Изобретение относится к области химической и электрохимической обра ботки муфт для труб и может быть использовано в линиях для обработки коротких цилиндрических изделий, в которых обрабатываемые изделия должны быть установлены на поддоны (подвески) .
Цель изобретения - повышение производительности труда путем исключения ручного труда и повышение качества муфт путем их безударной транспортировки.
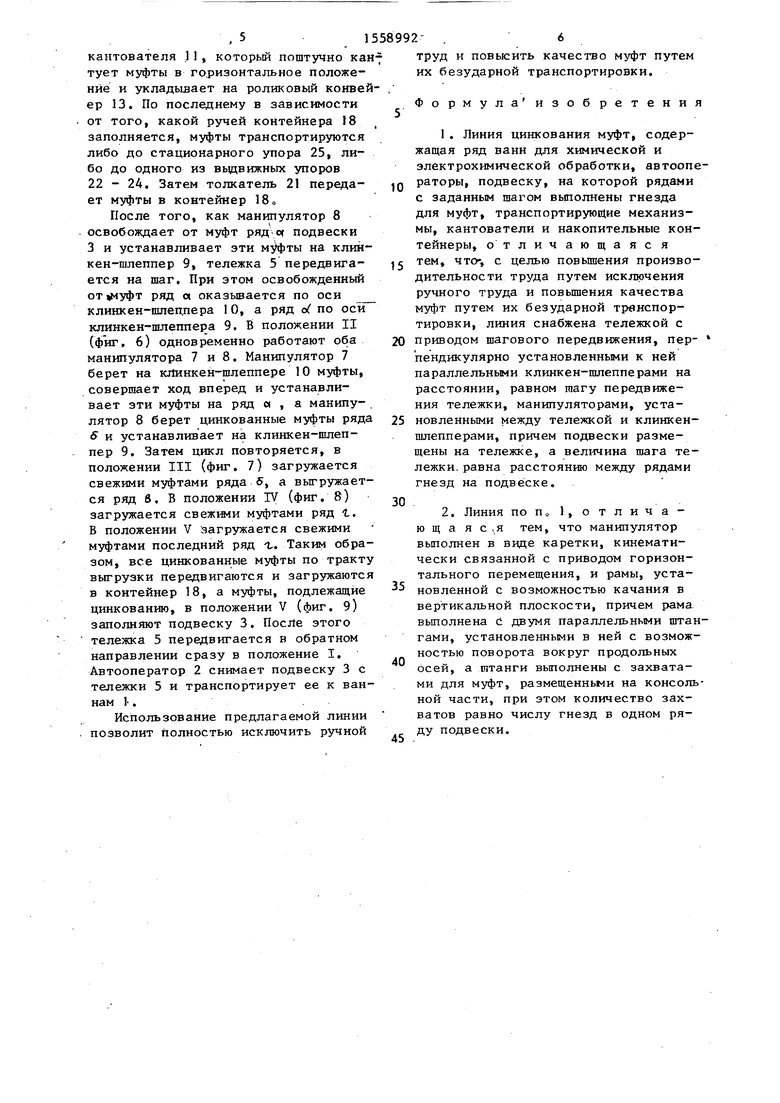
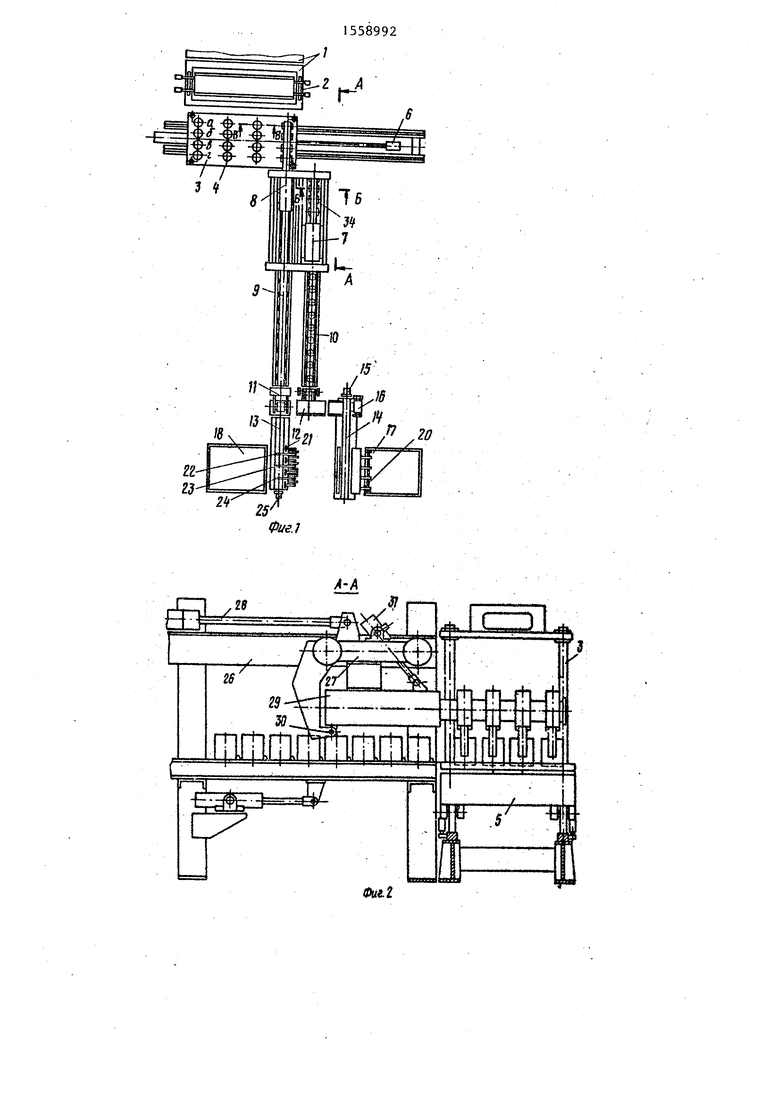
На фиг. 1 представлена линия, вид сверху; на фиг. 2 - разрез А-А на фиг, I; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг, 4 - разрез В-В на фиг. 5; на фиг. 5 - 9 - положения тележки с подвеской и муфтой.
Линия цинкования муфт состоит из ряда ванн 1, расположенных в порядке технологического процесса, автооператора 2, подвески 3 с гнездами 4, расположенными в четыре ряда (а,б,в.,г), тележкк 5 с приводом 6 шагового движения, манипуляторов 7 и 8, клинкен-шлепперов 9 и 10 с противоположным направлением рабочего хода, кантователей И и 12, роликовых конвейеров 13 и 14, стационарного упора 15, сталкивателя 16, многоручьевых контейнеров 17 и 18 для муфт 19, дозатора 20, толкателя 21, выдвижных упоров 22 и 24 и стационарного упора 25.
Манипуляторы 7 и 8 одинаковой конструкции. Каждый из них состоит из станины 26, в которой установлена тележка 27, соединенная с приводом 28 горизонтального перемещения. На тележке 27 установлена рама 29 с возможностью качания в вертикальной плоскости вокруг оси 30. Рама 29 соединена с приводом 31 качания. В раме 29 установлены с возможностью поворота вокруг продольных осей две штанги 32, объединенные приводом 33 поворота. На консольной части штанг 32 расположены захваты 34 для муфт 19. Количество захватов 34 равно количеству муфт 19 в одном ряду (например, а) подвески 3 (в данном случае - четыре),
Все оборудование линии может быт разбито на три группы: тракт загрузки муфт, в который входит контейнер 17, дозатор 20, роликовый конвейер 14, кантователь 12, клинкен-.
шлеппер 10 и манипулятор 7; тракт выгрузки цинкованных муфт, в который входит манипулятор 8, клинкен-шлеппер 9, кантователь 11, роликовый
конвейер 13, толкатель 21, выдвижные, упоры 22 - 24, стационарный упор 15 и контейнер 18; механизм передвижения подвески, который состоит из тележки 5, привода 6 ее шагового перемещения, подвески 3 с гнездами 4. Линия работает следующим образом. В исходном положении тракт загрузки заполнен муфтами. Это происхо5 дит следующим образом. Из контейнера 1 7 при помощи дозатора 20 муфты 3 9 передаются на роликовый конвейер 14, по которому в горизонтальном положении транспортируются до стациоQ нарного упора 15, Сталкивателем 16 муфты поштучно передаются на кантователь 12, который устанавливает их в вертикальное положение. С кантователя 12 клинкен-шлеппер 10, у кото5 рого рабочий ход направлен в сторону тележки 5, принимает на себя муфту и передвигает ее на шаг. Величина шага клинкен-шлеппера равна расстоянию между муфтами в одном ряду подQ вески. Таким образом последовательно заполняется весь клинкен-шлеппер 10.
В исходном положении тракт выгрузки муфт или часть клинкен-шлеппера 9 (считывая от тележки 5) свободна от муфт.
После окончания процесса цинкования автооператор 2, вынув подвеску 3 с муфтами из последней по технологическому процессу ванны I, Q транспортирует подвеску и устанавливает ее на тележку 5,, которая находится в положении I (фиг, 5). В этом положении ряд а муфт на подвеске совпадаем с осью клинкен-шлеппе- .с ра 9. Манипулятор 8, который в исходном положении находился вне зоны движения тележки, совершает ход вперед, после чего срабатывает привод 33 поворота штанг 32. При этом муфты ряда у оказываются зажатыми манипулятором j8. Затем включается привод 31 качания рамы 29 и муфты отрываются от подвески. Манипулятор совершает ход назад, устанавливая муфты на клинкен-галеппер 9. По клинкен-шлеппе$ ру 9, направление рабочего хода которого противоположно клинкен-шлепперу 10, муфты в вертикальном положении шагово транспортируются в сторону
5
0
кантователя 11, который поштучно кан тует муфты в горизонтальное положение и укладывает на роликовый конвейер 13. По последнему в зависимости от того, какой ручей контейнера 18 заполняется, муфты транспортируются либо до стационарного упора 25, либо до одного из выдвижных упоров 22 - 24. Затем толкатель 21 передает муфты в контейнер 18
После того, как манипулятор 8 освобождает от муфт ряд of подвески 3 и устанавливает эти муфты на клин- кен-шлеппер 9, тележка 5 передвигается на шаг. При этом освобожденный
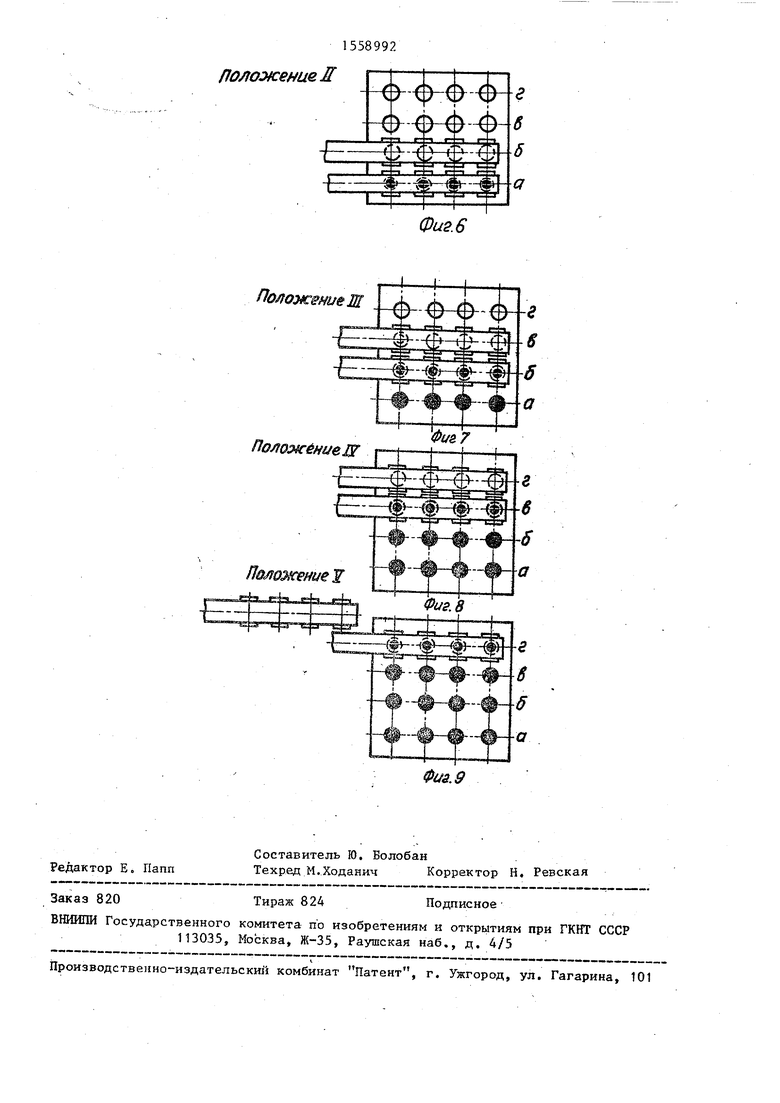
от уфт ряд ct оказывается по оси
клинкен-шлецпера 10, а ряд о( по оси клинкен-шлеппера 9. В положении II (фиг, 6) одновременно работают оба манипулятора 7 и 8. Манипулятор 7 берет на клинкен-шлеппере 10 муфты, совершает ход вперед и устанавливает эти муфты на ряд а , а манипулятор 8 берет цинкованные муфты ряда 6 и устанавливает на клинкен-шлеп- пер 9. Затем цикл повторяется, в положении III (фиг. 7) загружается свежими муфтами ряда 5, а выгружается ряд 6. В положении IV (фиг. 8) загружается свежими муфтами ряд 1, В положении V загружается свежими муфтами последний ряд t,. Таким образом, все цинкованные муфты по тракту выгрузки передвигаются и загружаются в контейнер 18, а муфты, подлежащие цинкованию, в положении V (фиг. 9) заполняют подвеску 3. После этого тележка 5 передвигается в обратном направлении сразу в положение I. Автооператор 2 снимает подвеску 3 с тележки 5 и транспортирует ее к ваннам 1-.
Использование предлагаемой линии позволит полностью исключить ручной
0
5
0
5
0
5
0
5
труд и повысить качество муфт путем их безударной транспортировки.
Формула изобретения
1.Линия цинкования муфт, содержащая ряд ванн для химической и электрохимической обработки, автооператоры, подвеску, на которой рядами
с заданным шагом выполнены гнезда для муфт, транспортирующие механизмы, кантователи и накопительные контейнеры, отличающаяся тем, что-, с целью повышения производительности труда путем исключения ручного труда и повышения качества муфт путем их безударной транспортировки, линия снабжена тележкой с приводом шагового передвижения, пер- пендикулярно установленными к ней параллельными клинкен-шлепперами на расстоянии, равном тагу передвижения тележки, манипуляторами, установленными между тележкой и клинкен- пшепперами, причем подвески размещены на тележке, а величина шага тележки равна расстоянию между рядами гнезд на подвеске.
2.Линия поп„1,отлича- ю щ а я с ,я тем, что манипулятор выполнен в виде каретки, кинематически связанной с приводом горизонтального перемещения, и рамы, установленной с возможностью качания в вертикальной плоскости, причем рама выполнена с двумя параллельными штангами, установленными в ней с возможностью поворота вокруг продольных осей, а штанги выполнены с захватами для муфт, размещенными на консольной части, при этом количество захватов равно числу гнезд в одном ряду подвески.
я jo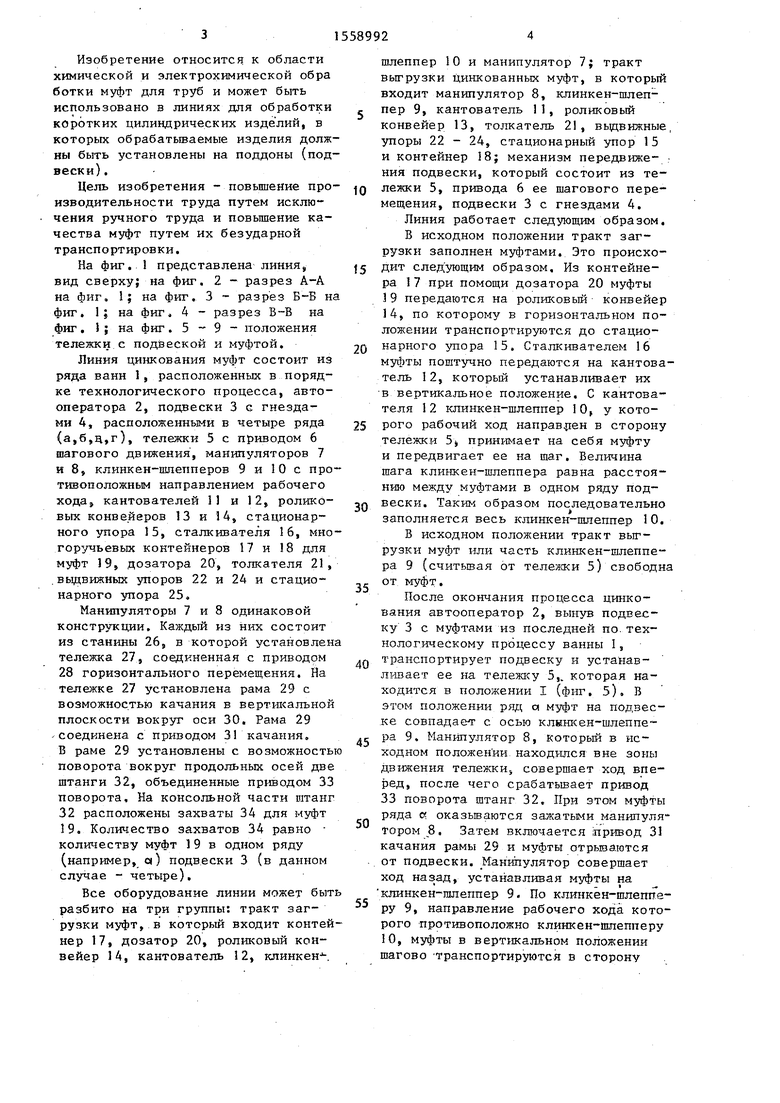
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для нанесения гальванопокрытий | 1986 |
|
SU1397552A1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| УСТАНОВКА ДЛЯ ЗАГРУЗКИ И РАЗГРУЗКИ ТУННЕЛЬНОЙ ПЕЧИ | 1989 |
|
RU2010869C1 |
| Поточно-механизированная линия складирования,сортирования и обработки вагонных колес | 1981 |
|
SU1136928A1 |
| Устройство для съема кирпича сырца с пресса и формирования столбиковой садки | 1977 |
|
SU701811A1 |
| Поточная линия для нанесения покрытий на изделия | 1991 |
|
SU1811913A1 |
| Линия отбивки литников и выбивки стержней из отливок | 1980 |
|
SU908519A1 |
| Линия наклейки ковров из керамических плиток | 1985 |
|
SU1296422A1 |
| Автоматическая линия для сборки изделий | 1985 |
|
SU1271703A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
Изобретение относится к химической и электрохимической обработке муфт для труб и может быть использовано в линиях для обработки коротких цилиндрических изделий, в которых обрабатываемые изделия должны быть установлены на поддоны (подвески). Целью изобретения является повышение производительности труда путем исключения ручного труда и повышение качества муфт путем их безударной транспортировки. В исходном положении из контейнера 17 с помощью дозатора 20 муфты передают на роликовый конвейер 14, по которому они транспортируются в горизонтальном положении до стационарного упора 15. Затем муфты передаются поштучно на кантователь 12, который устанавливает их в вертикальное положение. Клинкен-шлеппер 10 принимает на себя муфту с кантователя 12 и перемещает ее на шаг. Таким образом заполняется весь клинкен-шлеппер 10. Величина шага клинкен-шлеппера 10 равна расстоянию между муфтами 19 в одном ряду подвески 3. После окончания процесса обработки муфт 19 автооператор 2, вынув подвеску 3 из ванны 1, устанавливает ее на тележку 5. С тележки 5 манипулятор 8 забирает ряд обработанных муфт и помещает их на клинкен-шлеппер 9, который принимает на себя обработанные муфты, при этом тележка 5 перемещается на шаг и манипулятор 7 помещает на это место необработанные муфты, взятые с клинкен-шлеппера 10. Этот процесс продолжается до тех пор, пока все обработанные муфты 19 будут сняты с подвески 3, а на их место установлены необработанные. После этого тележка 5 с установленной на ней подвеской 3 совершает движение в обратном направлении в первоначальное положение, где автооператор 2 снимает подвеску 3 с тележки 5 и транспортирует их к ваннам 1. Обработанные муфты по клинкен-шлепперу 9 в вертикальном положении транспортируются к кантователю 11, который поштучно кантует муфты в горизонтальное положение и укладывает на роликовый конвейер 13, транспортирующий их в контейнер 18. Использование предлагаемой линии позволит полностью исключить ручной труд и повысить качество муфт. 1 з.п. ф-лы, 9 ил.
Фиг. 2
ФигЛ
Физ.З
Ло/гожеме
-Ф-- -&-6
7 v
tia
Pve.S
положение Л
Редактор Е. Папп
Составитель Ю. Болобан
Техред М.ХоданичКорректор Н. Ревская
Заказ 820
Тираж 824
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
--О---Ф--€ ™0-ф--ф
Ј
ГГГП I I I I-
-Strffir
Фиг. 6
Фаз. 9
Подписное
| Автоматическая линия цинкования муфт | |||
| - Механизация и автоматизация производства, 1984, № 6, с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
