Изобретение относится к герметизации корпусов полупроводниковых приборов контактной шовной сваркой, например металлостеклянных и металлокерамических корпусов микросхем, герметизируемых при помощи прямоугольных крышек.
Известны устройства для герметизации корпусов микросхем, содержащие основания со смонтированными на нем двумя головками сварочных роликов, поворотным столиком с ложементом для корпуса с крышкой, механизмом перемещения столика, устройством поворота столика на 90° и раздвижения сварочных роликов и приводом.
К недостаткам этих устройств следует отнести их сложность и невысокую производительность, обусловленные кинематической схемой, при которой выполняются поворот столика на 90° и раздвижение сварочных роликов в промежутке между последовательной сваркой взаимно перпендикулярных сторон корпуса,
Известно устройство, реализующее известный способ сварки, содержащее поворотный стол, две соосно расположенные головки сварочных роликов, механизм возвратно-поступательного перемещения электродержателей, приводы перемещения электродержателей и вращения стола, блоки управления приводами перемещения электродержателей и скорости вращения стола.
Кинематическая схема устройства позволяет повысить производительность процесса герметизации за счет непрерывной сварки взаимно перпендикулярных сторон корпуса при вращении стола с корпусом относительно сварочных роликов.
(J
4 U О
а
К недостаткам известного устройства следует отнести его сложность и значительную стоимость из-за применения прецизионных механизмов, управление которыми в процессе сварки осуществляют от микро- процессоров. Кроме того, недостатком устройства, снижающим качество герметизации, является невозможность обеспечения постоянства по периметру корпуса поверхности контакта сварочный ролик- крышка корпуса при изменении положения оси роликов относительно свариваемых кромок.
Наиболее близким к предлагаемому является устройство роликовой сварки, содер- жащее основание со столиком для установки и фиксации корпуса с крышкой, соосно расположенные головки сварочных роликов, механизм перемещения головок сварочных роликов вдоль боковых кромок корпуса, устройство поворота столика и раздвижения сварочных роликов, и привод.
Данная конструкция осуществляет герметизацию прямоугольных корпусов микросхем взаимно перпендикулярными швами при последовательном прокатывании роликов вдоль боковых взаимно перпендикулярных свариваемых кромок и позволяет обеспечить стабильность качества сварного шва по периметру корпуса.
Однако, к недостаткам известного устройства следует отнести его сложность и ограниченную кинематическую производительность из-за (необходимости применения в конструктивной схеме прецизионных устройств поворота столика и раздвижения сварочных роликов.
/Повышение производительности при обеспечении заданных параметров процесса герметизации (скорости сварки, ширине и коэффициенте перекрытия сварного шва) можэт быть достигнуто за счет изменения конструкции устройствам таким образом, чтобы его кинематическая производительность определялась временем, необходи- мым для выполнения только основной операции - прокатывания сварочных роликов вдоль боковых кромок корпуса.
Цель изобретения - упрощение конструкции и повышение производительности устройства герметизации за счет исключения устройств поворота столика и раздвижения сварочных роликов между сваркой взаимно перпендикулярных сторон корпуса.
Поставленная цель достигается тем, что в устройстве герметизации прямоугольных корпусов полупроводниковых приборов шовной контактной сваркой, содержащем основание, столик с ложементом для корпуса п/п прибора, две головки сварочных роликов, установленные на каретках, механизм перемещения головок с приводом, механизм перемещения головок выполнен в виде несущего кронштейна и снабжен четырьмя направляющими, установленными на кронштейне и образующими прямоугольный контур вокруг и в плоскости ложемента, двумя дополнительными каретками с головками сварочных роликов, замкнутой гибкой тягой, кинематически связывающей привод со всеми четырьмя каретками, установленными на направляющих с возможностью возвратно-поступательного перемещения.
Кроме того, с целью расширения технологических возможностей устройства каретки равномерно расположены по периметру прямоугольного контура, образованного четырьмя направляющими.
Сущность изобретения состоит в том, что благодаря наличию в устройстве кинематически связанных между собой и приводом посредством замкнутой гибкой тяги четырех кареток, установленных с возможностью возвратно-поступательного перемещения на четырех, образующих прямоугольный контур вокруг и в плоскости ложемента, направляющих, при перемещении одной из кареток все четыре каретки с установленными на них головками сварочных роликов, перемещаются по прямоугольному контуру в одном направлении.
При этом каждый из сварочных роликов прокатывается по одной из сторон крышки герметизируемого корпуса. Таким образом, герметизация прямоугольного корпуса п/п прибора может быть осуществлена без выполнения между сваркой взаимного перпендикулярных сторон вспомогательных операций повооота корпуса и раздвижения роликов. Это позволяет значительно упростить устройстио герметизации за счет исключения устройств поворота и раздвижения и выполнять сварку взаимно перпендикулярных сторон прямоугольного корпуса как последовательно, так и одновременно, что сокращает время цикла герметизации до времени, необходимого только для сварки сторон крышки корпуса.
Кроме того, с целью расширения технологических возможностей устройства, каретки равномерно расположены по периметру прямоугольного контура, образованного четырьмя направляющими. Такое расположение кареток обеспечивает при их перемещении пересечение осей четырех сварочных роликов в одной точке, расположенной на осч перпендикулярной плоскости ложемента столика и проходящей через его центр. Этим достигается возможность, при выполнении герметизации корпусов с малыми размерами крышек (например корпусов типа 2,4 по ГОСТ 17467-79 с размерами крышки в плане менее 10 х 10 мм), осуществлять прокатывание по свариваемым кромкам четырех роликов без соприкосновения их друг с другом.
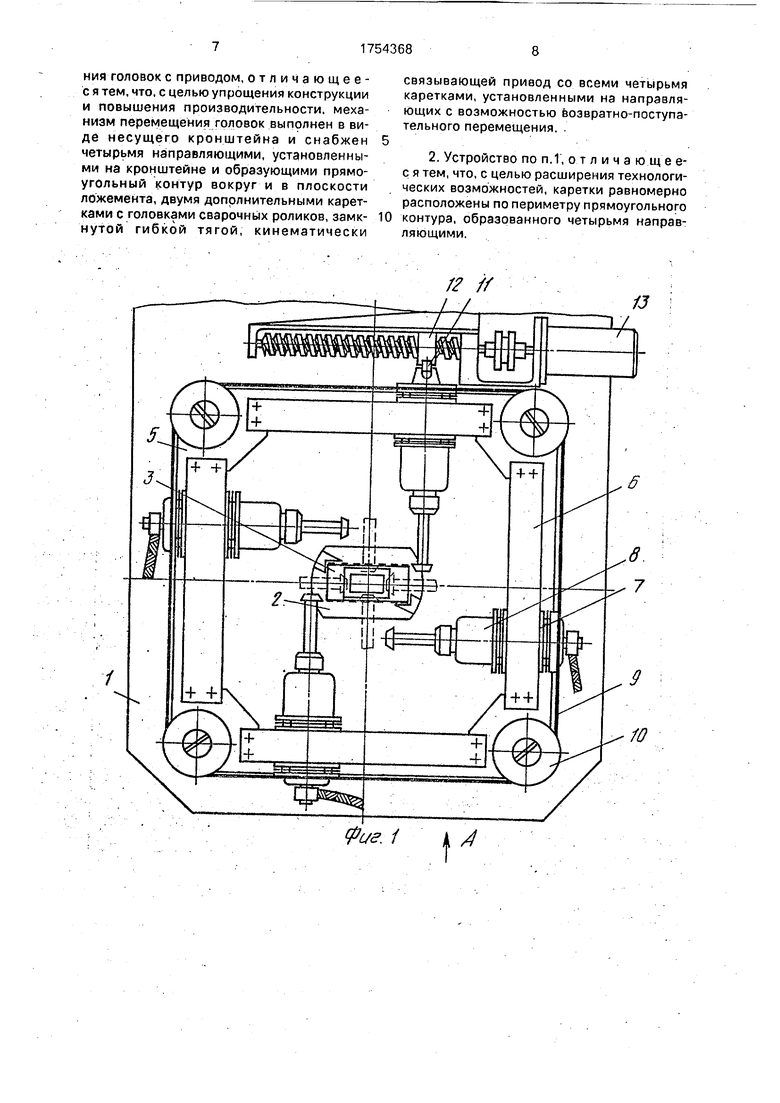
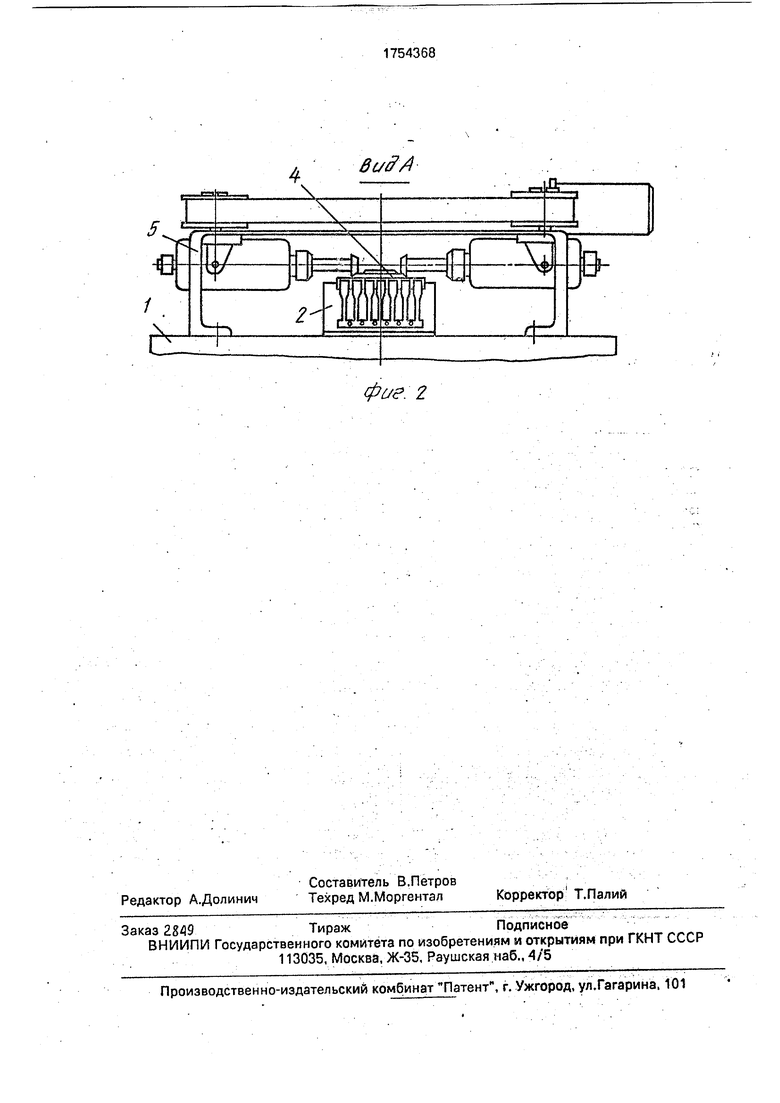
На фиг.1 представлена общая схема устройства; на фиг.2 - вид А на фиг.1.
Устройство состоит из основания 1, на котором смонтированы столик 2 с ложемен том для корпуса п/п прибора 3 с крышкой 4, несущий кронштейн 5 с установленными на нем и образующими прямоугольный коч- тур вокруг ложемента четырьмя направляющими 6. На направляющих б установлены четыре каретки 7 с головками сварочных роликов 8. На кронштейне 5 смонтирована также гибкая тяга 9, замкнутая через ролики 10 и прикрепленная к каждой из кареток 7. Одна из кареток находится в зацеплении через поводок 11 с ходовой гайкой 12 привода 13.
Устройство работает следующим образом.
Перед герметизацией корпуса п/п прибора головки сварочных роликов настраиваются на соответствующий размер крышки корпуса таким образом, чтобы рабочая часть каждого из роликовых электродов располагалась по оси соответствующей свариваемой кромки, Исходное положение кареток 7 на направляющих 6 устанавливается в зависимости от применяемой схемы токоподвода и конструктивных размеров корпусов. Требуемое взаиморасположение кареток достигается за с1-ет их крепления относительно замкнутой гибкой тяги 9.
Для обеспечения одновременного захода (схода) роликов на параллельные свариваемые кромки корпуса при односторонней схеме подвода тока каретки 7, перемещающиеся вдоль параллельных направляющих 6, располагаются в исходном положении так, чтобы при их перемещении пересечение осей сварочных роликов происходило по центру крышки корпуса 3.
При герметизации корпусов с малыми размерами крышки, например, корпусов микросхем типа 2,4, для исключения взаимного касания сварочных роликов в процессе сварки, каретки 7 в исходном положении располагаются равномерно по периметру прямоугольного контура, образованного четырьмя направляющими 6, как показано на фиг.1.
После укладки в ложемент столика 2 корпуса 3 с крышкой 4 включают привод 13, осуществляющий через гайку 12 и поводок
11 перемещение одной из KapeiOK 7. При этом остальные каретки приводятся в движение через замкнутую гибкую тягу 9. Все четыре сварочных ролика, закрепленные на
каретках, перемещаются вдоль свариваемых кромок по контуру крышки корпуса в одном направлении с определенной скоростью.
Во время прокатывания сварочных ро0 ликов 8, каждый из которых прокатывается по одной из сторон крышки 4 корпуса 3, пропускают сварочный ток и осуществляют герметизацию корпуса. Привод 13 отключают гтосле завершения сварки и переме5 щения кареток 7 в крайнее положение. Загерметизированный корпус 3 извлекают из ложемента столика 2. Каретки 7 с роликами 8 перемещают в исходное положение И, после загрузки в столик следующего корпу0 са процесс герметизации повторяют
Кроме описанного алгоритма работы при необходимости устройство позволяет обеспечить выполнение герметизации, сварка первой пары противоположных сто5 рон корпуса осуществляется при перемещении сварочных роликов из исходного положения в крайнее; сварка второй пзры сторон - при перемещении роликов из крайнего положения в исходное; сварка 4 сторон
0 корпуса осуществляется одновременно при перемещении сварочных роликов либо из исходного положения в крайнее, либо из крайнего в исходное.
Предлагаемое устройство прошло экс5 периментальную проверку на корпусах типа 201.16-17. Время герметизации корпуса при одновременной срарке четырех сторон корпуса составило 2 с, т.е. уменьшилось, как минимум, в 1,5 раза по сравнению с извес г0 ными устройствами.
Использование предлагаемого устройства позволяет обеспечить по сравнению с существующими следующие преимущества существенно упростить конструкцию и
5 повысить надежность устройства за счет исключения устройств поворота корпуса и раз- движения сварочных, роликов; повысить производительность герметизации корпусов п/п приборов в 1,5-2 раза; улучшить
0 качество герметизации за счет неизменного положения корпуса п/п прибора относительно рабочих кромок сварочных роликов. Формула изобретения 1. Устройство для герметизации прямо5 угольных корпусов полупроводниковых приборов, шовной контактной сваркой, содержащее основание, столик с ложементом для корпуса полупроводникового прибора, две головки сварочных роликов, установленные на каретках, механизм перемещения головок с приводом, отличающее- с я тем, что, с целью упрощения конструкции и повышения производительности, механизм перемещения головок выполнен в виде несущего кронштейна и снабжен четырьмя направляющими, установленными на кронштейне и образующими прямоугольный контур вокруг и в плоскости ложемента, двумя дополнительными каретками с головками сварочных роликов, замкнутой гибкой тягой, кинематически
0
связывающей привод со всеми четырьмя каретками, установленными на направляющих с возможностью возвратно-поступательного перемещения.
2. Устройство поп.1,отличающее- с я тем, что, с целью расширения технологических возможностей, каретки равномерно расположены по периметру прямоугольного контура, образованного четырьмя направляющими.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки корпусов микросхем | 1972 |
|
SU518293A1 |
| Способ герметизации прямоугольных корпусов полупроводниковых приборов | 1988 |
|
SU1613271A1 |
| Устройство для сборки и сварки двух продольных швов прямоугольных изделий | 1985 |
|
SU1338998A1 |
| УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ КОНТАКТНОЙ СВАРКИ | 1988 |
|
SU1603655A1 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| Установка для автоматической сварки изделий с криволинейным контуром | 1978 |
|
SU778976A1 |
| Способ герметизации прямоугольных корпусов микросхем | 1988 |
|
SU1655709A1 |
| Способ контактной шовной сварки корпусов интегральных микросхем (ИС) и устройство для его осуществления | 1984 |
|
SU1558608A1 |
| Стенд для сборки под сварку металлоконструкций | 1986 |
|
SU1333518A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
13
Bt/ffA
фие 2
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
