Изобретение относится к области ленточного шлифования и является усовершенствованием способа по авт. св. № 1284797.
Цель изобретения - повышение качества обработки путем обеспечения оптимального микрорельефа на обработанной поверхности.
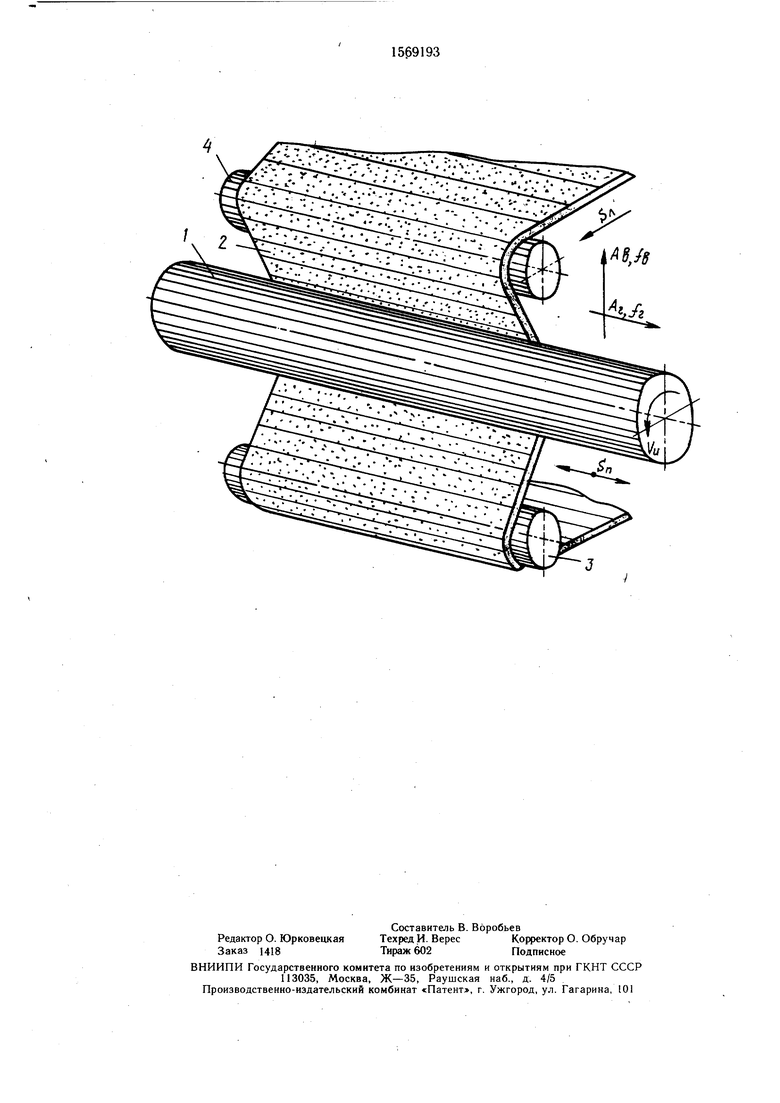
На чертеже показана схема осуществления способа.
Обрабатываемому изделию 1 сообщают вращательное движение со скоростью Ун и продольное перемещение с подачей Sn, а абразивную ленту 2, натянутую между двумя роликами 3 и 4, перематывают с барабана на барабан со скоростью резания 8л и сообщают ей колебательные перемещения в двух взаимно перпендикулярных направлениях, одно из которых совпадает с направлением движения резания, а другое - перпендикулярно ему. Амплитуду и частоту колебаний ленты выбирают из условия
,
Пг-Тр
где Лв и /в - соответственно амплитуда и частота колебаний ленты в направления, совпадающем с направлением движения резания; Аг и fr - соответственно амплитуда и частота колебаний ленты в направлении, перпендикулярном направлению движения резания.
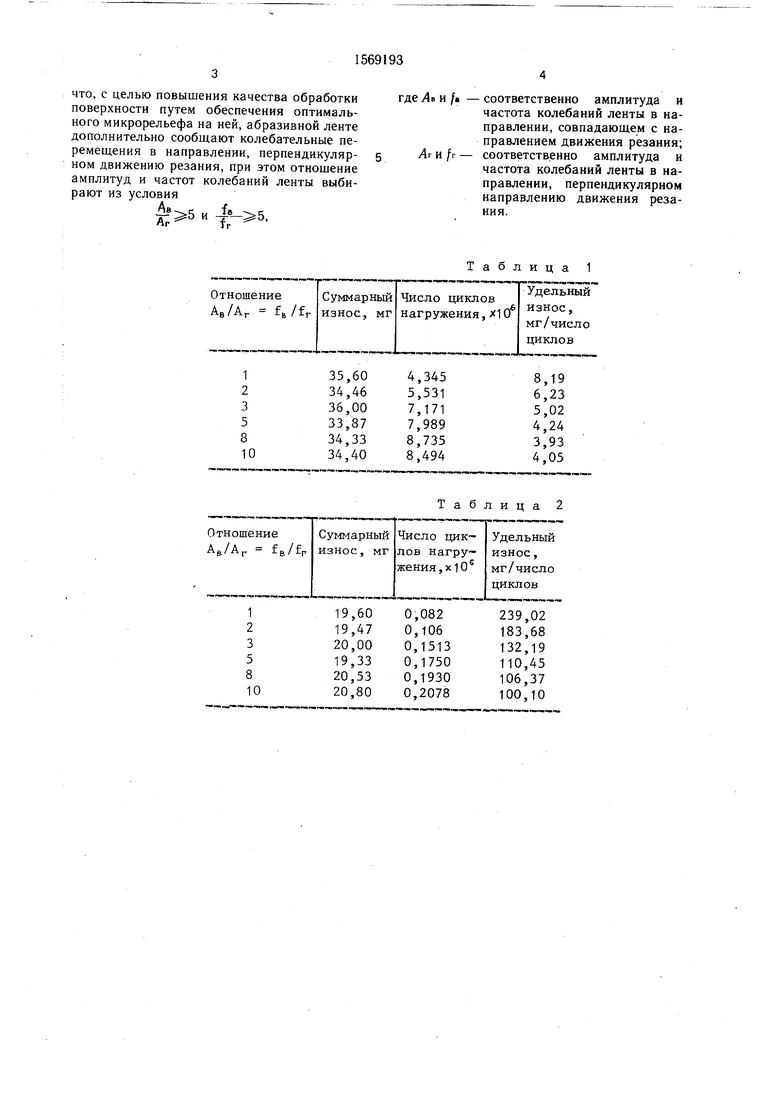
В. табл. 1 и 2 приведены данные при различных соотношениях амплитудных и частотных характеристик процесса ленточного шлифования и эксплуатационные показатели изделий при использовании смазки в парах трения и при сухом трении соответственно.
При отношениях амплитудно-частотных характеристик в пределах 1-5 наблюдается резкое уменьшение износа, а в пределах 5-10 удельный износ изменяется незначительно
Формула изобретения Способ шлифования абразивной лентой по авт. св. № 1284797, отличающийся тем,
Q1
G5 СО
& ОЭ
14)
что, с целью повышения качества обработки поверхности путем обеспечения оптимального микрорельефа на ней, абразивной ленте дополнительно сообщают колебательные перемещения в направлении, перпендикулярном движению резания, при этом отношение амплитуд и частот колебаний ленты выбирают из условия
Аг ,
гдеЛви -соответственно амплитуда и частота колебаний ленты в направлении, совпадающем с направлением движения резания; Аг и ft - соответственно амплитуда и частота колебаний ленты в направлении, перпендикулярном направлению движения резания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования абразивной лентой | 1987 |
|
SU1450983A2 |
| Способ ленточного шлифования сложнофасонных поверхностей | 1982 |
|
SU1712130A1 |
| Способ правки шлифовального круга | 1984 |
|
SU1230809A1 |
| СПОСОБ ШЛИФОВАНИЯ | 1998 |
|
RU2146587C1 |
| СПОСОБ КОЛЕБАТЕЛЬНОГО ШЛИФОВАНИЯ | 2010 |
|
RU2452602C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| Способ ленточного шлифования | 1990 |
|
SU1796417A1 |
| КОЛЕБАТЕЛЬНО-ИМПУЛЬСНОЕ УСТРОЙСТВО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449872C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1999 |
|
RU2164852C1 |
| СПОСОБ ВИБРАЦИОННОГО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449871C1 |
Изобретение предназначено для ленточного шлифования. Цель изобретения - повышение качества обработки путем обеспечения оптимального микрорельефа на обработанной поверхности. Обработка абразивной лентой идет при вращательном и возвратно-поступательном перемещении изделия. Абразивной ленте при этом сообщаются колебательные перемещения в двух взаимно-перпендикулярных направлениях, одно из которых совпадает с направлением движения резания, а другое перпендикулярно ему. Амплитуды и частоты указанных колебаний связаны определенной зависимостью. 1 ил.
Отношение А8/АГ f,/fr
1 2 3 5 3 10
Отношение АЙ/А„ fB/fr
1 2 3 5 8 Ю
Таблица 1
| Авторское свидетельство СССР № 1284797, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
