Изобретение относится к производ ству проката на прокатных станах в черной металлургии, а именно при про катке полос, листов и плит.
Цель изобретения - повышение выхода годного путем уменьшения неравномерности свойств по длине.
Приме р. На толстолистовом стане 3000 при прокатке шести полос толщиной 17,5 мм из стали 09Г2ФБ и пяти полос толщиной 16,8 мм из стали 09Г2ФБ производят захват переднего конца металла валками, имеющими одинаковую окружную скорость, а момент ввода задания на рассогласование окружных скоростей задают прямо пропорционально величине торцовой обре- зи и обратно пропорционально окружной скорости рабочих валков в момент захвата для полос толщиной 16,8 мм, а для полос толщиной 17,5 мм осуществляют произвольный ввод задания на
рассогласование окружных скоростей для двух штук через 1 с, последующих двух штук через 2 с и четырех штук через 3 с,
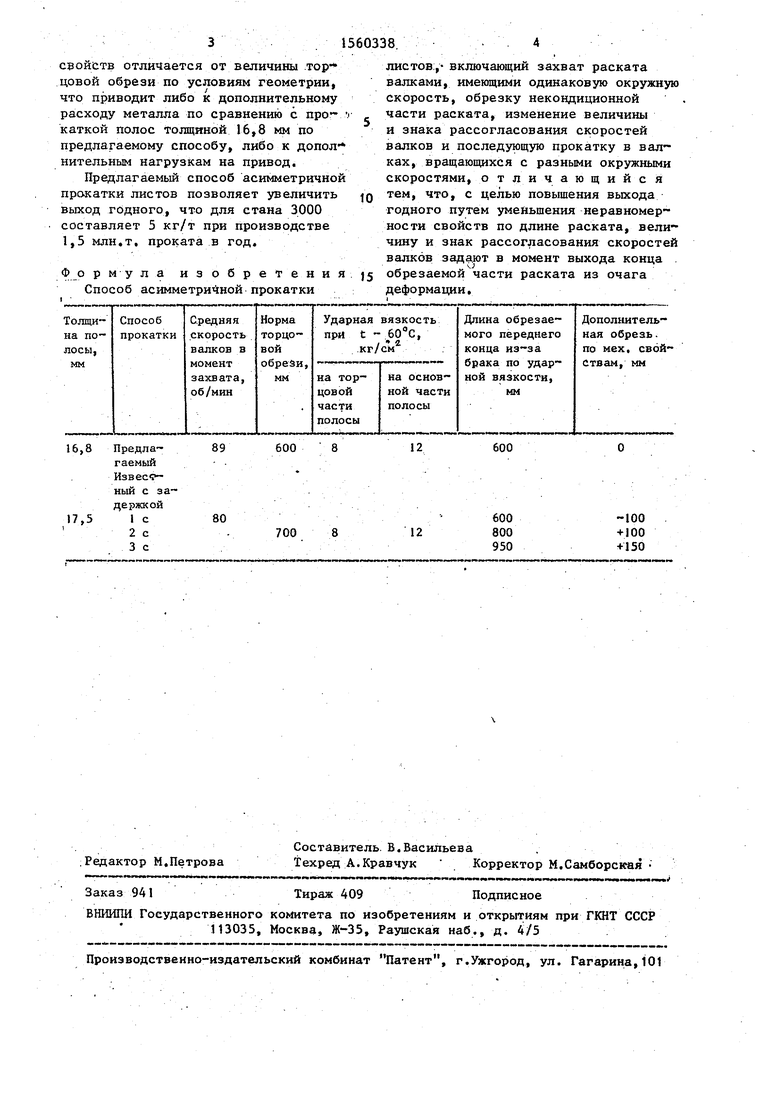
В процессе прокатки измеряют окружные скорости рабочих валков в момент захвата металла. Для полос толщиной 17,5 мм окружная скорость составляет 80 об/миН) а для 16,8 мм - 89 об/мин.
Согласно технологической инструкции стана 3000 торцовая обрезь для полос толщиной 17,5 мм не должна превышать 700 мм, а для полос 16,8 мм - 600 мм.
После прокатки оценивают ударную- вязкость металла на передней торцовой части полосы.
В таблице приведены параметры прокатки полос на стане 3000,
При прокатке полос толщиной 17,5 мм по известному способу величи на торцовой обрези по браку мех.
«
С
trmi-S.
свойств отличается от величины тор- цовой обрези по условиям геометрии, что приводит либо к дополнительному расходу металла по сравнению с про- каткой полос толщиной 16,8 мм по предлагаемому способу, либо к допол- нительным нагрузкам на привод.
Предлагаемый способ асимметричной прокатки листов позволяет увеличить выход годного, что для стана 3000 составляет 5 кг/т при производстве 1,5 млн,т, проката в год.
Формула изобретения Способ асимметричной прокатки
листов,- включающий захват раската валками, имеющими одинаковую окружную скорость, обрезку некондиционной части раската, изменение величины и знака рассогласования скоростей валков и последующую прокатку в вал ках, вращающихся с разными окружными скоростями, отличающийся
тем, что, с целью повышения выхода годного путем уменьшения неравномерности свойств по длине раската, вели чину и знак рассогласования скоростей валков задают в момент выхода конца
5 обрезаемой части раската из очага деформации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки полос | 1991 |
|
SU1789315A1 |
| Способ прокатки блюмов | 1988 |
|
SU1671382A1 |
| СПОСОБ АССИМЕТРИЧНОЙ ПРОКАТКИ ПЕРЕДНИХ КОНЦОВ ТОЛСТЫХ ЛИСТОВ НА РЕВЕРСИВНЫХ СТАНАХ | 2012 |
|
RU2486974C1 |
| СПОСОБ ПРОКАТКИ ШИРОКИХ ПОЛОС И ЛИСТОВ | 1986 |
|
SU1349069A2 |
| Способ прокатки слитков | 1989 |
|
SU1678468A1 |
| Способ горячей прокатки на широкополосном стане | 1987 |
|
SU1507464A1 |
| Способ горячей прокатки полос | 1984 |
|
SU1176981A1 |
| Способ прокатки | 1988 |
|
SU1629117A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НЕПРЕРЫВНОЛИТЫХ СЛЯБОВ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСОВОМ СТАНЕ И НЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2386492C2 |
| Способ прокатки листов | 1982 |
|
SU1061862A1 |
Изобретение относится к производству проката на прокатных станах в черной металлургии, а именно при прокатке полос, листов и плит. Целью изобретения является повышение выхода годного путем уменьшения неравномерности свойств по длине раската. Способ состоит в том, что величину и знак рассогласования скоростей валков задают в момент выхода конца обрезаемой части раската из очага деформации. Способ позволит увеличить выход годного для стана 3000 составит 5 кг/т при производстве 1,5 млн.т проката в год. 1 табл.
| Способ производства холоднокатаных полос | 1983 |
|
SU1093369A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
