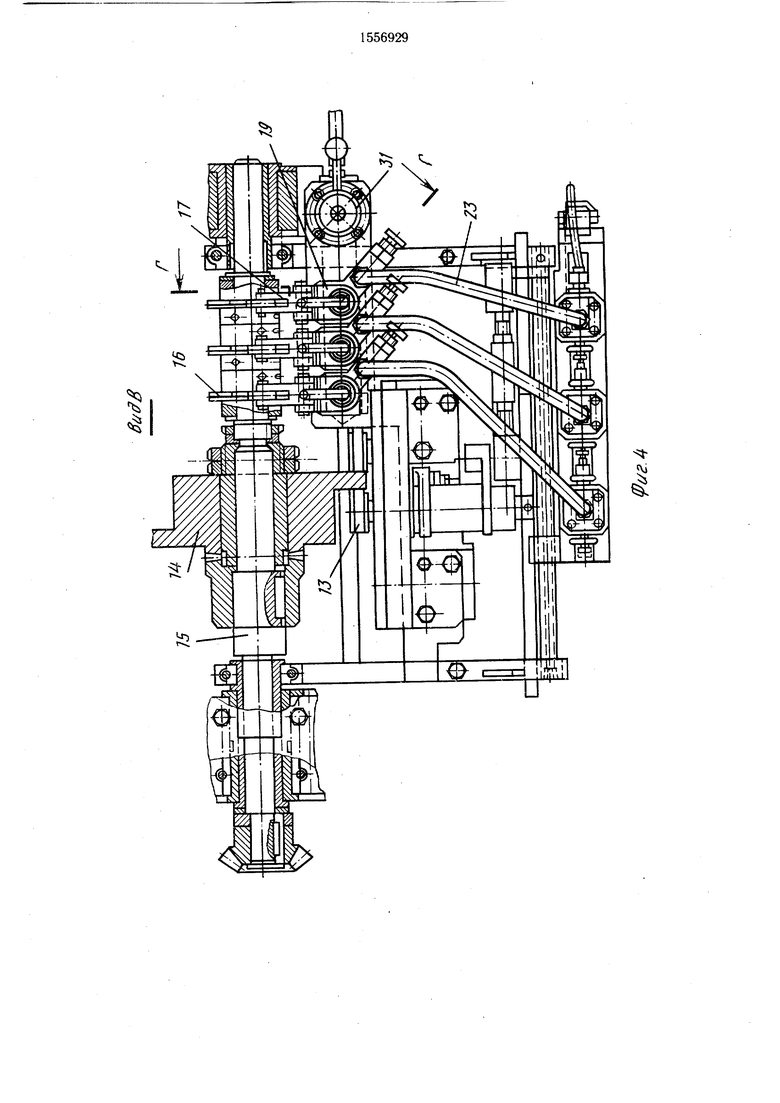
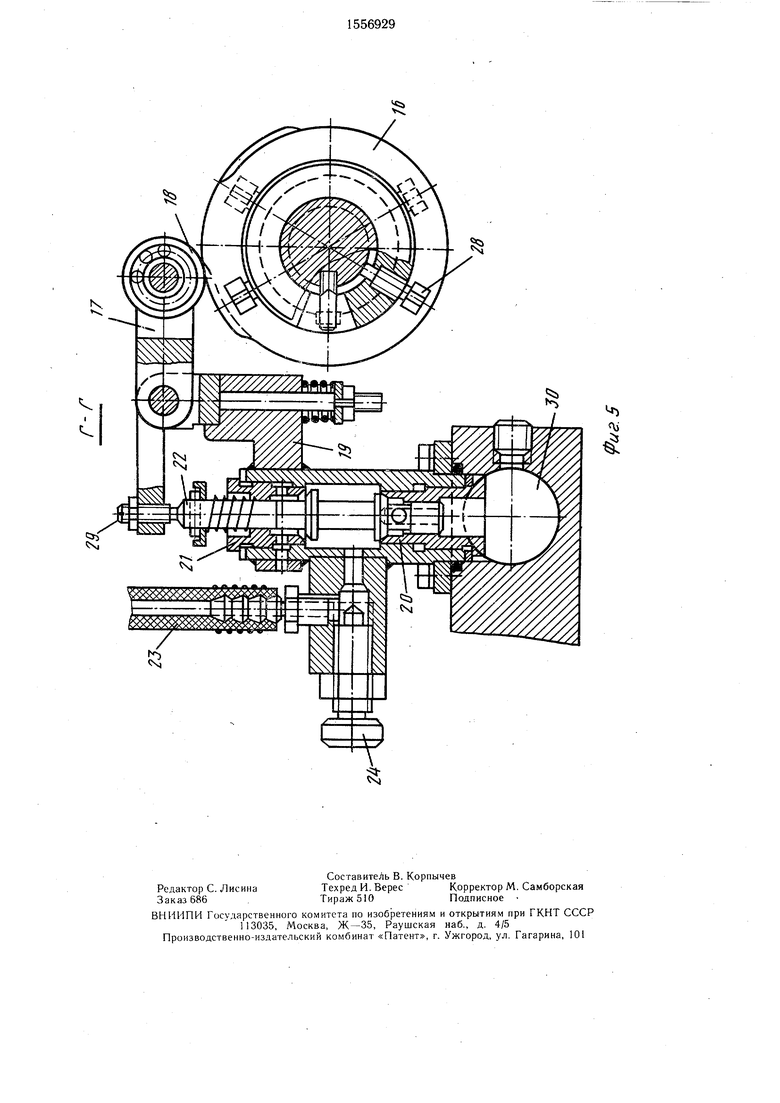
На фиг. 1 схематически изображено предлагаемое устройство, вид со стороны матричного блока штампового агрегата; на фиг. 2 - разрез А-А на фиг. 1 (по механизму переноса и матричному блоку); на фиг. 3 - разрез Б-Б на фиг. 2(вид на устройство -со стороны привода); на фиг. 4 - вид В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 4 (по одному из трех пневматических клапанов, управляющих движением захватов).
Устройство для переноса заготовок состоит из двух кареток 1 и 2 с закрепленными на них силовыми цилиндрами 3 и 4 с поршневыми штоками 5 и 6 и захватами 7 и 8. Последние закреплены на штоках 5 и 6. Захваты цилиндров большего диаметра имеют призматическую форму, обеспечивают фиксацию заготовок в горизонтальном направлении. Штоки цилиндров меньшего диаметра снабжены плоскими захватами и выполняют роль прижимов заготовок к захватам цилиндров большего диаметра. Каждая из кареток установлена в своих направляющих, между собой каретки соединены двумя винтами 9. Одна каретка 1 через приводную тягу соединена с двуплечим рычагом 10, взаимно действующим через ролик 11 с ползушкой 12 Последняя через два ролика 13 взаимодействует с кулачком 14 привода каретки, закрепленным на приводном валу 15 Кроме кулачка 14 на приводном валу закреплены три сдвоенных кулака 16, каждый из которых взаимодействует через закрепленный на рычаге 17 ролик 18 с пневмокла- паном 19, управляющим захватами устройства переноса. Корпус пневмоклапана 19 при помощи фланца крепится к корпусу устройства переноса. Внутри корпуса закрепел
ел
О
со ьэ
СО
лены два седла 20 и 21 и клапан 22, взаимодействующий через упорный винт с рычагом 17. Все три пневмоклапана соединены гибкими элементами 23 с верхними рабочими цилиндрами 3. В выходном отверстии корпуса клапана закреплен дроссельный винт 24. Для обратного хода захватов имеются пружины 25 и 26. Для перемещения каретки с силовыми цилиндрами между позициями имеется приводная тяга 27. Фикжин 25 и 26 находятся в раскрытом положении. При соприкосновении с верхним седлом 21 перекрыт выход воздуха в атмосферу, а воздушная полость 30 корпуса с устройства переноса через регулируемое дроссельным винтом 24 отверстие и гибкий элемент 23 соединена с рабочей полостью пнев- моцилиндров. Сжатый воздух, воздействуя на поршни, перемещает штоки 5 и 6, осуществляя зажим заготовок захватами 7 и 8.
сация кулачков 16 осуществляется стопор- Ю Подача сжатого воздуха в полость корпу- ными винтами 28. Цилиндры 3 и 4 выполнены разного диаметра: цилиндр 3 - большего, а цилиндр 4 - меньшего.
са устройства переноса осуществляется через входной кран 31, назначение которого - осуществление закрытия и раскрытия захватов в процессе наладки. Скорость
На позиции выталкивания заготовок из 15 перемещения захватов регулируется дроссельным винтом 24. Поршни цилиндров 3 большего диаметра и закрепленные на них захваты доходят при своем движении по упора и занимают вполне определенное положение в пространстве, т. е. являются
г триц захваты 7 и 8 движутся под дейст- в гм сжатого воздуха, подаваемого п си- л - Вые цилингры 4 и 3, навстречу один другому, и в конце хода захватывают выталкиваемые из матриц заготовки. По окончании выталкивания каретки начинают дви- 0 базирующими. Поршни цилиндров 4 меньшежин 25 и 26 находятся в раскрытом положении. При соприкосновении с верхним седлом 21 перекрыт выход воздуха в атмосферу, а воздушная полость 30 корпуса устройства переноса через регулируемое дроссельным винтом 24 отверстие и гибкий элемент 23 соединена с рабочей полостью пнев- моцилиндров. Сжатый воздух, воздействуя на поршни, перемещает штоки 5 и 6, осуществляя зажим заготовок захватами 7 и 8.
| название | год | авторы | номер документа |
|---|---|---|---|
| Грейферный механизм | 1986 |
|
SU1449201A1 |
| Устройство для перемещения материала | 1987 |
|
SU1447493A1 |
| Устройство для подачи заготовок в зону обработки | 1986 |
|
SU1398961A1 |
| Устройство для укладки в стопы плоских штучных предметов | 1984 |
|
SU1359204A1 |
| Устройство для маркировки изделий | 1984 |
|
SU1348221A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ПРЕССОВ | 1966 |
|
SU224470A1 |
| Многопозиционный пресс для штамповки изделий | 1991 |
|
SU1819177A3 |
| Автоматизированная линия для многопереходной штамповки | 1986 |
|
SU1344471A1 |
| ЗАХВАТ МАНИПУЛЯТОРА | 2001 |
|
RU2207246C1 |
| Устройство для сборки роликов | 1981 |
|
SU1054007A1 |
Изобретение относится к обработке металлов давлением, в частности к устройству для переноса заготовок между позициями штамповочного агрегата, и может быть использовано на многопозиционных автоматах для холодной и горячей штамповки изделий типа болтов, гаек и т.д. Цель изобретения - повышение производительности и надежности работы. Устройство имеет две приводные, жестко связанные между собой каретки, установленные с возможностью перемещения по направляющим. На каретках соосно напротив друг друга установлены силовые цилиндры разного диаметра. На их штоках смонтированы захваты. Пневмоцилиндры связаны с системой управления гибкими элементами. При работе устройства фиксация заготовок в горизонтальном направлении обеспечивается захватами цилиндров большего диаметра. Захваты цилиндров меньшего диаметра выполняют функцию прижимов заготовок к захватам цилиндров большего диаметра. 5 ил.
жение и переносят заготовки на следующие позиции, где они заталкиваются в матрицы. В процессе заталкивания заготовок захваты 7 и 8 расходятся и занимают
в конце хода положение, изображенное на
фиг 1. Раскрытие захватов осуществляется за счет встроенных в цилиндры пружин 25 и 26 при выпуске сжатого воздуха в атмосферу, после этого устройство переноса с раскрытыми захватами возвращается в исходное положение за следующими заготовками и цикл повторяется. Движение кареток осуществляется от вращающегося на приводном валу торцового кулака 14, передающего движение кареткам через два ролика 13 и ползушку 12 и далее через ролик и двуплечий рычаг 10 на регулируе- мую приводную тягу 27, соединенную с кареткой 1. Подача сжатого воздуха в цилиндры 3 и 4 осуществляется тремя пнев- моклапанами, получающими привод от за
крепленных на приводном валу 15 трех сдво- 40 повочного агрегата захваты, смонтированные
енных кулаков 16, регулируемых по циклу, чем обеспечивается своевременное закрытие и раскрытие захватов в зависимости от конфигурации обрабатываемого изделия. Фиксация этих кулаков осуществляется стопорными винтами 28.
Движение от кулака 16 через ролик 18 н рычаг 17 с регулировочным винтом 29 передается на клапан 22, который, перемещаясь в вертикальном направлении, поочена приводных каретках, установленных с возможностью перемещения по направляющим, а также средства встречного перемещения захватов, отличающееся тем, что, с целью повышения производительности и 45 надежности работы, средства встречного перемещения захватов выполнены в виде силовых цилиндров по числу захватов, размещенных на каретках и связанных гибкими элементами с системой управления, каждый захват смонтирован на штоке соотредно соприкасается с нижним 20 и верх-50 ветствующегс ему цилиндра, при этом силоним 21 седлами. При соприкосновении с ниж-вые цилиндры захватов, расположенных с
ним седлом воздух перекрыт, цилиндры че-одной стороны рабочей зоны, выполнены диарез верхнее седло 21 и выходные отверс-метром больше размеров диаметров силовых
тия в корпусе пневмоклапана 19 соединеныцилиндров, расположенных с другой стороны
с атмосферой, захваты под действием пру-рабочей зоны.
го диаметра с закрепленными на них захватами через удерживаемые ими заготовки доходят до захватов, укрепленных на поршнях цилиндров 3 большего диаметра как
до Уп°ров.
Для обеспечения правильной ориентации заготовок относительно матриц захваты 7 имеют регулировку в двух направлениях: в результате перемещения клещей относительно штока и вдоль оси подачи заготов- ки, а также в результате перемещения пневмоцилиндра 3 относительно каретки. Захваты 8 имеют только вертикальную регулировку.
Формула изобретения
Устройство для переноса заготовок между позициями штамповочного агрегата, содержащее последовательно размещенные с боковых сторон от рабочей зоны штамна приводных каретках, установленных с возможностью перемещения по направляющим, а также средства встречного перемещения захватов, отличающееся тем, что, с целью повышения производительности и надежности работы, средства встречного перемещения захватов выполнены в виде силовых цилиндров по числу захватов, размещенных на каретках и связанных гибкими элементами с системой управления, каждый захват смонтирован на штоке соответствующегс ему цилиндра, при этом сило
8
СП
«k
5§ §
Ч j
| УСТРОЙСТВО к ПРЕССУ для ПОДАЧИ И СЪЕМА ЗАГОТОВОК | 0 |
|
SU258854A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
