6 7
4: 4ib Ф
00
38 4.
мультипликатор 30, обеспечивающий движение поршня 3 на пути Т. При этом поршень 15 отходит назад, так как Fj/t F,/f, . Применение дополнительного мультипликатора 30 позволяет
сделать мультипликатор 14 меньшим по массе, что позволяет уменьшить время нарастания давления подпрессовки, а следовательно, улучшить качество отливок, 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм прессования для машин литья под давлением | 1974 |
|
SU478683A1 |
| Механизм прессования машины литья под давлением | 1980 |
|
SU908509A1 |
| Механизм прессования машины литья под давлением | 1980 |
|
SU891213A1 |
| Механизм прессования машины литья под давлением | 1975 |
|
SU527258A1 |
| Узел прессования машины литья под давлением | 1981 |
|
SU1026945A1 |
| Устройство для гидромеханического формообразования изделий | 1989 |
|
SU1639863A1 |
| Устройство для управления пресс-поршнем машины литья под давлением | 1987 |
|
SU1468648A1 |
| Пресс пневмогидравлический | 1988 |
|
SU1562154A1 |
| Механизм прессования машины литья под давлением | 1988 |
|
SU1560383A1 |
| Гидравлический привод пресса | 1979 |
|
SU837910A1 |
Изобретение относится к литейному производству, в частности к механизмам прессования машины литья под давлением. Целью изобретения является повьшение качества отливок за счет уменьшения времени нарастания давления подпрессовки. Механизм прессования Мультдубль содержит цилиндр прессования ,1 с мультипликатором 14, поршневая полость которого соединена с газовой полостью пневмо гидравлического аккумулятора 19, дополнительный. мультипликатор 30 и систему управления. При заполнении пресс-формы расплавом до положения II поршня 3 механизм работает традиционным образом. После прохождения поршнем 3 пути L включается мультипликатор 14, обес- печиваюшлй быстрое создание мультипликационного давления на пути Н поршня 3. Затем по команде путевого переключения 17, взаимодействующего с хвостовиком 16, гидрораспределитель 34 с помощью управляемого обратного клапана 28 включает дополнительный О)
1
Изобретение относится к литейному производству, в частности к механизмом прессования машин литья под давлением.
Цель изобретения - повышение качества отливок за счет уменьшения времени нарастания давления подпрессовк
На чертеже изображена принципиальная схема механизма прессования.
Механизм прессования содержит цилиндр 1 прессования со штоком 2 и поршнем 3. На конце штока 2 крепится прессующий поршень 4, вoздeйcтвyюшJ й на расплав 5, заливаемый в камеру 6 прессования через окно 7.
Через трубопровод 8 рабочая жидкость подводится к штоковой полости А цилиндра 1 прессования, а через трубопрооод 9, управляемый обратный клапан 10 и трубопровод I1 - к пора- невой ПОЛОС7-И Б цилиндра 1 прессования .
Трубопроводами 8 и 12 рабочая жидкость подводится в поршневую полость В поршня 13, управляющего открытием управляемого обратного клапана 10.
В поршнев то полость цилиндра 1 прессования встроен мультипликатор 14 с поршнем 15. На последнем закреп лен хвостовик 16, взаимодействуюш ш с путевым переключателем 17.
Поршневая полость Г мультипликатора 14 соединена трубопроводом 13 с газовой полостью гтевмогидравличес кого аккумулятора 19. Штоковая полость Д мультипликатора 14 трубопроводом 20 через управляемый обратный клапан 21 или через обратный клапан 22, трубопроводы 23 и 24 соединена с полостью Л цилиндра 1 прессования.
Полость управления управляемого обратного клапана 21 через блок 25 управления му.чьтипликатором 14 соеди
0
5
5 0
0
5
няется со сливной или напорной магистралями.
Полость Б цилиндра 1, прессования трубопроводом 11 через обратный клапан 26, трубопровод 27, через управляемый обратный клапан 28, трубопровод 29 соединяется с полостью сжатия Е дополнительного мультипликатора 30, в цилиндре 31 которого размещен шток с поршнем 32.
Рабочая жидкость, поступающая из напорной магистраль 33, через гидрораспределитель 34 (позиция I гидрораспределителя) подается по трубопроводу 35 в одну из полос гей управления клапана 28 (штоковую полость поршня 36); трубопроводом 37 другая полость управления клапана 28 (поршневая полость) и трубопроводом 38 поршневая полость Р дополнительного мультипликатора 30 соединены со сливной маг-истралью через этот же гидрораспределитель 34.
Полость Е дополнительного мультипликатора 30 через трубопроводы 29 и 39, обратный клапан АО, трубопровод 41 постоянно соединена с напорной магистралью 33.
При этом шток 2 с поршнем 3 цилиндра прессования занимает крайнее правое положение (положение I), поршень 15 мультипликатора 14 занимает крайнее лравое (исходное) положение, в полости Д мультипликатора 14 находится рабочая жидкость, давлением которой и усилием пружины обратный клапан 22 закрыт, управляемый обратный клапан 21 закрыт усилием пружины и давлением жидкости, поршень 13 клапана 10 занимает крайнее правое положение, управляемый обратньй клапан 10 открыт, пневмогидравличес314
кий аккумулятор 19 наполнен газом, сжатым до расчетного давления.
Гидрораспределитель 34 заниь ает исходное положение (положение I), поршень 36 клапана 28 находится в нижнем, исходном положении, обратные клапаны 26 и 40 закрыты усилием пружин, управляемый обратный клапан 28 закрыт давлением рабочей жидкости и усилием пружины, шток 32 дополнительного мультипликатора 30 давлением рабочем жидкости, заполняющей полость Е, смещен в крайнее правое исходное положение.
В таком положении механизм прессования готов к работе.
Рабочий цикл совершается следующим образом.
Рабочая жидкость под давлением подается по трубопроводу 9, открывая управляемый обратный клапан 10, по трубопроводу 11 устремляется в полость Б цилиндра 1 прессования. Из полости А в это время через трубопровод 8 осуществляется слив, вследствие чего шток 2 с поршнем 3 из позиции I перемещается на длину L в позицию II и прессующий поршень 4, воздействуя на расплав 5, запрессовьшает его в пресс-форму (не показана).
В момент остановки поршня 3 в позиции II (после заполнения пресс-формы или несколько ранее) блок 25 управления подает команду на соединение полости управления клапана 21 со сливом - рабочая жидкость, запертая до этого в полости Д, получает возможность слива через трубопровод 20, клапан 21, трубопровод 24, полость А цилиндра 1 прессования, трубопровод 8, Поршень 15 мультипликатора 14 под воздействием сжатого газа совершает рабочий ход, достаточный, чтобы поднять давление рабочей жидкости в полости Б цилиндра 1 прессования до заданной величины, при этом управляе- мьй обратный клапан 10 усилием пружины и возросшего давления рабочей жидкости в полости Б мгновенно закрывается. Совершается процесс подпрес- совки - шток 2 с поршнем 3 совершает ход Н.
В процессе кристаллизации отливки объем ее уменьшается и чем больше масса отливки, тем больше объем усадки, компенсировать которую необходимо дополнительным ходом штока 2 с поршнем 3 на величину Т, для чего в
4Д98
полость Б нео ходимо подать дополнительную порцию рабочей жидкости,сжатой до расчетного давления.
При малых габаритах мультипликатора 14 он, выбрав рабочий ход, не может обеспечить дополнительную подачу рабочей жидкости, его функция - с минимальным временем произвести подпресQ совку, т.е. поднять давление рабочей жидкости до расчетной величины в полости Б цилиндра 1 прессования. Дальнейшую подачу рабочей жидкости в полость Б осуществляет допол5 кительный мультипликатор 30, рассчитанный таким образом, что он способен подать рабочую жид- Кость в полость Б цилиндра 1 прессо- пания под давлением, несколько пре„ Бьш1аюгцим максимальное давление, развиваемое мультипликатором 14,
Включение вспомогательного мультипликатора осуществляется следующим образом.
5 Как только поршень 15 мультипликатора 14 начнет движение влево,хвостовик 16, левым концом жестко связанный с поршнем 15, воздействует на путевой переключатель 17. Последний
Q подае- команду на включение гидрораспределителя 34, который переключается в положение II, соединяя напорную магистраль 33 с трубопроводами 37 и 38, а трубопровод 35 - со сливом.
Рабочая жидкость из магистрали 33 проходит по трубопроводу 37 в поршневую полость управления управляемого обратного клапана 28 и открывает его. При этом рабочая жидкость из штоковой полости управления клапана 28 по трубопроводу 35 через гидрораспределитель 34 сливается в бак, из трубопровода 38 рабочая жидкость попадает в полость Р дополнительного мультипликатора 30, перемещая поршень 32 влево, мультиплицируя в результате этого движения Давление рабочей жидкости в полости Е, которая по трубопрю- воду 29 через принудительный открытый клапан 28, трубопровод 27, обратный клапан 26, трубопровод 11 попа-- дает в полость Б цилиндра 1 пре ссо- вания, обеспечивая штоку 2 с поршнем 3 возможность сделать дополнитель;НЫй
ход Т. компенсировать утечку рабочей жидкости из полости Б. При этрм величина мультиплицированного давления в полости Б определяется мультигши0
5
0
514
кагором 14, шток-пг, 15 которого с подачей рабочей жидкости от дополнительного N-г льтипликатора 39 начинает перемещаться вправо.
В случае подачи значительного ко- Л1тчества рабочей жидкости из полости Е в полость Б и малого расхода ее на перемещение штока 2 с поршнем 3 в позицию III (окончания усадки птлив- ки) и малых утечек через угпотнитель ные и запорные элементы, излшиек рабочей жидкости, воздействуя на поршень 15, выдвинутый в полость Б, может вернуть последний в исходное (правое) положение, после чего хвостовик 16, взаимодействуя на путевой переключатель 17, заставляет последний выдать команду на переключение гидрораспределителя 34 в исходное положение. Команда на переключение гидрораспределителя 34 в исходное положение (положение I) подается и после окончания кристаллизации отливки, перед открытием пресс-формы.
При переключении гидрораспреде- лйтеля 34 в положение I (исходное) рабочая жидкость из напорной магистрали 33 попадает в штоковую полость управления клапана 28 по трубопоово- ду 35, а из поршневой полости управления по трубопроводу 37 через гидрораспределитель 34 сливается в бак. При этом клапан 28 усушием пружинь; и давлением постоянно подведенной в полость Е рабочей жидкости закрывается и подача мупьтипли1 1 Фованного давления в полость Б из полости Е прекращается. Одновременно полость Р через трубопровод 38 и гидрораспре делитель ЗА соединяется со сливом; из напорной маП1Страли 33 по трубопроводу 41, через обратный клапан 40, Tpy6onpono;Tj3i 39 и 29 рабочая жидкость устремляется в полость Е,и, заполняя ее, перемещает поршень 32 в исходное (правое) положение,
Рабоч1-гй цикл рсп1эмогательного мультипликатора 30 на этом заканчивается до подачи нового сигнала пу- тевым переключателем 17 на г идрорас- пределитель 34,
После окончания кристаллизации отливки, перед раскрытием пресс-формы блок 25 управления включает подвод рабочей жидкости в полость управления клапана 21, совместным усилием пружины и давлением рабочей жидкости закрьшая его, после чего слив жидкос44986
ти из полости Д прекращается - происходит отсечка мультипликации.
При раскрытии пресс-формы шток 2
с поршнем 3 под действием рабочей жидкости, подаваемой через трубопровод 9, управляемый обратный клапан 10 и трубопровод 11 в полость Б, перемещается влево до упора, помагая
10 выталкивать отливку из неподвижной половины пресс-формы, после чего трубопровод 8 соединяется с напорной магистралью, а трубопровод 9 - со сливной.
ЬРабочая жидкость по трубопроводу
8 попадает в полость А цилиндра 1 прессования, по трубопрооду 12 - в полость управления В клапана 10 и, 11ереме цая поршень 13 вправо, откры20 вает управляемый обратный клапан 10, соединяя полость Б со сливом.
При этом шток 2 с поршнем 3 перемещается вправо до упора в шток мультипликатора 14.
25
Рабочая жидкость попадает из полости А через тpyбo Ipoвoды 24 и 23, обратный клапан 22, трубопровод 20 в полость Ц мультипликатора 14 и местным усилием со штоком 2 и поршнем 3 возвращает поршень 15 мультиг пликатора 14 в правое исходное поло- жение, вытесняя газ из полости Г через трубопровод 18 в пневмогидрав- ;шческий аккумулятор 19,
35
0
5
0
5
На этом рабочий цикл механизма прессования заканчивается.
Использование предлагаемого механизма позволяет обеспечить минимальное время нарастания давления под- прессовки при наименьших пиках давления Б поршневой полости цилиндра прессования, длительное поддержание мульгигшицированного давления на заданном уровне, уменьшение габаритов пневмогидравлического аккумулятора, уменьшение проходных сечений трубопроводов, управляемого обратного клапана 21 и обратного клапана 22, значительное уменьшение массы первого мультипликатора.
Уменьшение времени нарастания под- прессовки позволяет отливать на маяш- нах для литья под давлением более плотные и тонкостенные отливки из различных сплавов, т.е. повысить нх качество.
7 Формула изобретенн
/ .
Механизм прессования машины
литья под давлением, содержащий цилиндр прессования, мультипликатор со штоком и поршнем, поршневая полость которого соединена с газовой полостью пневмогидравлического аккумулятора, сливную и напорную магистрали и систему управления, отличающийся тем, что, с целью повьш1ения качества отливок за счет уменьшения времени нарастания давления подпрессовки, он снабжен дополни- тельным мультипликатором, двумя обратными клапанами, управляемым обратным клапаном с двумя полостями управления, гидрораспределителем к путевым переключателем, при этом полость ежа- тия дополнительного мультипликатора соединена с напорной магистралью чере обратный клапан и с поршневой поло-
стью цилиндра прессования через управ14
я
152о Д (i з ,
1 4/. 988
ляемьй обратный клапан и другой обратньй клапан, поршневая полость дополнительного мультипликатора соединена с одной из полостей управления обратного клапана и через гидрораспределитель - с напорной и сливной магистралями,,а другая полость управления обратного клапана соединена 0 с напорной и сливной магистралями че рез гидрораспределитель, кроме того, поршень первого мультипликатора выполнен с хвостовиком, установленным с возможностью взаимодействия с путевым переключателем, а площади штоков и поршней мультипликаторов выбирают из условия
Fjf F,/f, ,
площади поршней первого и дополнительного мульти пликаторов;
площади штоков мультипликаторов.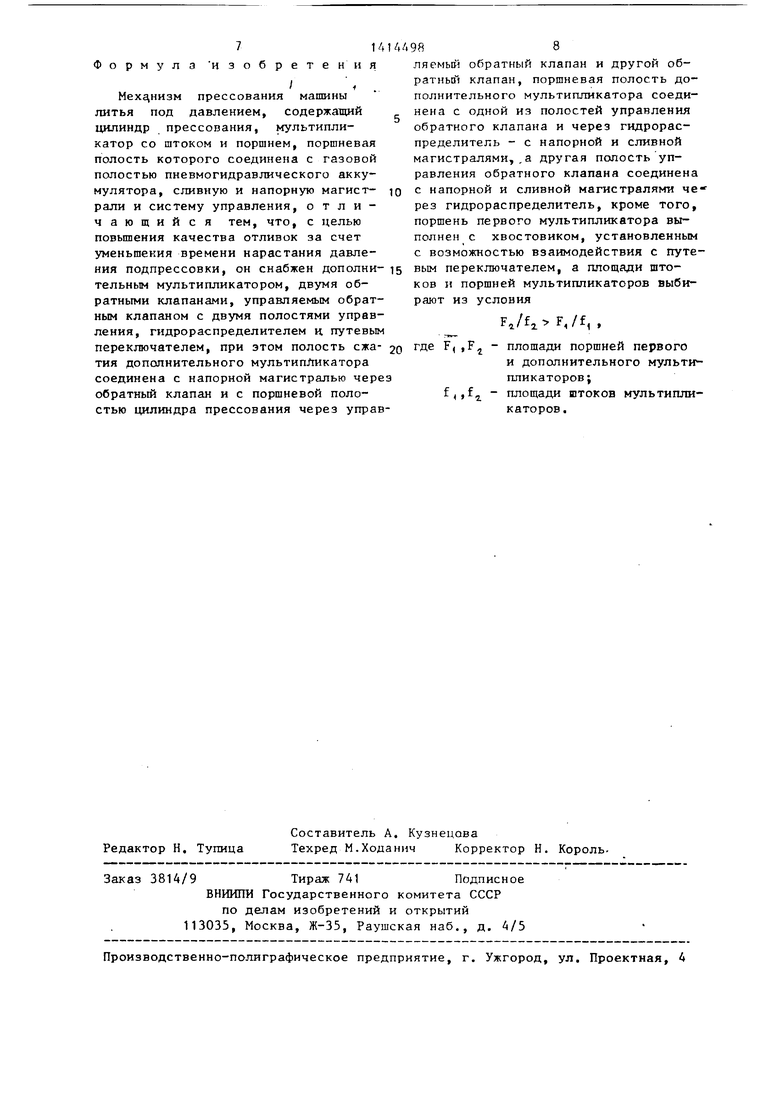
| Механизм прессования машины литья под давлением | 1980 |
|
SU908509A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Механизм прессования машины литья под давлением | 1982 |
|
SU1077696A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
