| название | год | авторы | номер документа |
|---|---|---|---|
| Раструбный стержень | 1976 |
|
SU602295A1 |
| Литьевая форма для изготовления полимерных изделий | 1989 |
|
SU1703476A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТРУБ ИЗНУТРИ | 1987 |
|
SU1804032A1 |
| Штамп для радиальной штамповки поковок с центровыми отверстиями | 1986 |
|
SU1382573A1 |
| Штамп для радиальной штамповки поковок с центровыми отверстиями | 1972 |
|
SU498783A1 |
| Способ прецизионной штамповки кольцевых деталей из прутка и устройство для его осуществления | 1988 |
|
SU1637927A1 |
| ЗАХВАТ КЛИНОВОЙ | 1992 |
|
RU2110706C1 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2000 |
|
RU2193940C2 |
| ЦАНГОВЫЙ ПАТРОН | 1971 |
|
SU320345A1 |
| КАТОДНАЯ СЕКЦИЯ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА (ВАРИАНТЫ) | 1993 |
|
RU2075551C1 |
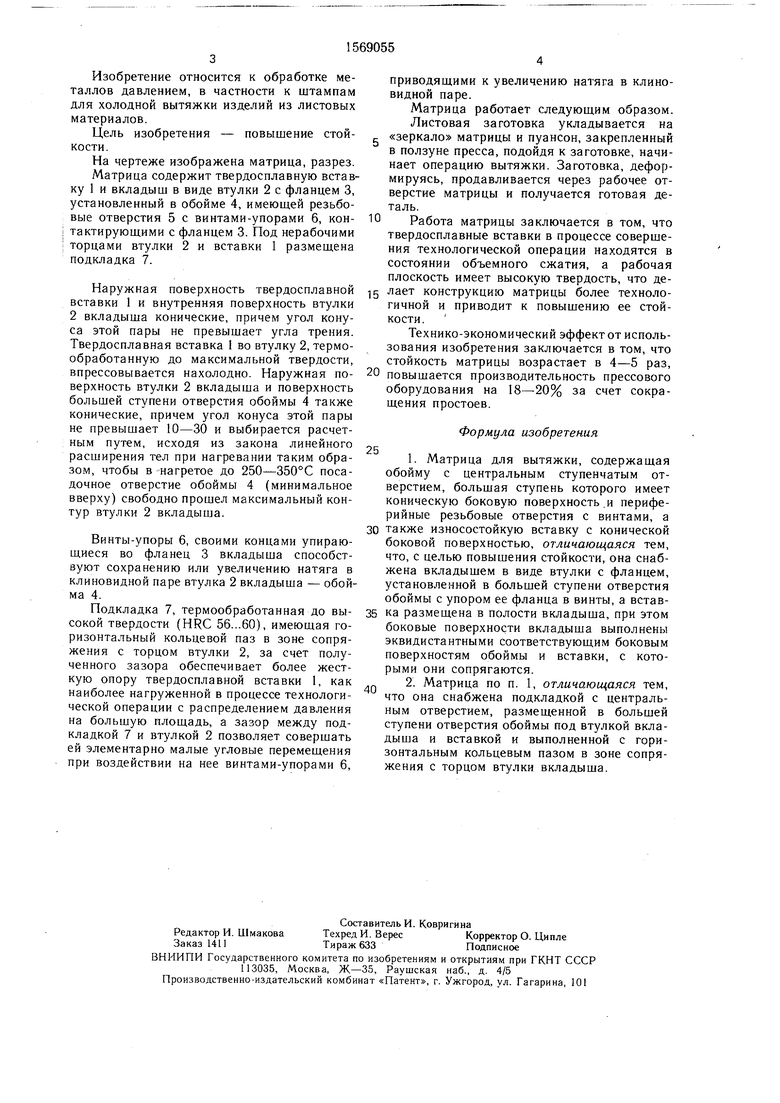
Изобретение относится к обработке металлов давлением, в частности к вытяжным штампам. Цель изобретения - повышение стойкости. Матрицу выполняют в виде износостойкой вставки 1. Вставку запрессовывают без нагрева во вкладыше в виде втулки 2 с фланцем 3. Сопрягаемые боковые поверхности вставки 1 и втулки 2 конические. Затем упомянутые детали размещают в большую коническую ступень отверстия обоймы 4, которая нагрета до 250-350°С. Наружная поверхность втулки 2 тоже коническая. Образуются две клиновые пары. Винты 6, размещенные в обойме 4, упираются в фланец 3 и при перемещении в резьбовом отверстии 5 изменяют натяг в клиновой паре втулка 2 - обойма 4. Под втулкой 2 и вставкой 1 размещают термообработанную подкладку 7, имеющую горизонтальный кольцевой паз под втулкой 2. При работе заготовку укладывают на фланец 3 и вставку 1, которые не нагреты в процессе сборки и сохраняют первоначальную твердость. 1 з.п. ф-лы, 1 ил.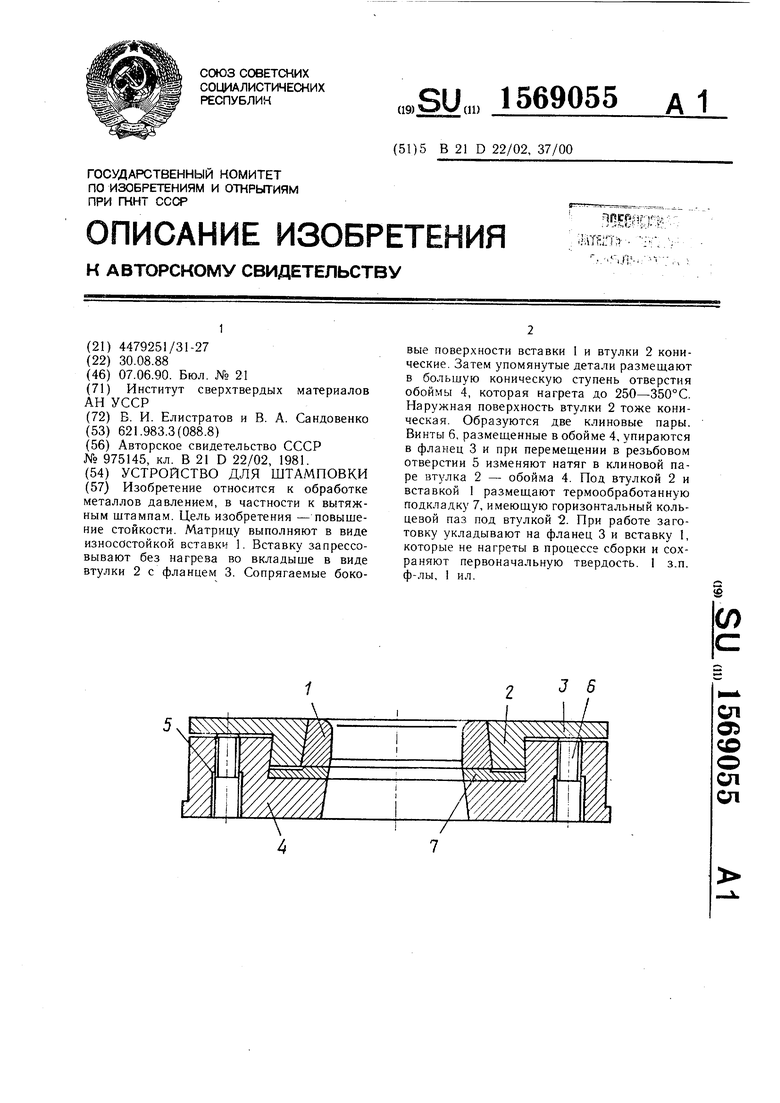
| Матрица для вытяжки | 1981 |
|
SU975145A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
