11
Изобретение относится к оборудо- ваншо для контактной сварки и предназначено для использования в приборостроении на установке сварки микро полосковых проводников методсэм одно- сторонней сварки сдвоенным электродом при широком днаназоне регулирования усилия сжатия.
Цель изобретения - повышение ка- гшства сварки при пщроком диапазоне регулирования усилия сжатия, уменьшение инерционности системы и улучшение динамических характеристик.
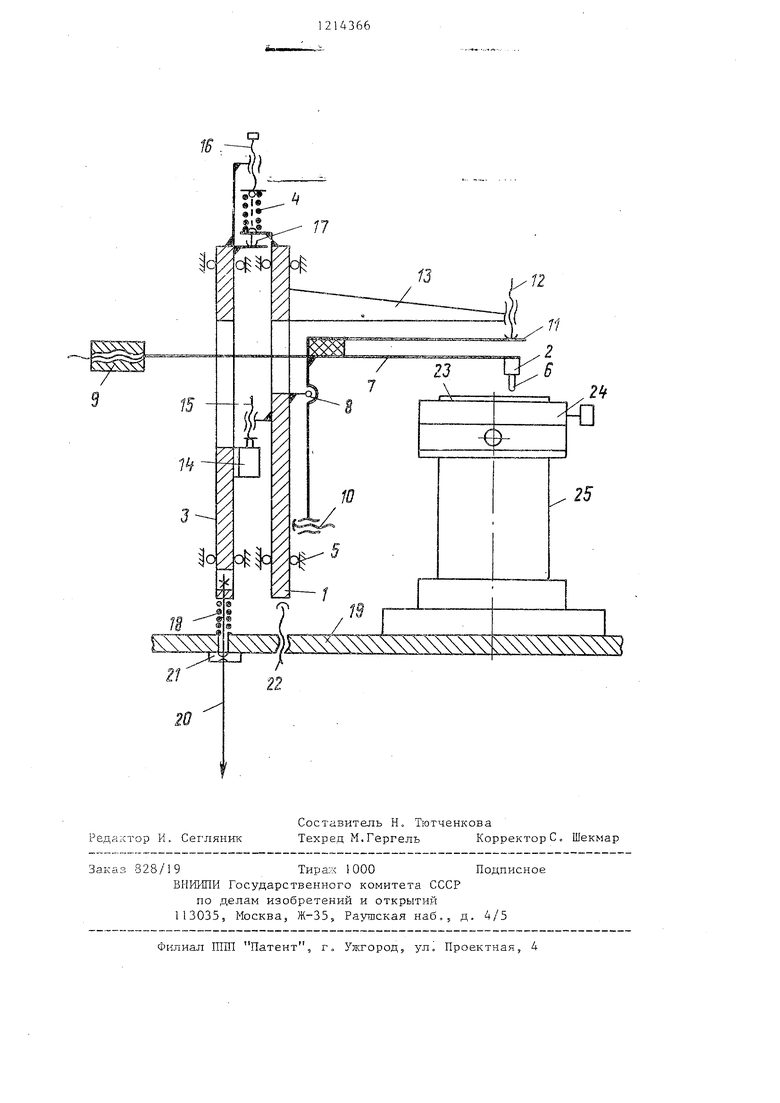
Па чертеже нредставлена схема устройства,
Механизм сжатия контактных сза- речных машин содержит каретку I с электрододержателем 2 и связанный с приводом ползун 3, передающий давление на малоинерционную каретку посредством пружины 4, Каретка и ползун 3 установлены в шариковьпс направляющих 5 с возможностью возвратно-поступательного перемещения параллельно друг другу, Электрододер- жатель 2 со сдвоенным электродом 6 закреплен на одном плече полки малоинерционного Т-образного рычага 7, ребро которого установлено на каретке 1 на поворотной оси 8„ Механизм снабжен уравновеиивающда грузом 9, регулируемьп 1 упором 0 и плоской тарированной пр окиной 1 i , взаимодействующей с микрометрическим винтом 12, смонтированным на каретке 1 с помощью кронштейна 13, а на ползуне 3 закреплен включающий импульс сварочного тока переключатель 14, ззат-ю- действующий с регулируемтзП- элементом 15, установленньм на каретке 1 . Пружина 4, передающая цавление ка каретку 1, регулируется винтом 16,. установленным на ползуне 3, при этом 4 прижимает каретку I к ползуну в направлении рабочего хода выступом 17. Вс я подвижная система поддерживается пружиной 8, расположенной между основанием 19 и ползуном 3 который связан с приводом тягой 20, На тяге 20 закреплен ограничивающий перемещение ползуна 3 вверх 2) „ Усилие сжатия определяется величикотл прогиба плоской тарированной прутгси- ны 115 которая может быть составлена из пакета нескольких плоских пружин, например из двух, одна из которых рассчитана на минимальные усилия сжатия, а суммарное yci-шие двух пружин
62
охватывает средние и большие значения усилия сжатия. При этом микрометрический винт 12 выполнен с возможностью взаимодействия как с одной
пружиной, создающей минимальные усилия сжатия, так и с пакетом пружин для создания боль;иих усилий. Для этого винт I2 может быть выполнен сос- тавньм: в полый микрометрический
винт, воздействующий на пакет плоских пружин, вмонтирована вставка, которая взаимодействует только с одной пружиной, создающей минимальные усилия сжатия, для чего на другой
пружине выполнено отверстие, через которое проходит конец вставки.
Пружина 4 служит демпфером, обеспечивающим безударное опускание сдвоенного электрода 6 на свариваемые детали и плавное нарастание сварочного усилия, создаваемого плоской пружиной 1I, при этом пружина 4 должна быть отрегулирована так, чтобы ее усилие превосходило заданное усилие
сжатия пружины 11. Ход каретки ограничивается упором 22. Изделие, к которому привариваются микрополоско- вые проводники, помещается в раму 23, закрепленную на координатном столике 24, установленном на колонке 25,
высоту которой можно регулировать.
Механизм сжатия работает следую- щИ1--1 образом,,
В исходном положении ползун 3 поддерживается пружиной 18 в положении, ограниченном упором 21, поддерживая в свою очередь каретку 1, прижатую выступом 17 к ползуну 3 с помощью
пружины 4, что определяет исходное положение сдвоенного электрода 6. Регулируя по высоте колонку 25, устанавливают расстояние между электродом 6 и свариваемыми деталями, т.е.
велг-гчину рабочего хода. Рычаг 7 с электрододержателем 2 уравновешивается грузом 9 и устанавливается горизонтально поверхности координатного столика 24 с помощью регулируемого упора. Микрометрическим винтом I2 задается прогиб плоской тарированной пружины 11, определяющей величину усилия сжатия. Винтом 16 регулируется усшше пружины 4. так, гчтобы оно
превышало усилие плоской пружины 1. Элемент 15 регулируется так, чтобы :а исходном положении переключатель 14 имел разомкнутые контакты, управляю
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для односторонней контактной микросварки | 1985 |
|
SU1393568A1 |
| МЕХАНИЗМ СЖАТИЯ KOHTAKTHblX СВАРОЧНЫХМАШИН | 1971 |
|
SU305029A1 |
| МЕХАНИЗМ СЖАТИЯ КОНТАКТНЫХ СВАРОЧНЫХ МАШИН | 1971 |
|
SU289881A1 |
| Механизм сжатия машины для микросварки | 1982 |
|
SU1047636A1 |
| Головка для контактной точечной сварки | 1979 |
|
SU872117A1 |
| Устройство для прецизионной контактной точечной и рельефной микросварки | 1987 |
|
SU1488165A1 |
| УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ КОНТАКТНОЙ ТОЧЕЧНОЙ МИКРОСВАРКИ | 1972 |
|
SU356069A1 |
| Устройство для контактной точечной сварки | 1987 |
|
SU1447651A1 |
| Способ контактной шовной сварки корпусов интегральных микросхем (ИС) и устройство для его осуществления | 1984 |
|
SU1558608A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1991 |
|
RU2011494C1 |

Редактор И. Сегляник
Составитель Н, Тютченкова
Техред М.Гергель Корректор С, Шекмар
828/19Тира:г 1000Подписное
ВНРМПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Филиал ШШ Патент, г. Ужгород,, ул. Проектная, 4
щне включением импульса сварочного тока.
С помощью координатного столика 2L под электрод 6 устанавливается участок изделия, подлежащий приварке, затем под электрод 6 подается никро- полосковый проводник и с помощью привода тягой 20 ползун 3 перемещается вниз, сжимая пруж1шу 18,. От ползуна 3 посредством пружины 4 давлен.ие передается на каретку 1 , которая переме-- щается вниз до упора 22, осуществляя рабочий ход. При опускании каретки 1 электроды 6 без удара опускаются на свариваемые детали при плавном нарастании усилия сжатия, а рьиаг 7 поворачивается на оси 8 и в момент касания кареткой 1 упора 22 между упором 10 и кареткой 1 образуется зазор. В конце рабочего хода на электроды действует усил;ие сжатия от плоской пружины 1. Учитывая, что электрододержатель 2 с электродом 6 уравновешен грузом 9, можно установить минимальное значение усилия сжатия. Поскольку электрод 6 находится на К отШ е рычага 7, а его перемещение при сварке мало, то сдвига рабочего конца электрода 6 относительно свариваемых деталей практически нет.
После сжатия свариваемых деталей электродом 5 и достижения кареткой 1 упора. 22 ползун 3 продолжает перемещаться вниз до момента замыкания контакте::. ,г1ючателя 14, при этом
ползун 3 отрывается от 1 каретки 1, и между ними образуется зазор. При замыкании контактов пере- к; почателя 14 подается импульс сварочного тока. После сварки механизм возвращается в исходное положение.
Предлагаемый механизм при широком диапазоне регулирования усилия сжатия (Оэ2-20 Н обладает малой инерционностью и хорошими динамическими характеристиками, что позволяет зада- . вать очень малую длительность импульса сварочного тока порзвдка 0,001- 0,01 5 с 5 и позволяет значительно повысить качество сварки микрополосковых
проводников методом односторонней сварки сдвоенньп- электродом.
| Красулин Ю.Л | |||
| и Назаров Г.В | |||
| Микросварка давлением | |||
| М.: Металлургия, 1976, с | |||
| Способ обделки поверхностей приборов отопления с целью увеличения теплоотдачи | 1919 |
|
SU135A1 |
| Гайковерт ударного действия | 1982 |
|
SU1047673A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
