/ 4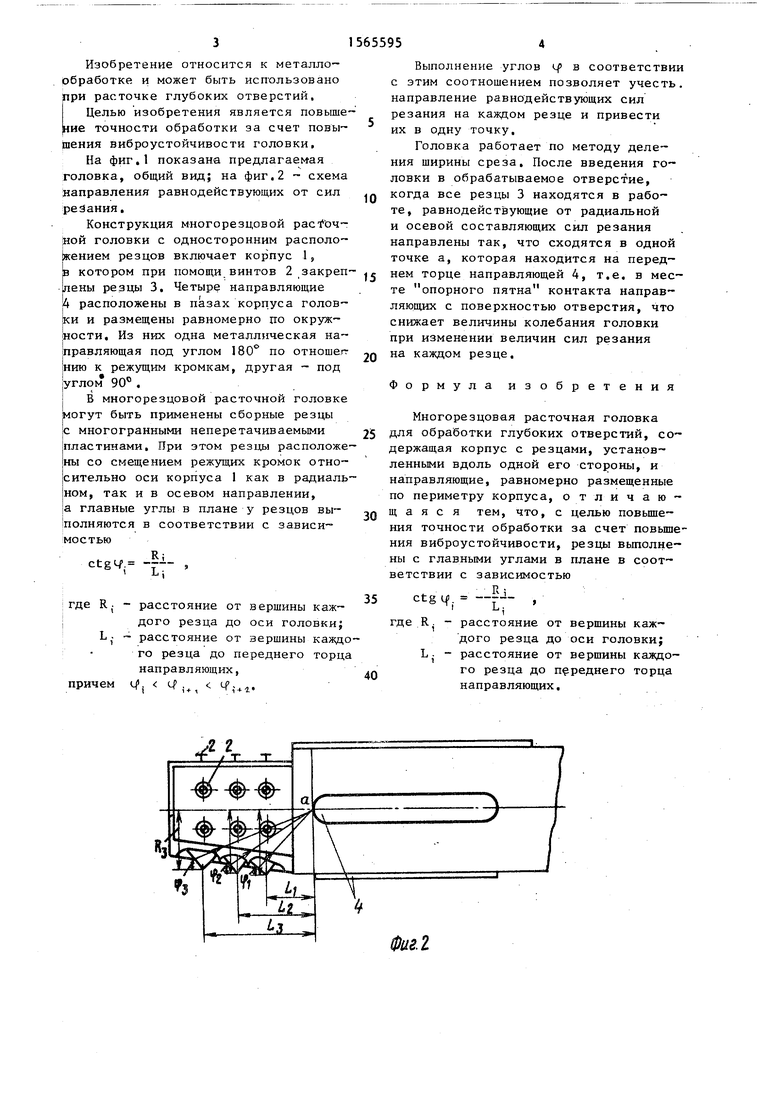
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСТОЧНАЯ ГОЛОВКА | 1994 |
|
RU2104827C1 |
| Расточная оправка | 1975 |
|
SU747622A1 |
| Расточное устройство | 1989 |
|
SU1704943A1 |
| Расточная оправка | 1977 |
|
SU651898A2 |
| Расточная головка | 1991 |
|
SU1814985A1 |
| Способ расточки внутренней фасонной поверхности детали и устройство для его осуществления | 1989 |
|
SU1779473A1 |
| Расточная головка | 1987 |
|
SU1509189A1 |
| Двухрезцовое устройство для обработки отверстий | 2022 |
|
RU2818064C1 |
| Расточная головка | 1986 |
|
SU1366306A2 |
| Резцовая головка | 1978 |
|
SU774805A1 |
Изобретение относится к металлообработке и может быть использовано при расточке глубоких отверстий. Целью изобретения является повышение точности обработки за счет повышения виброустойчивости головки. В корпусе 1 закреплены резцы 3 и направляющие 4. Главные углы в плане у резцов выполняются в соответствии с зависимостью CTG φI = RI/LI, где RI - расстояние от вершины каждого резца до оси головки
LI - расстояние от вершины каждого резца до переднего торца направляющих, что позволяет осуществить схождение равнодействующих от радиальной к осевой составляющей на каждом резце 3 в одной точке "а", находящейся на переднем торце направляющей 4, что позволяет снизить величину колебания головки, т.е. повысить ее виброустойчивость. 2 ил.
О1 О СП СП
со
СП
Изобретение относится к металлообработке и может быть использовано при расточке глубоких отверстий.
Целью изобретения является повыше |ние точности обработки за счет повышения виброустойчивости головки.
На фиг.1 показана предлагаемая головка, общий вид; на фиг.2 - схема направления равнодействующих от сил резания.
Конструкция многорезцовой Вой головки с односторонним располо- кением резцов включает корпус 1,
котором при помощи винтов 2 закреп 1ены резцы 3. Четыре направляющие
расположены в пазах корпуса голов- 1ки и размещены равномерно гго окружности. Из них одна металлическая направляющая под углом 180° по отношег- нию к режущим кромкам, другая - под углом 90°.
В многорезцовой расточной головке могут быть применены сборные резцы |с многогранными неперетачиваемыми пластинами. При этом резцы расположены со смещением режущих кромок относительно оси корпуса 1 как в радиальном, так и в осевом направлении, ia главные углы в плане у резцов вы- полняются в соответствии с зависимостью
Ri Li
ctg4
- расстояние от вершины каждого резца до оси головки; расстояние от вершины каждого резца до переднего торца направляющих,
(J. J и
t 1+1 1 «
0
0
Выполнение углов ср в соответствии с этим соотношением позволяет учесть, направление равнодействующих сил резания на каждом резце и привести их в одну точку.
Головка работает по методу деления ширины среза. После введения головки в обрабатываемое отверстие, когда все резцы 3 находятся в работе,
равнодействующие от радиальной
и осевой составляющих сил резания направлены так, что сходятся в одной точке а, которая находится на перед- 5 нем торце направляющей 4, т.е. в месте опорного пятна контакта направляющих с поверхностью отверстия, что снижает величины колебания головки при изменении величин сил резания на каждом резце.
Формула изобретени
Многорезцовая расточная головка для обработки глубоких отверстий, содержащая корпус с резцами, установленными вдоль одной его стороны, и направляющие, равномерно размещенные по периметру корпуса, отличаю- щ а я с я тем, что, с целью повышения точности обработки за счет повышения виброустойчивости, резцы выполнены с главными углами в плане в соответствии с зависимостью
ctg ц. где R ij
L,
расстояние от вершины каждого резца до оси головки; расстояние от вершины каждого резца до переднего торца направляющих.
Фиг. 2
| Минков М.А | |||
| Технология изготов- лАшя глубоких точных отверстий,-М | |||
| -Л.: Машиностроение, 1965, с.106, | |||
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
