Изобретение относится к устройствам обслуживания машин для литья под давлением и предназначено для выемки литников из литниковых каналов пресс-формы литьевых агрегатов, используемых например, при изготовлении обуви из поливинилхло- ридного материала на предприятиях обувной промышленности.
Целью изобретения является повышение надежности выемки литников из поливи- нилхлорида
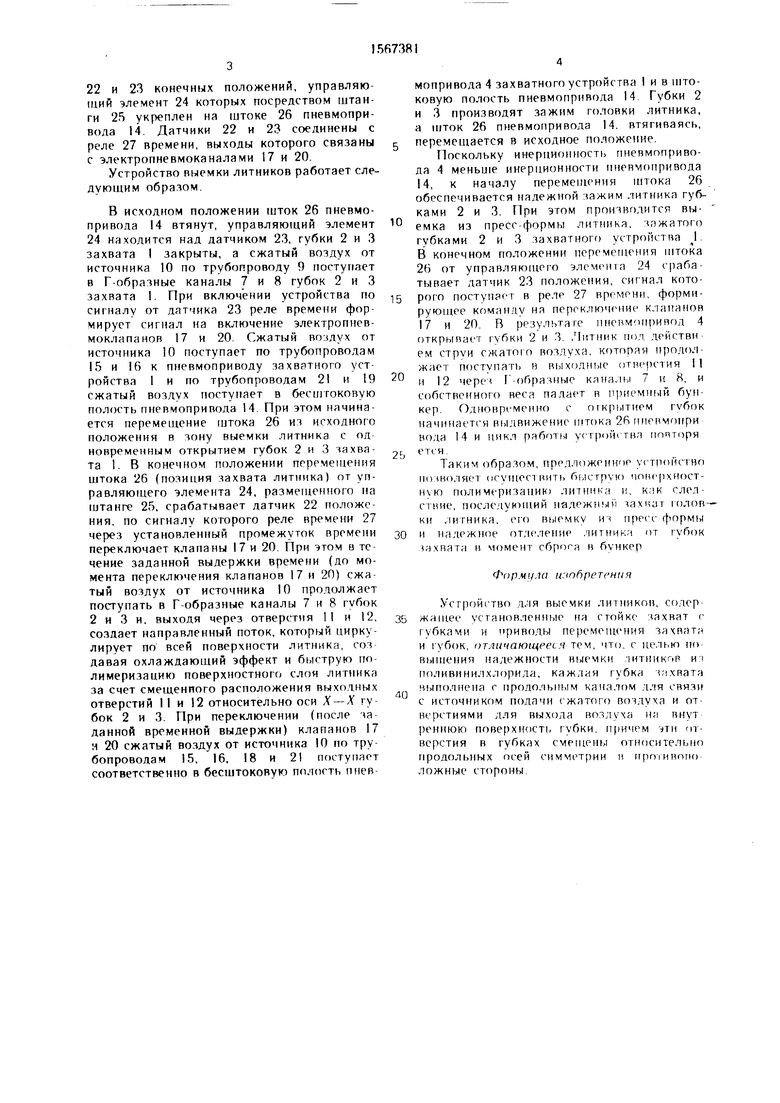
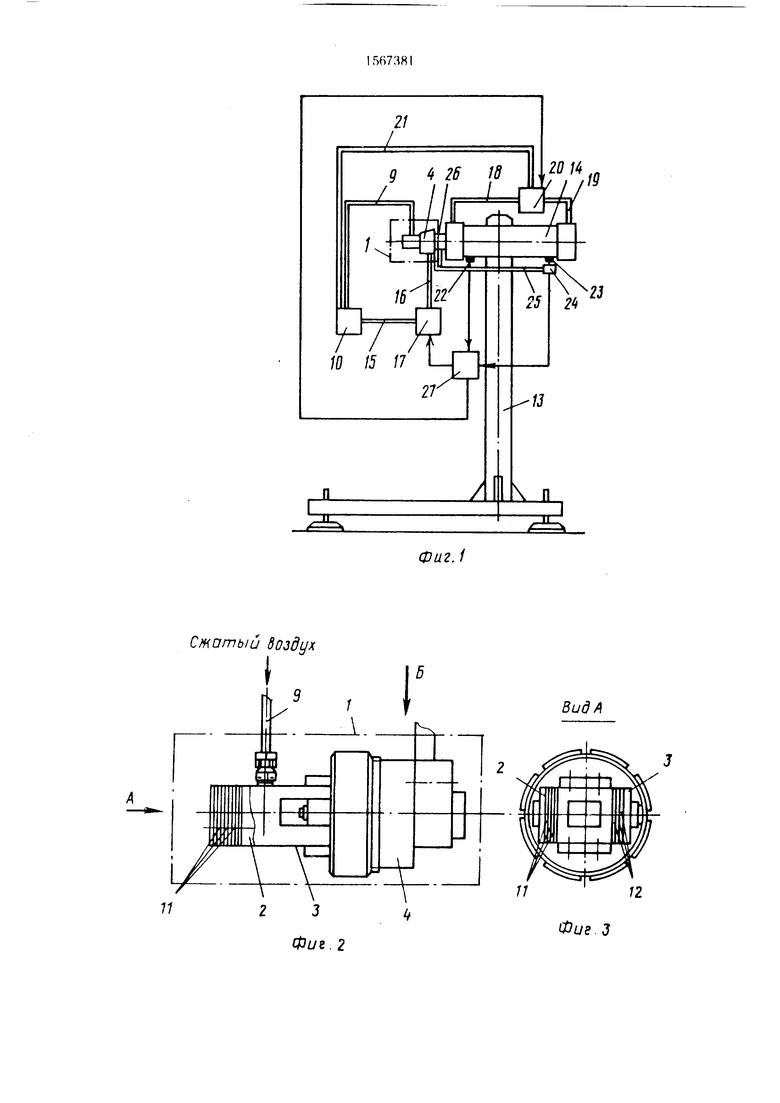
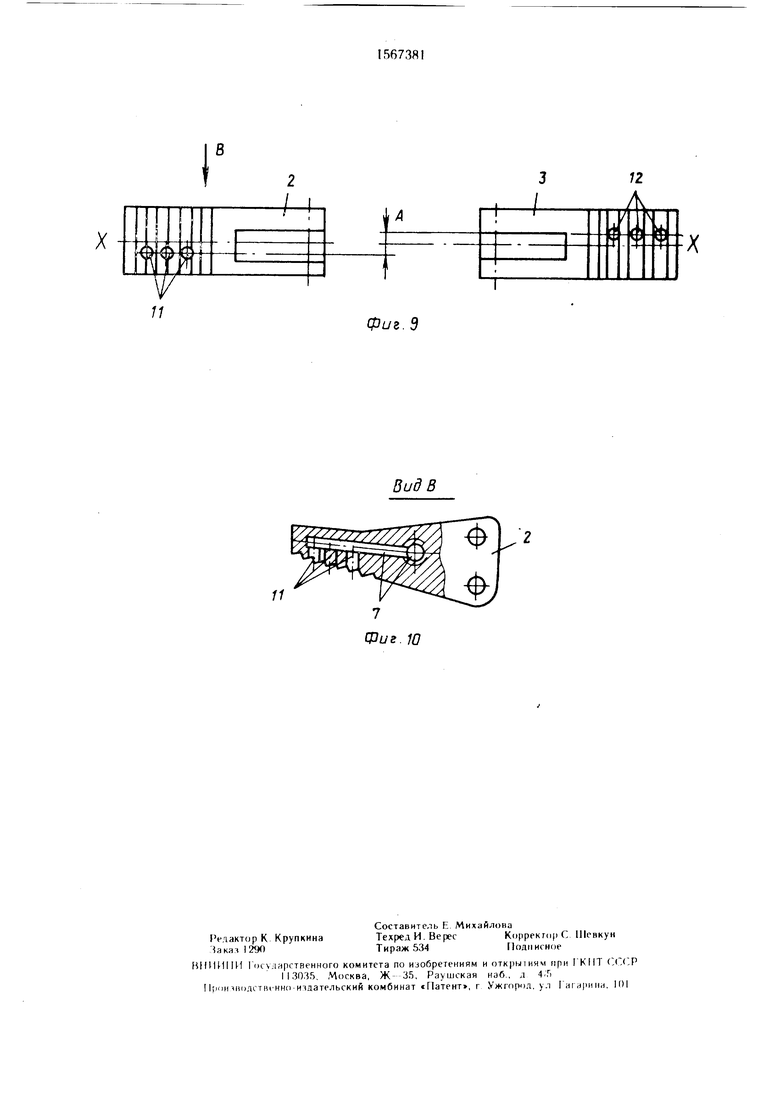
На фиг I представлено устройство для выемки литников, общий вид; на фиг 2 - захват, общий вид; на фиг. 3 - вид по стрелке А на фиг. 2; на фиг. 4 - вид по стрелке Б на фиг. 2; на фиг. 5 - расположение литника; на фиг. 6 - направление движения охлаждающего потока воздуха; на фиг 7 - пространственное изображение губок, на фиг. 8 - пространственное изображение канала с сообщающимися с ним отверстиями; на фиг. 9 - изображение губок с разворотом на 180° относительно друг друга, на фиг 10 - вид по стрелке R на фиг 9
Устройство для выемки литников содержит захват 1, включающий губки 2 и 3 для зажима литников и пневмопривод 4 для закрытия губок захвата Губки 2 и 3 соединены с пневмоприводом 4 посредством шарниров 5 и 6 В каждой губке 2 и 3 выполнены Г-образные каналы 7 и 8, соответственно соединенные гибким трубопроводом 9 с источником 10 сжатого воздуха. С каналом 7 сообщаются отверстия II, смещенные вниз от продольной оси X - X губки 2, а с каналом 8 сообщаются отверстия 12, смещенные вверх от продольной оси X- X губки 3. Устройство включает также укрепленный на стойке 13 пневмопривод 14, предназначенный для возвратно- поступательного перемещения захвата 1, связанного с пневмоприводом 14.
Пневмопривод 4 связан с источником 10 сжатого воздуха через трубопроводы 15 и 16 и электропневмоклапан 17, а пневмопривод 14 связан с источником 10 сжатого воздуха через трубопроводы 18 и 19, электропневмоклапан 20 и трубопровод 21 На корпусе пневмопривода 14 укреплены датчики
СЛ
О
J
GO
00
22 и 23 конечных положений, управляющий элемент 24 которых посредством штанги 25 укреплен на штоке 26 пневмопривода 14. Датчики 22 и 23 соединены с реле 27 времени, выходы которого связаны с электропневмоканалами 17 и 20.
Устройство выемки литников работает следующим образом.
В исходном положении шток 26 пневмопривода 14 втянут, управляющий элемент 24 находится над датчиком 23, губки 2 и 3 захвата 1 закрыты, а сжатый воздух от источника 10 по трубопроводу 9 поступает в Г-образные каналы 7 и 8 губок 2 и 3 захвата 1. При включении устройства по сигналу от датчика 23 реле времени формирует сигнал на включение электропнев- моклапанов 17 и 20. Сжатый воздух от источника 10 поступает по трубопроводам 15 и 16 к пневмоприводу захватного устройства 1 и по трубопроводам 21 и 19 сжатый воздух поступает в бесш токовую полость пневмопривода 14 При этом начинается перемещение штока 26 из исходного положения в зону выемки литника с одновременным открытием губок 2 и 3 захвата 1. В конечном положении перемещения штока 26 (позиция захвата литника) от управляющего элемента 24, размешенного на штанге 25, срабатывает датчик 22 положения, по сигналу которого реле времени 27 через установленный промежуток времени переключает клапаны 17 и 20. При этом в течение заданной выдержки времени (до момента переключения клапанов 17 и 20) сжатый воздух от источника 10 продолжает поступать в Г-образные каналы 7 и 8 губок 2 и 3 и, выходя через отверстия 11 и 12, создает направленный поток, который циркулирует по всей поверхности ЛИТНИКЕ, соз давая охлаждающий эффект и быструю полимеризацию поверхностного слоя литника за счет смещенного расположения выхоаных отверстий II и 12 относительно оси X - X губок 2 и 3. При переключении (после заданной временной выдержки) клапанов 17 и 20 сжатый воздух от источника 10 по тру бопроводам 15, 16, 18 и 21 поступает соответственно в бесштоковую полость пневмопривода 4 захватного устройства I и в што- ковую полость пневмопривода 14 Губки 2 и 3 производят зажим головки литника, а шток 26 пневмопривода 14. втягиваясь,
перемещается в исходное положение.
Поскольку инерционность пневмопривода 4 меньше инерционности пневмопривода 14, к началу перемещения ппока 26 обеспечивается надежной зажим лигника губками 2 и 3. При этом производится выемка из пресс-формы литника, зажатого губками 2 и 3 захватного устройства J В конечном положении перемещения штока 26 от управляющего элемента 24 срабатывает датчик 23 положения, сигнал которого поступает в реле 27 времени, формирующее команду на переключение клапанов 17 и 20. В результате пневмопривод 4 открывает губки 2 и 3 Литник пол дейгтви ем струи сжатою воздуха, которая продолжает поступать в выходные отверстия 11
ои 12 чере Г-образные каналы 7 и 8, и
собственного веса падает в приемный бункер Одновременно с открытием губок начинается выдвижение штока 26 пневмонри вода 14 и никл работы устрожтва поп торн
Ь
Таким образом, предложенное устройство
иошоляет осуществить быструю поверхностную полимеризацию литника и, как следствие, последующий надежным захват толов - ки литника, его выемку и пресс формы 0 и надежное отделение литника от губок охвата в момент сброса в бункер
Формула изобретения
Устройство для выемки литников, содер 5 ж а шее установленные на стойке захват губками и приводы перемещения захвата и тубок, отличающееся тем, что, с целью по вышения надежности выемки ТИТННКОР и i поливинилхлорила, каждая губка охвата выполнена с продольным каналом для связи с источником подачи сжатого воздуха и отверстиями для выхода воздуха ня пнут рентою поверхность губки, причем эти отверстия в губках смещены относительно продольных осей симметрии в прошвопо ложные стороны
0
Статый воздух
Вид А
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство выемки литников | 1989 |
|
SU1627409A1 |
| Устройство для подачи заготовок | 1979 |
|
SU880577A1 |
| ЗАХВАТ МАНИПУЛЯТОРА | 2001 |
|
RU2207246C1 |
| Устройство для монтажа радиодеталей на печатную плату | 1985 |
|
SU1412027A1 |
| Измерительная захватная головка манипулятора | 1987 |
|
SU1393634A1 |
| Захватное устройство | 1985 |
|
SU1296405A1 |
| Робототехнологический комплекс | 1985 |
|
SU1271742A1 |
| Устройство для формовки выводов микросхемы и узел центровки микросхем для этого устройства | 2016 |
|
RU2644020C1 |
| Схват промышленного робота | 1984 |
|
SU1255426A1 |
| Измерительный схват | 1986 |
|
SU1395481A1 |
Изобретение относится к устройствам обслуживания машин для литья под давлением и предназначено для выемки литников из литниковых каналов пресс-формы. Цель изобретения - повышение надежности выемки литников из пливинилхлорида. Для этого каждая губка захвата выполнена с продольным каналом для связи с источником подачи сжатого водуха и отверстиями для выхода воздуха на внутреннюю поверхность губки. Эти отверстия в губках смещены относительно продольных осей симметрии в противоположные стороны. 10 ил.
11
2 3
Фиг. 2
}
Видб
Литник3
ФиеЛ
Фие 6
Литник
Раг5
Фие. 7
Сжатый воздух
4
Фиг.В
11
фие.9
В ид В
| Устройство для удаления изделий из литьевой машины | 1979 |
|
SU789279A1 |
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
