Изобретение относится к машиностроению в области комплектующих стопу машин, в частности к устройствам для набора плоских изделий в стопу и передачи их на упаковку.
Цель изобретения - повышение производительности устройства.
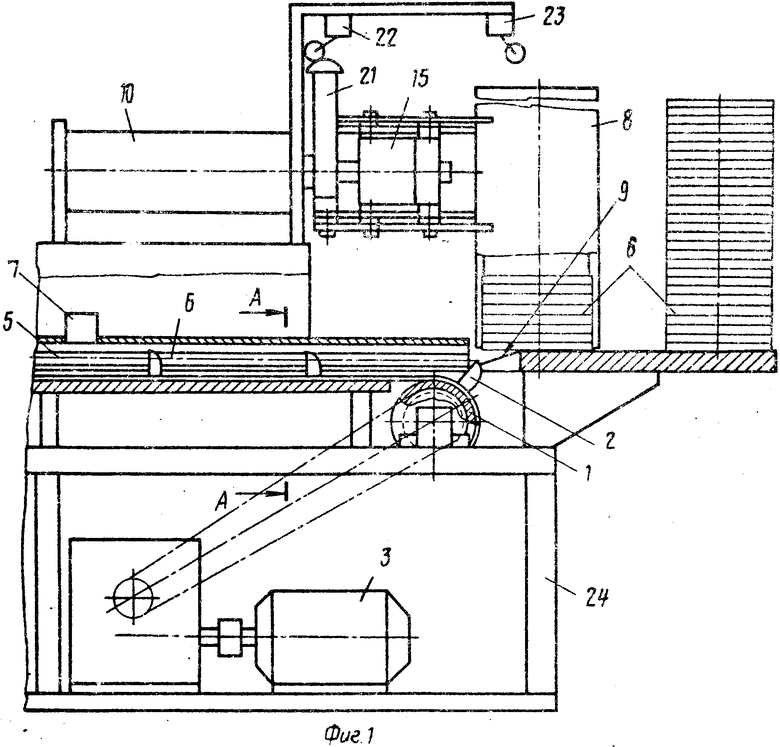
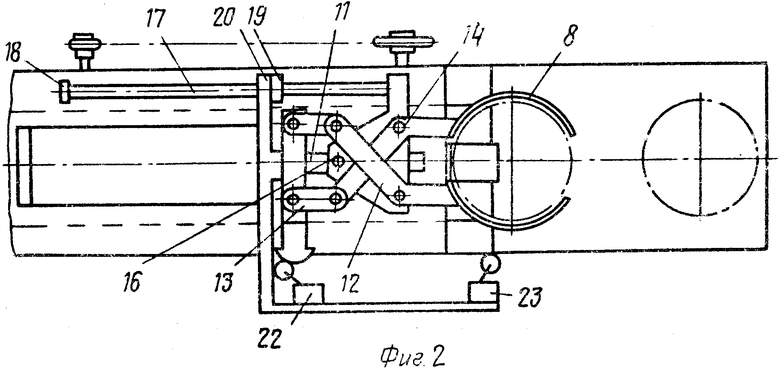
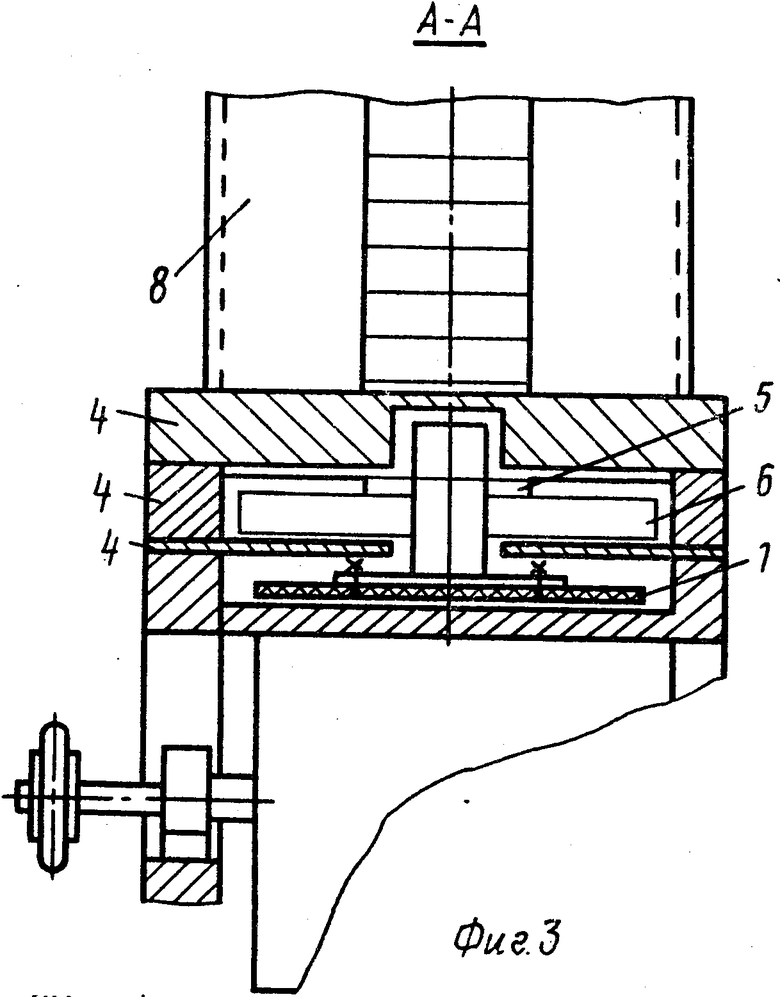
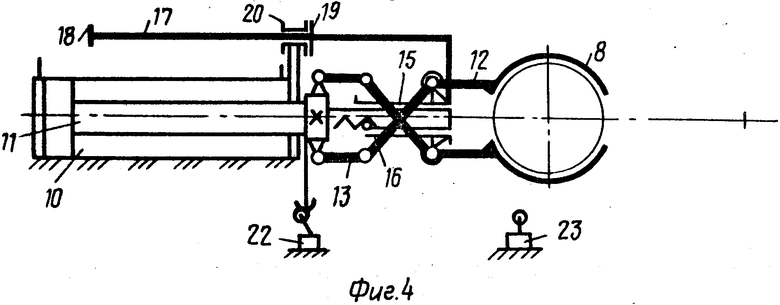
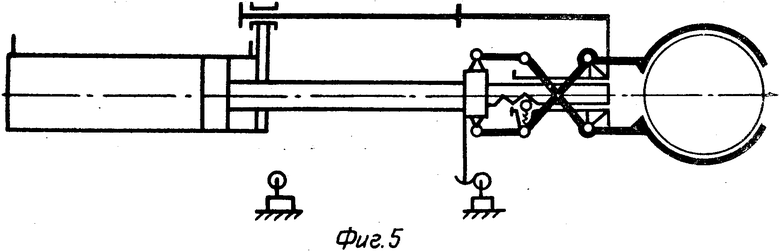
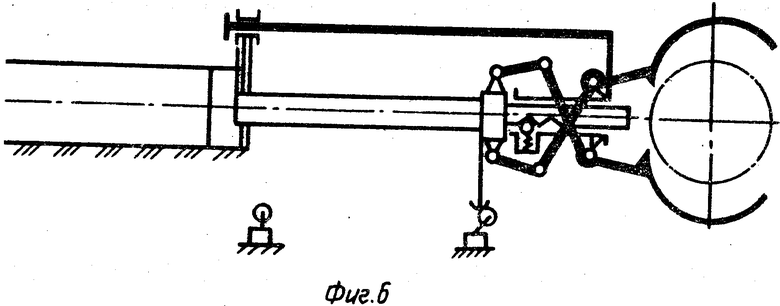
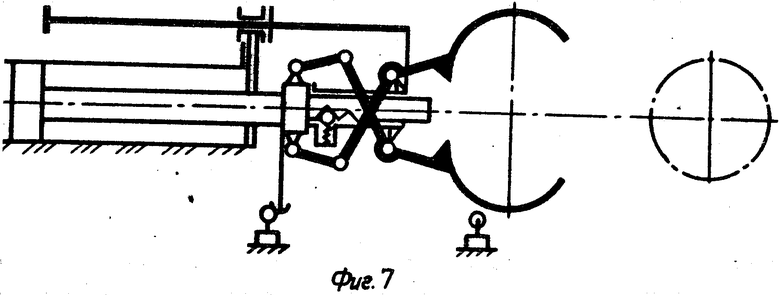
На фиг. 1 изображено предлагаемое устройство, вид сбоку; на фиг.2 - то же, вид в плане; на фиг.3 - разрез А-А на фиг.1; на фиг.4 - кинематическая схема привода перемещения и раскрытия створок держателя изделий, исходное положение; на фиг.5-7 - моменты работы устройства при передаче стопы изделий из зоны комплектования стопы изделий из зоны комплектования стопы на упаковку.
Устройство содержит механизм подачи изделия, состоящий из ленточного транспортера 1 с толкателями 2 и электроприводом 3, направляющих 4, образующих канал 5 для изделий 6 с встроенным в него датчиком 7 счетчика (на чертеже не показан) изделий 6, держателя изделий 8, выполненного из двух створок и расположенного над транспортером 1 в конце его. Дно канала 5 в месте установки держателя изделий 8 имеет ступеньку 9 криволинейной формы высотой более толщины изделий 6.
Устройство снабжено приводом перемещения держателя 8, выполненным в виде силового цилиндра 10, на штоке 11 которого установлены створки держателя 8 с механизмом их заданного перемещения, выполненным в виде двух рычагов 12, одни плечи которых прикреплены к створкам держателя 8, а другие шарнирно соединены посредством серег 13 со штоком 11. Оси 14 качания рычагов 12 размещены на траверсе 15, установленной на конце штока 11 с возможностью перемещения на нем.
Траверса 15 снабжена подпружиненным шариковым фиксатором 16 положения створок, взаимодействующим с двумя канавками а штоке 11 и служащим для стопорения ее на штоке 11 в двух положениях. На реверсе 15 жестко закреплена направляющая штанга 17, несущая два упора 18 и 19, которые взаимодействуют поочередно с неподвижным упором 20, закрепленным на корпусе силового цилиндра 10.
На штоке 11 установлен флажок 21, взаимодействующий в крайних положениях хода силового цилиндра 10 с конечными выключателями 22 и 23, электрически связанными со счетчиком изделий и системой управления силовым цилиндром 10. Все устройство смонтировано на раме 24.
Работа устройства осуществляется следующим образом.
Изделия 6 поступают по каналу 5 с помощью толкателей 2 транспортера в держатель 8. По криволинейной ступеньке 9 изделие 6 приподнимается, отжав вверх находящиеся в держателе изделия, и затем занимается в нем горизонтальное положение, так как центр тяжести изделий 6 находится за ступенькой 9. При этом толкатель 2 выходит из зацепления с изделием 6. При прохождении изделия 6 мимо датчика 7 оно количественно фиксируется счетчиком. После прохождения заданного количества изделий счетчик дает команду в систему управления силовым цилиндром 10, и в его поршневую полость подается сжатый воздух. Держатель 8 вместе со стопой изделий 6 начинает перемещаться на позицию упаковки до тех пор, пока упор 18 не упрется в упор 20 продольной направляющей (см. фиг.5).
При этом держатель 8 вместе с траверсой 15 останавливается, а шток 11, сделав небольшую паузу, необходимую для увеличения давления воздуха в поршневой полости, чтобы преодолеть усилие пружины фиксатора 16, перемещается в крайнее положение до упора поршня в крышку силового цилиндра 10. При этом створки держателя 8 с помощью серег 13 и рычагов 12 раскрываются, освободив стопу изделий (см. фиг.6). Шарик фиксатора 16 перемещается во вторую канавку на штоке 11, а конечный выключатель 22 при взаимодействии с флажком 21 дает команду на обратный ход поршня силового цилиндра 10. Сжатый воздух начинает поступать в штоковую полость силового цилиндра 10, и траверса 15, зафиксированная на штоке 11 с помощью фиксатора 16, перемещается вместе с раскрытыми створками держателя 8 в исходное положение (см. фиг.7). При этом упор 18 на направляющей штанге 17 доходит до неподвижного упора 20 продольной направляющей, и держатель 8 останавливается, а шток 11, продолжая движение назад в исходное положение, преодолев усилие пружины фиксатора 16, с помощью серьги 13 и рычагов 12 смыкает створки держателя 8, а фиксатор 16 стопорит их в исходном положении. Конечный выключатель 23 при этом взаимодействует с флажком 21 и дает разрешение на возобновление процесса укладки изделия в держатель 8 (см. фиг.4).
Таким образом, использование предлагаемого устройства позволяет повысить производительность укладки изделий в стопу и передачи их на упаковку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи из стопы поддонов | 1987 |
|
SU1512863A1 |
| Устройство для открывания и закрывания крыши транспортного средства | 1982 |
|
SU1044479A1 |
| Установка для настилания полотнищ эластичных материалов и их раскраивания на заготовки | 1982 |
|
SU1066830A1 |
| Устройство для настилания полотнищ эластичных материалов и их раскраивания на заготовки | 1983 |
|
SU1211085A1 |
| ПРЕСС ДЛЯ ПРОИЗВОДСТВА КИП ИЗ КОРНЕВОЙ МАССЫ ЛЕКАРСТВЕННЫХ РАСТЕНИЙ | 2000 |
|
RU2178636C1 |
| Устройство для укладки штучныхиздЕлий B ТАРу | 1979 |
|
SU839867A1 |
| Устройство для укладки в тару легкоповреждаемых предметов | 1989 |
|
SU1652200A1 |
| Устройство для подачи изделий | 1978 |
|
SU1057385A2 |
| Установка для формирования настилов полотен эластичного материала | 1982 |
|
SU1079577A1 |
| Машина для обработки ценных бумаг | 1975 |
|
SU740165A3 |
Изобретение относится к машиностроению в области комплектующих стопу машин, в частности к устройствам для набора плоских изделий в стопу и подачи их на упаковку, и позволяет повысить производительность устройства. Особенности предлагаемого устройства заключаются в размещении подающего механизма у торца створок держателей изделий, размещении траверсы механизма раскрытия створок на штоке силового цилиндра и фиксатора положения створок между траверсой и штоком силового цилиндра. 7 ил.
УСТРОЙСТВО ДЛЯ ПОДАЧИ ИЗДЕЛИЙ В РАБОЧУЮ ЗОНУ, содержащее установленный у подающего механизма держатель изделий, выполненный в виде двух охватывающих изделий створок, шарнирно установленных на штоке силового цилиндра, и механизм заданного перемещения створок, включающий свободно установленную в продольной направляющей траверсу, ограничительные упоры для траверсы и фиксатор положения створок, отличающееся тем, что, с целью повышения производительности при удалении укомплектованных стоп изделий, подающий механизм расположен со стороны одного из торцов створок, а траверса смонтирована на штоке силового цилиндра, при этом фиксатор положения створок размещен между траверсой и штоком силового цилиндра.
| АВТООПЕРАТОР ДЛЯ ПЕРЕМЕЩЕНИЯ ДЕТАЛЕЙ С ОДНОЙ ПОЗИЦИИ НА ДРУГУЮ | 0 |
|
SU197377A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
