Изобретение относится к шовной контактной сварке и может быть ис- пользовано при герметизации корпусов интегральных микросхем (ИС).
Цепь изобретения - повышение ка- чес гва сварки путем снижения термомеханического воздействия процесса стгаркк на корпуса ИС.
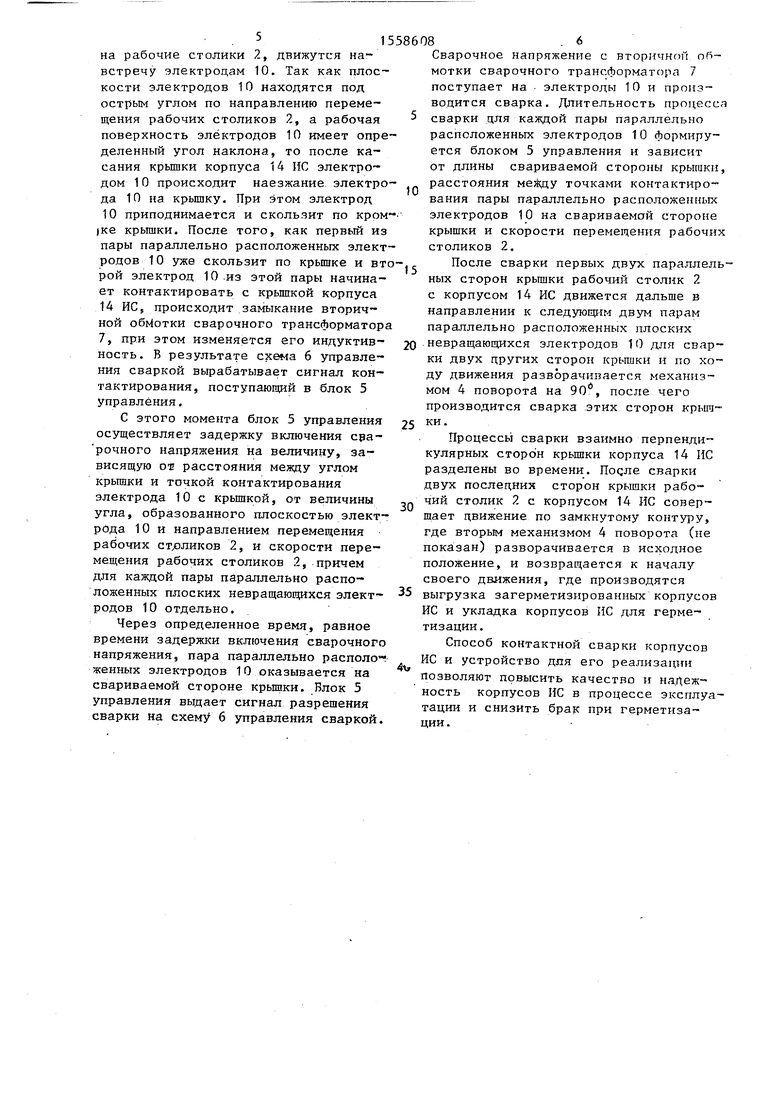
На фиг, 1 изображена схема устрой ства дня контактной сварки; на гЬиг;1,2 положение плоского невращающегося электрода до момента касания с крышкой (пунктирная лииия) и в процессе сварки (сплошная линия).
Сиособ осуществляют следующим образом
Механизм перемещения приводит в движение рабочие столики. На рабочие столики устанавливают корпуса ИС,. После касания электрода с крышкой корпуса ИС происходит наезжание электрода на крышку и скольжение его по крышке (фиг. 2)
Когда пара параллельно расположенных плоских невращающихся электродов оказывается па свариваемой стороне крышки, производится сварка. После свсъки первых двух параллельных сто- роч крышки при дальнейшем перемещении рабочего столика с корпусом ИС механизм поворота разворачивает ра бочий столик на 90 , после чего ра- бсчий столик перемещается к следую™ цип двум парам параплельчо располо- ,епч-.лх плоских невращающихся элекв- родов, г де производится сварка двух дпугп.-с сторон квншкн Расстояние гежду точками контактирования пары тара лггельно расположенных плоских шврпщающчхся электродов с крышкой корпуса ИС устанавливают меньше половины цлнчы свариваемой стороны крышки. При-этом сварочное напряжение аоцая т на электроды после начала кон- тактирования последних с крышкой с определенной задержкой, зависящей от расстояния между углом КРЫШКИ и точкой контактирования электрода с крышкой, от величины угла, образованного плоскостью электродов и направлением перемещения рабочих столиков, и от скорости перемещения рабочих столи ов j т.е.
15586084
длины свариваемой стороны крышки, расстояния между точками контактирования пары параллельно расположенных плоских невращающих.ся электродов на свариваемой стороне крышки и скорости перемещения рабочих столиков, т.е.
to
15
20
25
30
35
40
45
50
ев
С
V
Устройство для реализации предлагаемого способа содержит механизм 1 перемещения, представляющий собой цепной конвейер, в звеньях которого установлены рабочие столики 2. К механизму 1 перемещения жестко прикреплен привод 3, представляющий собой электродвигатель с редуктором, и два механизма 4 поворота (не показан один механизм поворота, который возвращает рабочие столики в исходное положение) в виде путевых кулачкон. Привод 3 соединен с блоком 5 управления. Последний соединен со схемами 6 управления сваркой, управляющими работой сварочных трансформаторов 7, вторичные обмотки которых соединены шинами 8 с электрододержателями 9. На электроде- держателях 9 неподвижно закреплены плоские невращающиеся электроды 10. Электрододержатели 9.крепятся к кронштейнам 11 чс помощью подшипников 12 и электрически изолированы от кронштейнов 11. На кронштейне 11 ус4- тановлен механизм прижима электродов (не показан), например, пружинного типа. Кронштейн 11 имеет .ограничитель (не показан) вертикального перемещения электрододержателя 9, например s в виде винта-упора, который обеспечивает регулируемое установочное перемещение электрододержателя 9 по высоте. Кронштейны 11 установлены на плитах 13с возможностью регулируемого установочного перемещения для изменения расстояния ме жду электродами 10. Плиты 13 имеют возможность регулируемого установочного перемещения для изменения расстояния между парами электродов при сварке различных типоразмеров корпусов 14 ИС.
Устройство работает следующим образ ом.
По сигналу блока 5 управления включается привод 3.Вращение от привода 3 передается механизму 1 перемещения. Рабочие столики 2. приводятся в движение и перемещаются,по замкнутому контуру. Корпуса 14 ИС, устанавливаемые
За Д
§iЈЈS
V
Кроме того, длительность сварки гаудои из сторон крышки зависит от
ев
С
V
0
5
0
5
0
5
0
5
Устройство для реализации предлагаемого способа содержит механизм 1 перемещения, представляющий собой цепной конвейер, в звеньях которого установлены рабочие столики 2. К механизму 1 перемещения жестко прикреплен привод 3, представляющий собой электродвигатель с редуктором, и два механизма 4 поворота (не показан один механизм поворота, который возвращает рабочие столики в исходное положение) в виде путевых кулачкон. Привод 3 соединен с блоком 5 управления. Последний соединен со схемами 6 управления сваркой, управляющими работой сварочных трансформаторов 7, вторичные обмотки которых соединены шинами 8 с электрододержателями 9. На электроде- держателях 9 неподвижно закреплены плоские невращающиеся электроды 10. Электрододержатели 9.крепятся к кронштейнам 11 чс помощью подшипников 12 и электрически изолированы от кронштейнов 11. На кронштейне 11 ус4- тановлен механизм прижима электродов (не показан), например, пружинного типа. Кронштейн 11 имеет .ограничитель (не показан) вертикального перемещения электрододержателя 9, например s в виде винта-упора, который обеспечивает регулируемое установочное перемещение электрододержателя 9 по высоте. Кронштейны 11 установлены на плитах 13с возможностью регулируемого установочного перемещения для изменения расстояния ме жду электродами 10. Плиты 13 имеют возможность регулируемого установочного перемещения для изменения расстояния между парами электродов при сварке различных типоразмеров корпусов 14 ИС.
Устройство работает следующим образ ом.
По сигналу блока 5 управления включается привод 3.Вращение от привода 3 передается механизму 1 перемещения. Рабочие столики 2. приводятся в движение и перемещаются,по замкнутому контуру. Корпуса 14 ИС, устанавливаемые
на рабочие столики 2, движутся навстречу электродам 10. Так как плоскости электродов 10 находятся под острым углом по направлению перемещения рабочих столиков 2, а рабочая поверхность электродов 10 имеет определенный угол наклона, то после касания крышки корпуса 14 ИС электродом 10 происходит наезжание электрода 10 на крышку. При этом электрод 10 приподнимается и скользит по кром )ке крышки. После того, как первый из пары параллельно расположенных электродов 10 уже скользит по крышке и второй электрод 10 из этой пары начинает контактировать с крышкой корпуса 14 ИС, происходит замыкание вторичной обмотки сварочного трансформатора 7, при этом изменяется его индуктивность. В результате схема 6 управления сваркой вырабатывает сигнал контактирования, поступающий в блок 5 управления.
С этого момента блок 5 управления осуществляет задержку включения сва- рочного напряжения на величину, зависящую от расстояния между углом крышки и точкой контактирования электрода 10 с крышкой, от величины угла, образованного плоскостью электрода 10 и направлением перемещения рабочих стрликов 2, и скорости перемещения рабочих столиков 2, причем для каждой пары параллельно расположенных плоских невращающихся электродов 10 отдельно.
Через определенное время, равное времени задержки включения сварочного напряжения, пара параллельно располо™ женных электродов 10 оказывается на свариваемой стороне крышки. Блок 5 управления выдает сигнал разрешения сварки на схему 6 управления сваркой.
0
5
0
5
0
5
Сварочное напряжение с вторичной обмотки сварочного трансформатора 7 поступает на электроды 10 и производится сварка. Длительность процесса сварки для каждой пары параллельно расположенных электродов 10 формируется блоком 5 управления и зависит от длины свариваемой стороны крышки, расстояния между точками контактирования пары параллельно расположенных электродов 10 на свариваемой стороне крышки и скорости перемещения рабочих столиков 2.
После сварки первых двух параллельных сторон крышки рабочий столик 2 с корпусом 14 ИС движется дальше в направлении к следующим двум парам параллельно расположенных плоских невращающихся электродов 10 для сварки двух других сторон крышки и по ходу движения разворачивается механизмом 4 повороти на 90й, после чего производится сварка этих сторон крышки.
Процессы сварки взаимно перпендикулярных сторон крышки корпуса 14 ИС разделены во времени. Подле сварки двух последних сторон крышки рабочий столик 2 с корпусом 14 ИС совершает движение по замкнутому контуру, где вторым механизмом 4 поворота (не показан) разворачивается в исходное положение, и возвращается к началу своего движения, где производятся выгрузка загерметизированных корпусов ИС и укладка корпусов ИС для герметизации.
Способ контактной сварки корпусов ИС и устройство для его реализации позволяют повысить качество и надежность корпусов ИС в процессе эксплуатации и снизить брак при герметизации.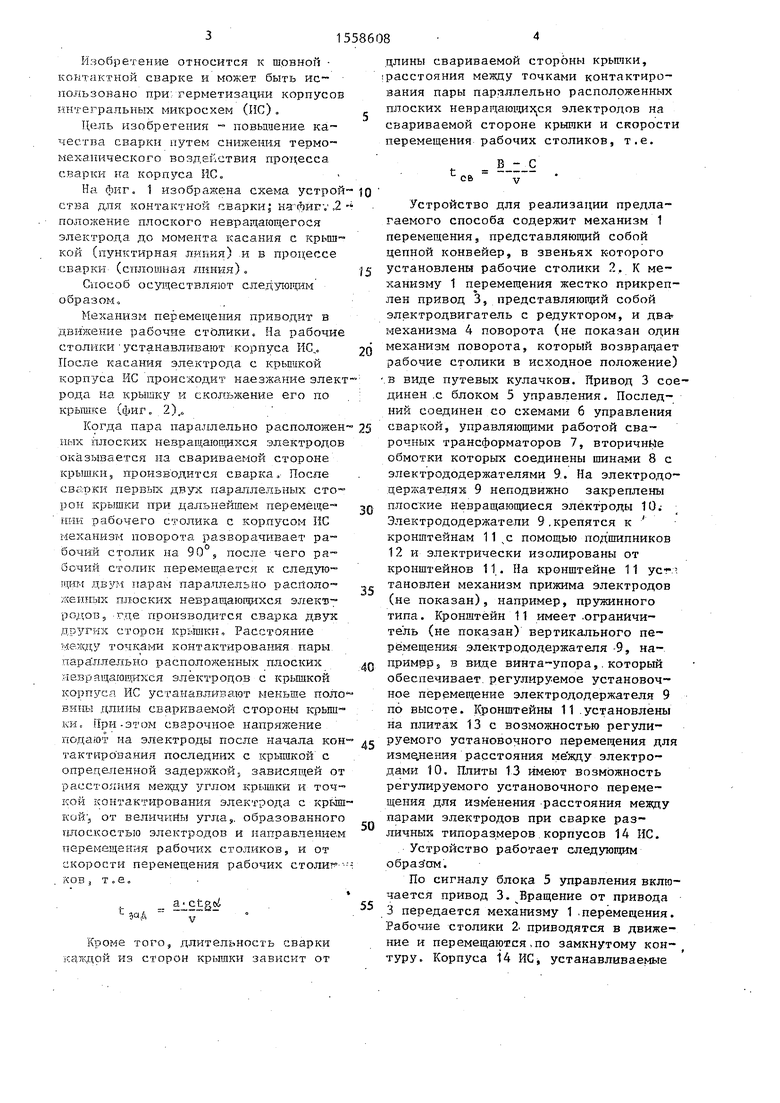
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки плавлением | 1979 |
|
SU1107988A1 |
| Многоэлектродная машина для контактной сварки | 1985 |
|
SU1419841A1 |
| Механизм сжатия машины для микросварки | 1982 |
|
SU1047636A1 |
| Устройство для герметизации прямоугольных корпусов полупроводниковых приборов | 1990 |
|
SU1754368A1 |
| Механизм сжатия контактных сварочных машин | 1984 |
|
SU1214366A1 |
| Способ герметизации прямоугольных корпусов микросхем | 1988 |
|
SU1655709A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1993 |
|
RU2042485C1 |
| С-ОБРАЗНЫЕ ШТОКОВЫЕ КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ ЭЛЕКТРОСВАРКИ, ВСТРОЕННЫЕ В РОБОТ | 2001 |
|
RU2221681C2 |
| Установка для микросварки проволочных проводников | 2021 |
|
RU2759103C1 |
| Устройство для прецизионной контактной точечной и рельефной микросварки | 1987 |
|
SU1488165A1 |
С целью повышения качества сварки путем снижения термомеханического воздействия процесса сварки на корпусе ИС, сварку производят плоскими невращающимися электродами, которые перемещают со скольжением по кромке крышки, при этом расстояние между точками контактирования пары параллельно размещенных электродов с крышкой корпуса ИС выбирают менее половины длины крышки, а электрический ток пропускают между электродами после начала контактирования электродов с крышкой с задержкой Tзад по времени. Устройство для контактной шовной сварки корпусов интегральных микросхем содержит механизм перемещения, механизм поворота рабочих столиков, механизм прижима электродов с электродержателями. Электроды выполнены плоскими и установлены в подпружиненных электродержателях под углом 30-45°С к направлению перемещения рабочих столиков с наклоном рабочей поверхности электрода по отношению к плоскости его перемещения, равным 10-15°. Рабочая поверхность электродов имеет цилиндрическую поверхность. 1 с.п. и 1 з.п. ф-лы.
| Мазаев А.А,, Назаров Г.В., Панов A.M | |||
| Полуавтомат герметизации корпусов микросхем | |||
| - Электронная промышленность, 1980, вып | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
