фазе прессования переключается распределитель 26, клапан 20 открывается полностью. Скорость прессования может быть изменена по заданной программе управляемым регулируемым обратным клапаном 13, а также ступенчато подключением клапана 5 на любом участке второй фазы прессования. Аккумулятор подпрессовки 12 имеет два поршневых разделителя с газовой полостью между ними, что позволяет поддерживать давление в аккумуляторе на требуемом уровне. Клапаны 13, 17, 20 - регулируемые с помощью электромоторов с редукторами 16, 21, 27. Меха- низм прессования содержит также блоки управления 9, 15, 19, 29. Все это позволяет получить независимую регулировку параметров механизма прессования, что позволяет расширить номенклатуру изготовляемых отливок и их качество. 1 ил
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм прессования машины литья под давлением | 1990 |
|
SU1733189A1 |
| Узел прессования машины литья под давлением | 1981 |
|
SU984659A1 |
| Механизм прессования машины литья под давлением | 1979 |
|
SU784984A1 |
| Механизм прессования "Мультдубль" машины литья под давлением | 1987 |
|
SU1414498A1 |
| Узел прессования машины литья под давлением | 1981 |
|
SU1026945A1 |
| Механизм прессования машины литья под давлением | 1975 |
|
SU527258A1 |
| ГИДРАВЛИЧЕСКИЙ ПРИВОД ПРЕССА | 2003 |
|
RU2250828C1 |
| Механизм прессования машины литья под давлением | 1980 |
|
SU908509A1 |
| Механизм прессования машины литья под давлением | 1980 |
|
SU891213A1 |
| Механизм прессования машин литья под давлением | 1980 |
|
SU933227A1 |
Изобретение относится к литейному производству. Цель изобретения - расширение технологических возможностей машин литья под давлением за счет независимой регулировки параметров механизма прессования. Механизм прессования содержит цилиндр прессования 1 со штоком 2. Первая фаза прессования осуществляется включением гидрораспределителей 6 и 23, при этом открываются клапаны 4 и 20. Скорость открытия последнего определяется настройкой регулятора потока 22. Во второй фазе прессования переключается распределитель 26, клапан 20 открывается полностью. Скорость прессования может быть изменена по заданной программе управляемым регулируемым обратным клапаном 13, а также ступенчато подключением клапана 5 на любом участке второй фазы прессования. Аккумулятор подпрессовки 12 имеет два поршневых разделителя с газовой полостью между ними, что позволяет поддерживать давление в аккумуляторе на требуемом уровне. Клапаны 13, 17, 20 - регулируемые с помощью электромоторов с редукторами 16, 21, 27. Механизм прессования содержит также блоки управления 9, 15, 19, 29. Все это позволяет получить независимую регулировку параметров механизма прессования, что позволяет расширить номенклатуру изготовляемых отливок и их качество. 1 ил.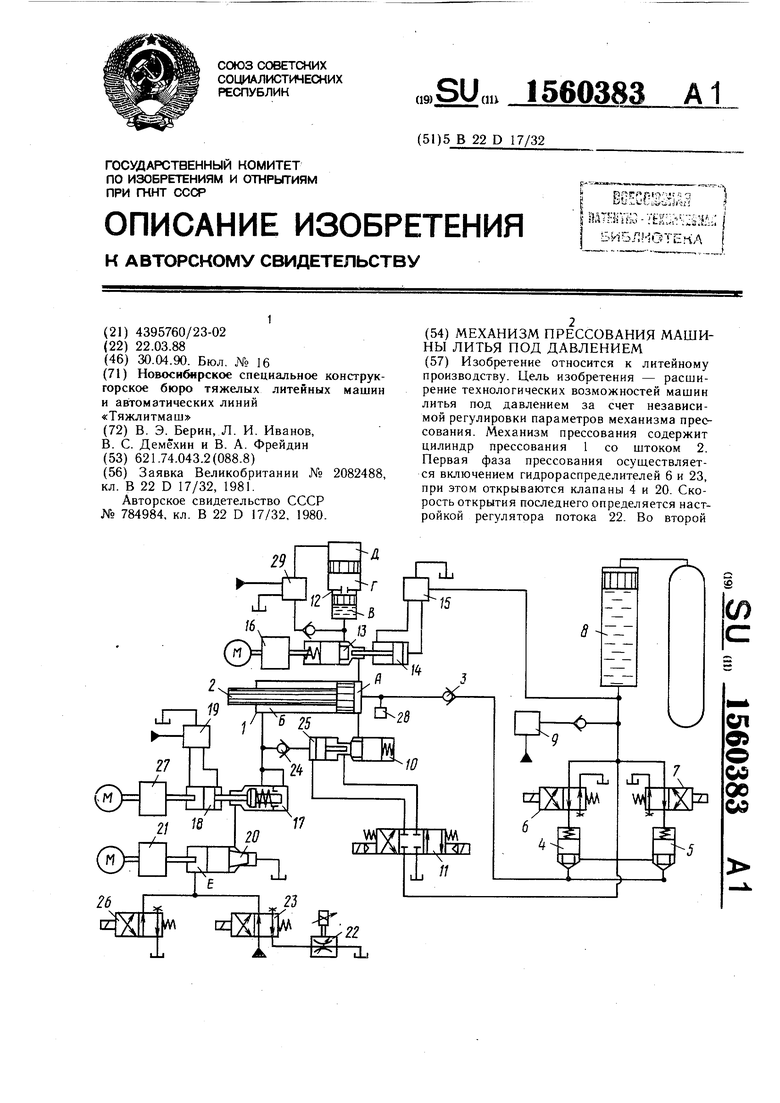
Изобретение относится к литейному производству, в частности к машинам литья под давлением.
Цель изобретения - расширение технологических возможностей машин литья под давлением за счет независимой регулировки параметров механизма прессования.
На чертеже изображена принципиальная схема механизма прессования.
Механизм прессования содержит цилиндр 1 прессования со штоком 2. Прессующий поршень с камерой прессования и тяга, соединенная со штоком 2 и воз- дейтвующая на путевые переключатели или датчик перемещения штока 2, не показаны.
Полость А цилиндра прессования 1 через обратный клапан 3, два параллельно установленных управляемых обратных клапана 4 и 5 с гидрораспределителями 6 и 7 соединена с аккумулятором 8 прессования. Через блок 9 управления осуществляется зарядка аккумулятора 8 прессования.
Полость А соединена через управляемый обратный клапан 10 и гидрораспределитель 11 с аккумулятором 8 прессования (возможно только с насосом гидросистемы) или со сливом.
Полость А соединена также с аккумулятором 12 подпрессовки через управляемый регулируемый обратный клапан 13. Закрытие или открытие клапана 13 осуществляется штоком гидроцилиндра 14, которым управляет блок 15 управления по заданной программе. Регулировка хода клапана 13 осуществляется электродвигателем с редуктором (или гидромотором) 16, управляемым по заданной программе или оператором.
Штоковая полость Б цилиндра прессования 1 соединена со сливом через управляемый клапан 17 торможения (закрытие или открытие которого осуществляется штоком гидроцилиндра 18, управляемым блоком 19 управления по заданной программе) и через управляемый клапан 20 фаз прессования.
Регулировка хода управляемого клапана 20 осуществляется электродвигателем с ре
дуктором (или гидромотором) 21, управляемым по заданной программе или оператором.
Головка управляемого клапана 20 фаз прессования выполнена конической, что обес0 печивает плавную регулировку расхода жидкости в 1-й фазе прессования.
Скорость перемещения управляемого клапана 20 регулируется регулятором 22 потока (дросселем расхода) с электропропор5 циональным управлением по заданной программе (или дросселем расхода с ручным управлением оператором). Соединение регулятора 22 потока с управляемым клапаном 20 осуществляется через гидрораспределитель 23.
0 При включении 2-й фазы прессования управляемый клапан 20 открывается на необходимую дополнительную величину, регу лируемую с помощью электродвигателя (или гидромотора) 21, управляемого по заданной программе или оператором.
5 При необходимости обеспечения величины скорости 2-й фазы прессования меньшей, чем достигнутая в период 1-й фазы, вклю. чается управляемый клапан 17 торможения.
Q Полость Б цилиндра прессования 1 соединена с аккумулятором 8 прессования и со сливом через обратный клапан 24, .цилиндр 25 управляемого обратного клапана 10 и гидрораспределитель 11.
Механизм прессования работает следую5 Щим образом.
После заливки расплава в камеру прессования подается команда на включение прессования. Гидрораспределитель 6 переключается, обратный управляемый клапан 4 открывается, жидкость из аккумулятора 8
0 прессования устремляется через обратный клапан 3 в полость А цилиндра 1 прессования. Одновременно с подачей команды на переключение гидрораспределителя 6 подается команда на переключение гидрораспределителя 23 и на открытие регуля5 тора 22 потока для обеспечения определенного расхода жидкости из полости Е управляемого клапана 20 на слив. Управляемый клапан 20, открываясь с определенной заданной скоростью, соединяет- полость Б цилиндра 1 прессования со сливом - осуществляется 1-я фаза прессования.
В заданный момент (по программе управления или путевым переключателем) подается команда на включение 2-й фазы прессования. При этом переключается гидрораспределитель 26, дополнительно соединяя надклапанную полость Е управляемого клапана 20 со сливом. Управляемый клапан 20 мгновенно дополнительно открывается на величину, определяемую регулировкой хода электродвигателя 21 в соответствии с заданной программой. Скорость движения штока 2 с пресс-поршнем возрастает до заданного значения для 2-й фазы прессования.
Для обеспечения скоростей во 2-й фазе прессования выше среднего уровня (2-3 м/с) в момент включения 2-й фазы дополнительно переключается гидрораспределитель 7 и открывается управляемый обратный клапан 5, который может открыться и в любой другой момент осуществления 2-й фазы, т. е. может быть обеспечено ступенчатое нарастание скорости в период заполнения пресс-формы расплавом, что является целесообразным для определенной номенклатуры отливок.
Для обеспечения технологически необходимой величины скорости 2-й фазы, которая может быть и меньшей, чем достигнутая в конце 1-й фазы скорость, в момечт включения 2-й фазы подается команда на блок 19 управления для срабатывания управляемого клапана 17 торможения, который мгновенно закрывается на величину, определяемую регулировкой хода электродвигателя 27 в соответствии с заданной программой.
Для снижения динамических ударов в момент окончания заполнения пресс-формы расплавом в заданном месте по пути (по программе управления или путевым переключателем) подается команда на блок 19 управления и управляемый клапан 17 торможения частично перекрывает магистраль от полости Б на величину, определяемую заданной скоростью торможения.
Включение подпрессовки может осуществляться: по пути движения прессующего поршня (управление от датчика линейных перемещений или от путевого переключателя) ; по давлению в цилиндре прессования (управление от датчика 28 давления); с задержкой включения подпрессовки на любую величину в пределе от 0 до 1 с (при включении и «по пути и «по давлению), что обеспечивается электронным реле времени.
Подпрессовка осуществляется от аккумулятора 12 подпрессовки после срабатывания блока 15 управления и открытия
управляемого регулируемого обратного клапана 13.
Время нарастания давления подпрессовки зависит от величины открытия клапа- 5 на 13, определяемой регулировкой хода электродвигателя 16 в сзответствии с заданной программой.
Аккумулятор 12 подпрессовки выполнен с двумя поршневыми разделителями, образующими три камеры. Нижняя камера В имеет малый маневровый объем, необходимый для осуществления подпрессовки. Средняя камера Г содержит сжатый газ. Верхняя камера Д заполняется
5 жидкостью из напорной магистрали в необходимом количестве для изменения давления сжатого газа в средней камере Г от исходного уровня давления газа при первоначальной зарядке до любого необходимого уровня давления полпрессовки. Подача жидкости в нижнюю В и верхнюю Д камеры осуществляется через блок 29 управления.
После кристаллизации отлизки совершается раскрытие пресс-формы, выталки5 вание пресс-остатка из камеры прессования (не показаны) штоком с пресс- порщнем, а затем происходит возврат штока 2 в исходное положение послг переключения блоком 15 управления клапана 13 и гидрораспределителек 5, 7, 23 и 20.
0 Копаны 4, 5, 13 и 20 при этом закрываются, а управляемый обратный клапан 10 открывается поршнем цилиндра 25. Жидкость подается из аккумулятора 8 прессования (или от насоса) через обратный клапан 24 в полость Б цилиндра прессования 1, а из полости А поступает на слив через управляемый обратный клапан 10 и гидрораспределитель 11. Шток 2 возвращается в исходное положение.
0
Через блок 9 управления осуществляется
зарядка аккумулятора 8 прессования, после этого механизм прессования готов к следующему циклу.
Использование данного механизма прессо5 вания позволит расширить технологические возможности машины литья под давлением за счет независимой регулировки параметров механизма прессования. Это позволит изготовлять отливки широкой номенклатуры, повысить их качество, снизить брак.
0 Снижение гидравлических ударов в конце заполнения пресс-формы повысит долговре- менность и надежность работы машины и пресс-формы.
5Формула изобретения
Механизм прессования машины литья под давлением, содержащий цилиндр прессования, поршневая полость которого соединена через два параллельно установленных управляемых обратных клапана с аккумулятором прессования и через управляемый регулируемый обратный клапан с аккумулятором подпрессовки, а штоковая полость через управляемый клапан - со сливом и через обратный клапан - со сливом и источником давления, клапаны и гидрораспределители для управления фаза- ми прессования, отличающийся тем, что,
с целью расширения технологических возможностей машины за счет независимой регулировки параметров механизма прессования, он снабжен управляемым клапаном торможения, соединяющим штоковую полость цилиндра прессования с управляемым клапаном, при этом головка управляемого клапана выполнена конической, а аккумулятор подпрессовки выполнен с двумя поршневыми разделителями с газовой полостью между ними.
| ПЕРЕМЕШИВАЮЩЕЕ УСТРОЙСТВО | 1993 |
|
RU2082488C1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Механизм прессования машины литья под давлением | 1979 |
|
SU784984A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
