Изобретение относится к станкостроению, а именно к системам автоматической обработки изделий.
Цель изобретения - повышение производительности за счет сокращения времени смены всего комплекта инструмента на станках и сокращение производственной площади.
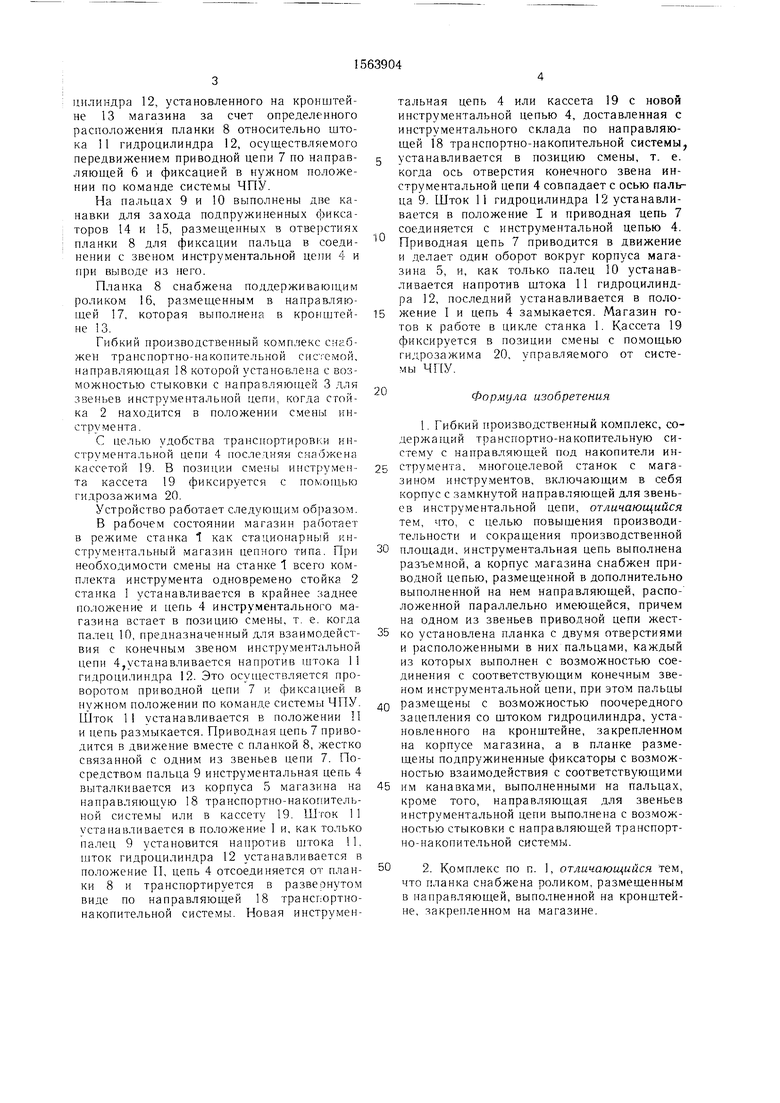
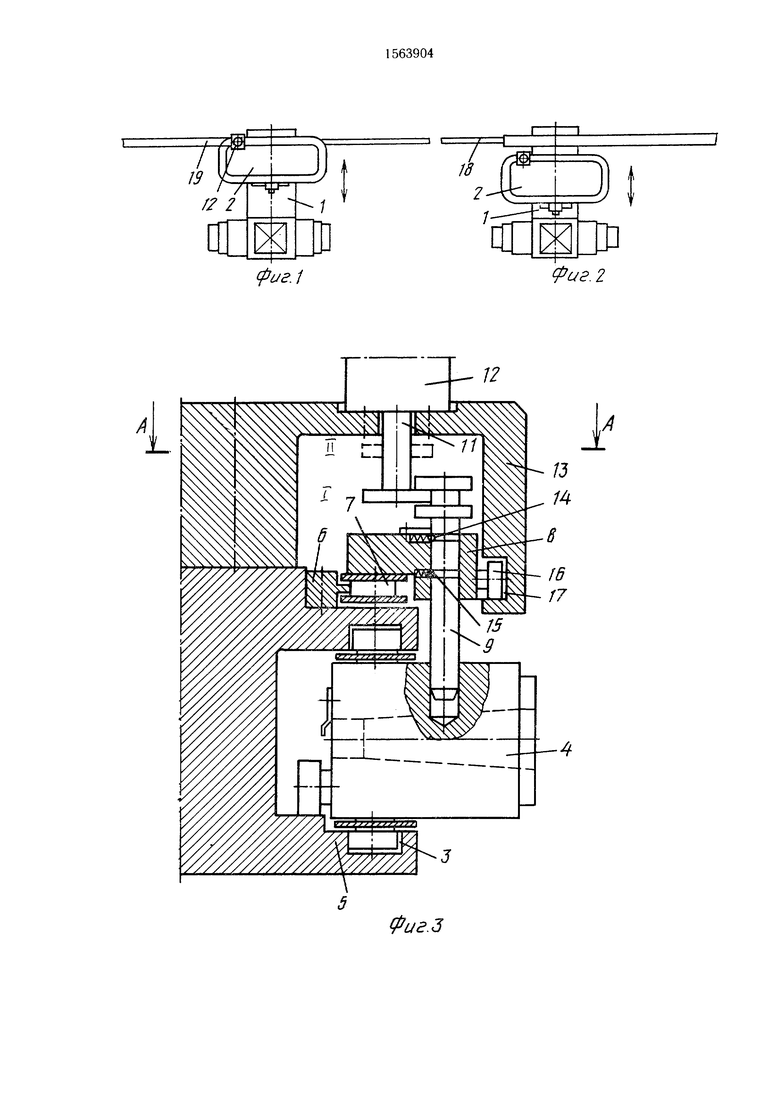
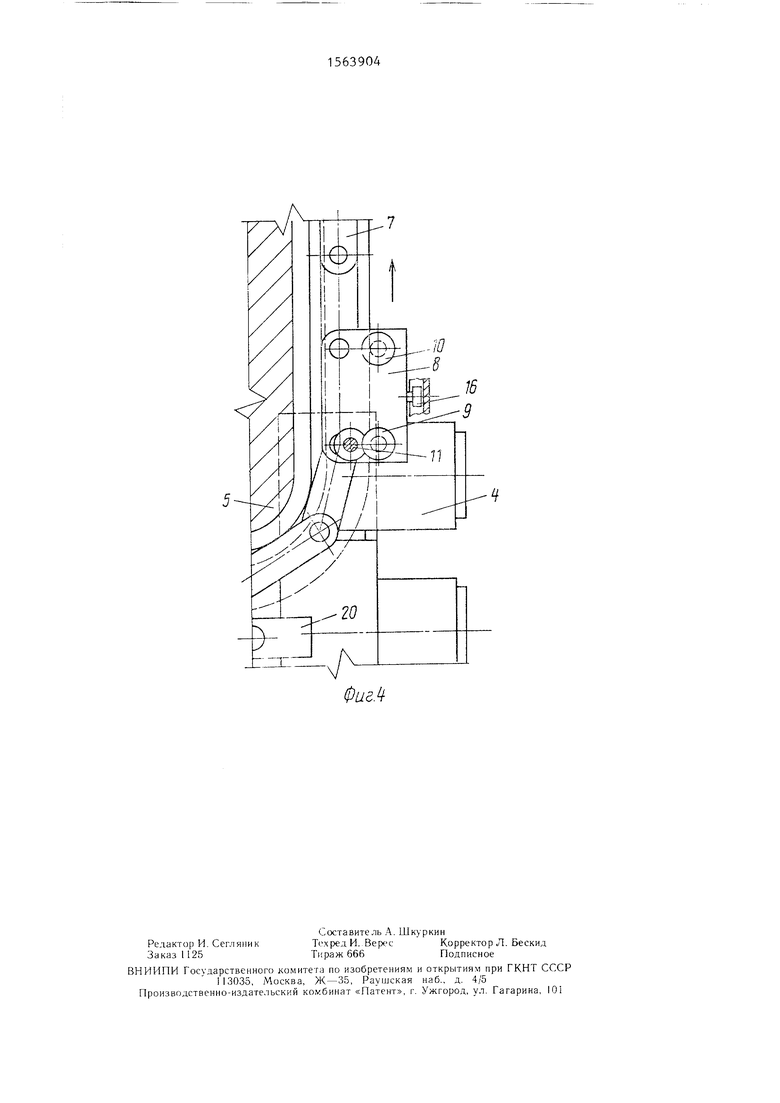
На фиг. 1 изображен общий вид гибкого производственного комплекса в положении смены инструмента, вид сверху; на фиг. 2 - то же, при рабочем положении стойки станка; на фиг. 3 - устройство размыкания цепи; на фиг. 4 - сечение А-А на фиг. 3.
Гибкий производственный комплекс представляет собой многоцелевой станок 1, содержащий стойку 2, установленную с возможностью возвратно-поступательного перемещения. Замкнутая направляющая 3 для звеньев инструментальной цепи 4 размещена
на корпусе 5 магазина инструментов, на котором также укреплена дополнительная направляющая 6 для приводной цепи 7, выполненной с возможностью перемещения параллельно инструментальной цепи 4. Одно из звеньев приводной цепи 7 жестко соединено с планкой 8, имеющей два отверстия для размещения пальцев 9 и 10. Инструментальная цепь 4 выполнена разъемной, а пальцы 9 и 10 выполнены с возможностью соединения с соответствующими конечными звеньями инструментальной цепи 4. Одно из звеньев приводной цепи 7 жестко соединено с планкой 8, имеющей два отверстия для размещения пальцев 9 и 10. Инструментальная цепь 4 выполнена разъемной, а пальцы 9 и 10 выполнены с возможностью соединения с соответствующими конечными звеньями инструментальной цепи 4. Пальцы 9 и 10 имеют возможность поочередного соединения со штоком 11 гидросд
35
со со
цилиндра 12, установленного на кронштейне 13 магазина за счет определенного расположения планки 8 относительно штока 11 гидроцилиндра 12, осуществляемого передвижением приводной цепи 7 по направляющей 6 и фиксацией в нужном положении по команде системы ЧПУ.
На пальцах 9 и 10 выполнены две канавки для захода подпружиненных фиксаторов 14 и 15, размещенных в отверстиях планки 8 для фиксации пальца в соединении с звеном инструментальной цепи 4 и при выводе из него.
Планка 8 снабжена поддерживающим роликом 16, размещенным в направляющей 17, которая выполнена в кронштейне 13.
Гибкий производственный комплекс снабжен транспортно-накопительной системой, направляющая 18 которой установлена с возможностью стыковки с направляющей 3 для звеньев инструментальной цепи, когда стойка 2 находится в положении смены инструмента.
С целью удобства транспортировки инструментальной цепи 4 последняя снабжена кассетой 19. В позиции смены инструмента кассета 19 фиксируется с помощью гидрозажима 20.
Устройство работает следующим образом. В рабочем состоянии магазин работает в режиме станка 1 как стационарный инструментальный магазин цепного типа. При необходимости смены на станке 1 всего комплекта инструмента одновремено стойка 2 станка 1 устанавливается в крайнее заднее положение и цепь 4 инструментального магазина встает в позицию смены, т. е. когда палец 10, предназначенный для взаимодействия с конечным звеном инструментальной цепи 4,устанавливается напротив штока 11 гидроцилиндра 12. Это осуществляется про- воротом приводной цепи 7 и фиксацией в нужном положении по команде системы ЧПУ. Шток 11 устанавливается в положении II и цепь размыкается. Приводная цепь 7 приводится в движение вместе с планкой 8, жестко связанной с одним из звеньев цепи 7. Посредством пальца 9 инструментальная цепь 4 выталкивается из корпуса 5 магазина на направляющую 18 транспортно-накопительной системы или в кассету 19. Шток 11 устанавливается в положение I и, как только палец 9 установится напротив штока 11, шток гидроцилиндра 12 устанавливается в положение II, цепь 4 отсоединяется от планки 8 и транспортируется в развернутом виде по направляющей 18 транспортно- накопительной системы. Новая инструментальная цепь 4 или кассета 19 с новой инструментальной цепью 4, доставленная с инструментального склада по направляющей 18 транспортно-накопительной системы,
устанавливается в позицию смены, т. е. когда ось отверстия конечного звена инструментальной цепи 4 совпадает с осью пальца 9. Шток 11 гидроцилиндра 12 устанавливается в положение I и приводная цепь 7 соединяется с инструментальной цепью 4. Приводная цепь 7 приводится в движение и делает один оборот вокруг корпуса магазина 5, и, как только палец 10 устанавливается напротив штока 11 гидроцилиндра 12, последний устанавливается в положение I и цепь 4 замыкается. Магазин готов к работе в цикле станка 1. Кассета 19 фиксируется в позиции смены с помощью гидрозажима 20, управляемого от системы ЧПУ.
20
Формула изобретения
1. Гибкий производственный комплекс, содержащий транспортно-накопительную систему с направляющей под накопители ин5 струмента, многоцелевой станок с магазином инструментов, включающим в себя корпус с замкнутой направляющей для звеньев инструментальной цепи, отличающийся тем, что, с целью повышения производительности и сокращения производственной
0 площади, инструментальная цепь выполнена разъемной, а корпус магазина снабжен приводной цепью, размещенной в дополнительно выполненной на нем направляющей, расположенной параллельно имеющейся, причем на одном из звеньев приводной цепи жест5 ко установлена планка с двумя отверстиями и расположенными в них пальцами, каждый из которых выполнен с возможностью соединения с соответствующим конечным звеном инструментальной цепи, при этом пальцы
0 размещены с возможностью поочередного зацепления со штоком гидроцилиндра, установленного на кронштейне, закрепленном на корпусе магазина, а в планке размещены подпружиненные фиксаторы с возможностью взаимодействия с соответствующими
5 им канавками, выполненными на пальцах, кроме того, направляющая для звеньев инструментальной цепи выполнена с возможностью стыковки с направляющей транспортно-накопительной системы.
0 2. Комплекс по п. 1, отличающийся тем, что планка снабжена роликом, размещенным в направляющей, выполненной на кронштейне, закрепленном на магазине.
5
N
|Ш
7
N)
э-й
§
NO
е
4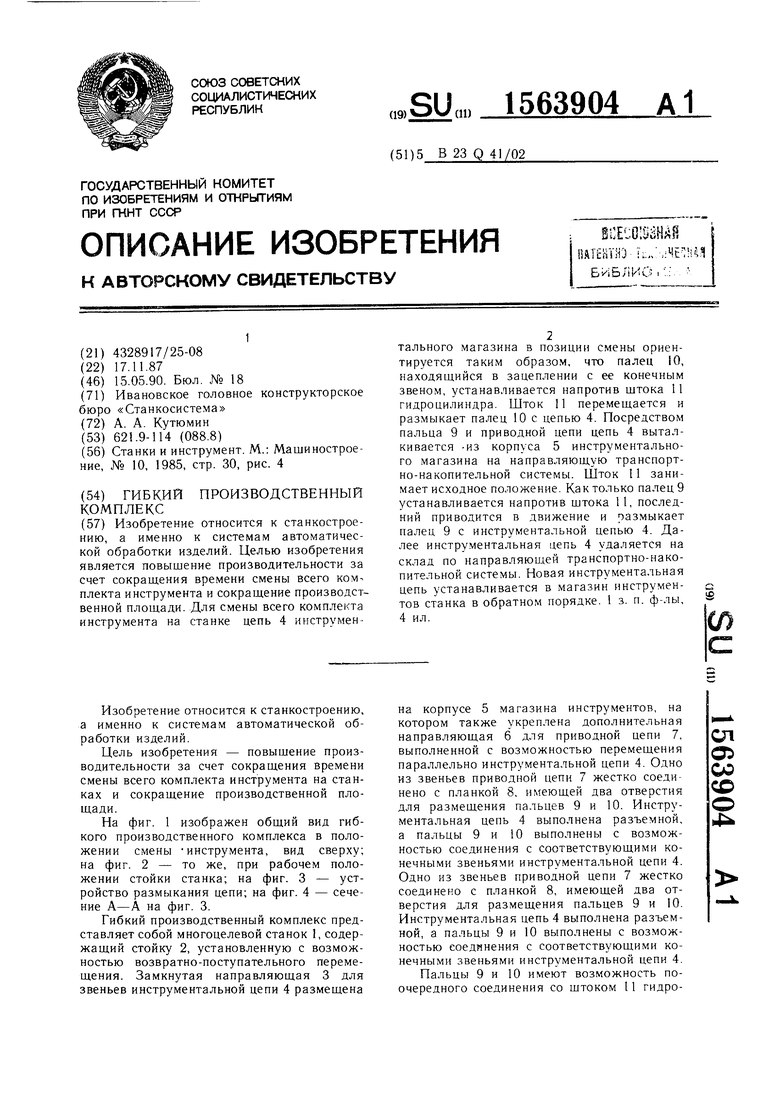
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок | 1987 |
|
SU1469729A1 |
| Инструментальный магазин | 1986 |
|
SU1421482A1 |
| Устройство автоматической смены инструментов многоцелевого станка | 1987 |
|
SU1484568A1 |
| Автоматическая линия | 1984 |
|
SU1187962A1 |
| Металлорежущий станок с автоматической сменой инструментов и инструментальных магазинов | 1984 |
|
SU1519860A1 |
| Многоцелевой металлорежущий станок | 1982 |
|
SU1060399A1 |
| Инструментальный магазин | 1990 |
|
SU1803304A1 |
| Гибкая производственная система | 1988 |
|
SU1780992A1 |
| Гибкая производственная система | 1985 |
|
SU1321549A1 |
| Токарный станок с устройством для автоматической смены инструмента | 1977 |
|
SU763066A1 |
Изобретение относится к станкостроению, а именно к системам автоматической обработки изделий. Целью изобретения является повышение производительности за счет сокращения времени смены всего комплекта инструмента и сокращение производственной площади. Для смены всего комплекта инструмента на станке цепь 4 инструментального магазина в позиции смены ориентируется таким образом, что палец 10, находящийся в зацеплении с ее конечным звеном, устанавливается напротив штока 11 гидроцилиндра. Шток 11 перемещается и размыкает палец 10 с цепью 4. Посредством пальца 9 и приводной цепи цепь 4 выталкивается из корпуса 5 инструментального магазина на направляющую транспортно-накопительной системы. Шток 11 занимает исходное положение. Как только палец 9 устанавливается напротив штока 11, последний приводится в движение и размыкает палец 9 с инструментальной цепью 4. Далее инструментальная цепь 4 удаляется на склад по направляющей транспортно-накопительной системы. Новая инструментальная цепь устанавливается в магазин инструментов станка в обратном порядке. 1 з.п. ф-лы, 4 ил.
Фие4
| Станки и инструмент | |||
| М.: Машиностроение, № 10, 1985, стр | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
