станках горячей прокатки, Цель изоб- дительность прокатки, 2 ил.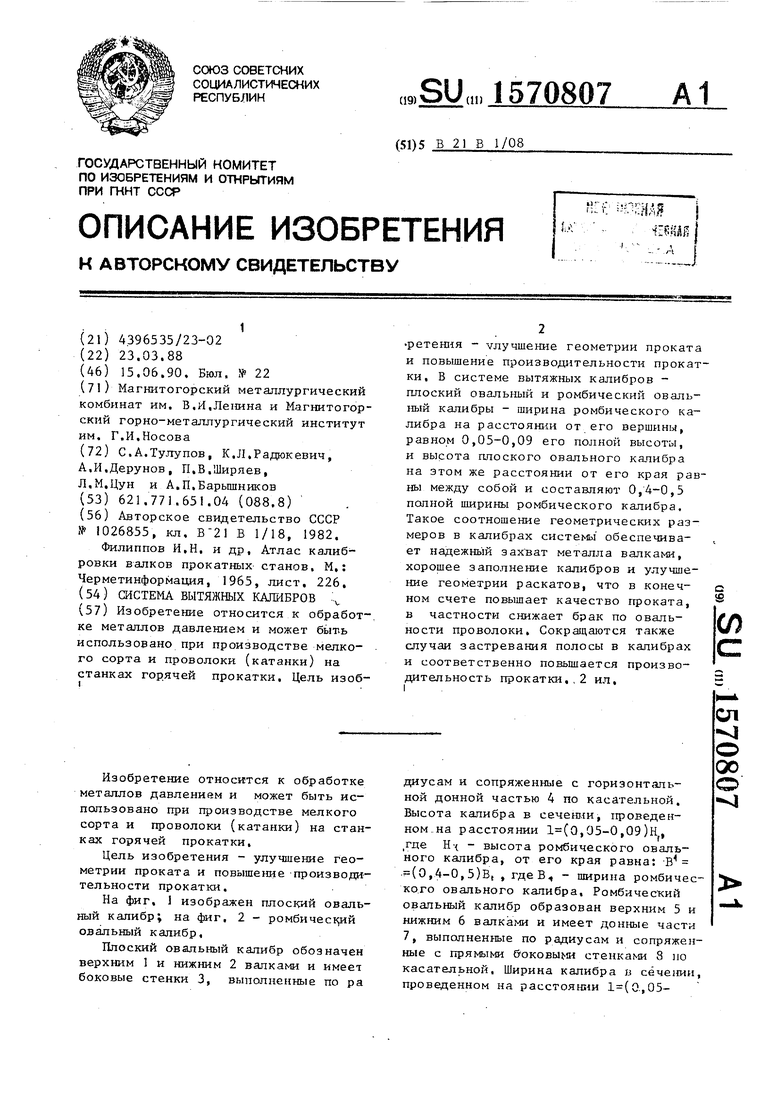
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячей прокатки мелкосортных профилей | 1986 |
|
SU1412821A1 |
| Способ многониточной прокатки | 1983 |
|
SU1109203A1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК РАЗДЕЛЕНИЕМ | 2000 |
|
RU2176165C1 |
| Проволочный стан | 1985 |
|
SU1242266A1 |
| Способ прокатки на непрерывно-заготовочном стане | 1982 |
|
SU1037976A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КРУГЛОГО СЕЧЕНИЯ | 1999 |
|
RU2170150C1 |
| Система калибров непрерывно-заготовочного стана | 1986 |
|
SU1405912A1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ ОБЖИМНОГО ПРОКАТНОГО СТАНА | 1995 |
|
RU2105618C1 |
| СПОСОБ ПРОКАТКИ В КЛЕТИ ТРИО ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1995 |
|
RU2085309C1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 1991 |
|
RU2019322C1 |
Изобретение относится к обработке металлов и может быть использовано при производстве мелкого сорта и проволоки (катанки) на станах горячей прокатки. Цель изобретения - улучшение геометрии проката и повышение производительности прокатки. В системе вытяжных калибров - плоский овальный и ромбический овальный калибры - ширина ромбического калибра на расстоянии от его вершины, равном 0,05-0,09 его полной высоты, и высота плоского овального калибра на этом же расстоянии от его края равны между собой и составляют 0,4-0,5 полной ширины ромбического калибра. Такое соотношение геометрических размеров в калибрах системы обеспечивает надежный захват металла валками, хорошее заполнение калибров и улучшение геометрии раскатов, что в конечном счете повышает качество проката, в частности снижает брак по овальности проволоки. Сокращаются также случаи застревания полосы в калибрах и соответственно повышается производительность прокатки. 2 ил.
Изобретение относится к обработке металлов давлением и может быть использовано при производстве мелкого сорта и проволоки (катанки) на станках горячей прокатки.
Цель изобретения - улучшение геометрии проката и повышение производительности прокатки.
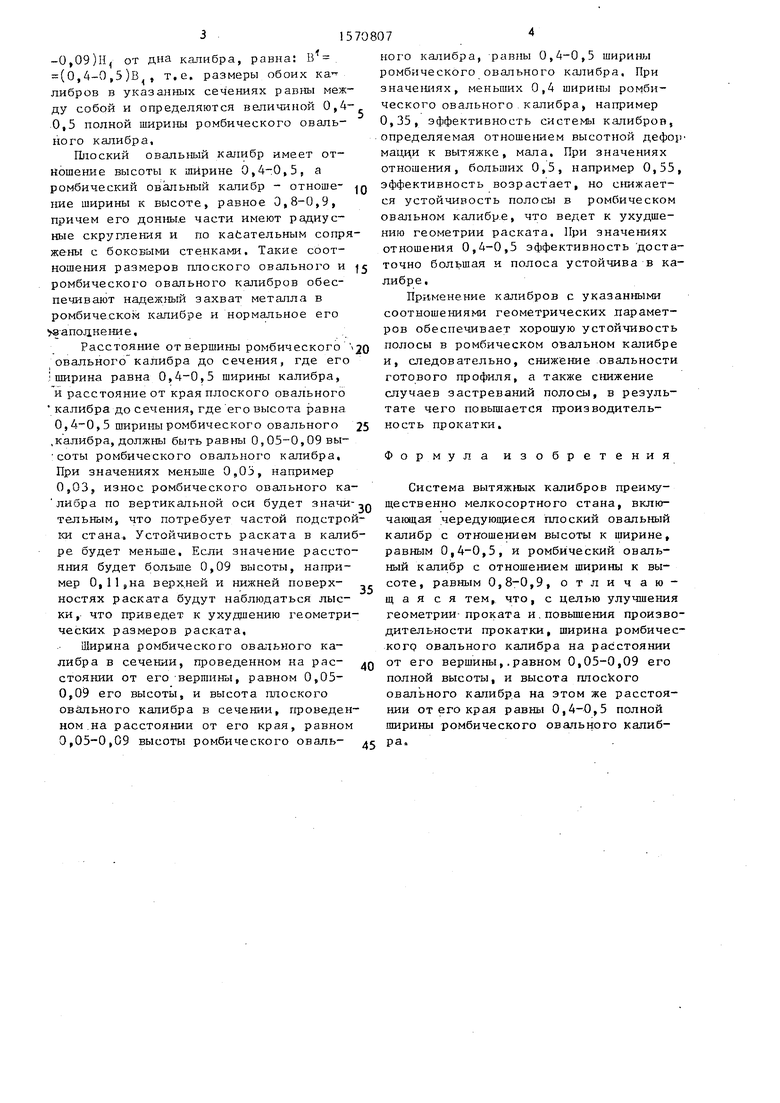
На фиг, 1 изображен плоский овальный калибр; на фиг, 2 - ромбический овальный калибр.
Плоский овальный калибр обозначен верхним 1 и нижним 2 валками и имеет боковые стенки 3, выполненные по ра
диусам и сопряженные с горизонтальной донной частью 4 по касательной. Высота калибра в сечении, проведенном на расстоянии 1(0,05-0,09)Н, ,где Н{ - высота ромбического овального калибра, от его края равна: В4 (0,4-0,5)В, , где В, - ширина ромбического овального калибра. Ромбический овальный калибр образован верхним 5 и нижним 6 валками и имеет донные части 7, выполненные по радиусам и сопряженные с прямыми боковыми стенками 8 по касательной, Ширина калибра и сечении, проведенном на расстоянии 1(0,05ел
00
о
-4
10
15
2
-0,09)Н4 от дна калибра, равна: В (0,4-0,5)В , т.е. размеры обоих ка либров в указанных сечениях равны между собой и определяются величиной 0,4- 0,5 полной ширины ромбического овального калибра,
Плоский овальный калибр имеет отношение высоты к ширине 0,4-0,5, а ромбический овальный калибр - отношение ширины к высоте, равное 0,8-0,9, причем его донные части имеют радиусные скругления и по касательным сопряжены с боковыми стенками. Такие соотношения размеров плоского овального и ромбического овального калибров обеспечивают надежный захват металла в ромбическом калибре и нормальное его аапол.нение.
Расстояние от вершины ромбического овального калибра до сечения, где его ширина равна 0,4-0,5 ширины калибра, и расстояние от края плоского овального калибра до сечения, где его высота равна 0,4-0,5 ширины ромбического овального .калибра, должны быть равны 0,,09 вы- соты ромбического овального калибра, При значениях меньше 0,03, например 0,03, износ ромбического овального ка- либра по вертикальной оси будет значи-, тельным, что потребует частой подстройки стана. Устойчивость раската в калибре будет меньше. Если значение расстояния будет больше 0,09 высоты, например 0,11,на верхней и нижней поверхностях раската будут наблюдаться лыс- ки, что приведет к ухудшению геометрических размеров раската,
Ширина ромбического овального калибра в сечении, проведенном на расстоянии от его вершины, равном 0,05- 0,09 его высоты, и высота плоского овального калибра в сечении, проведенном на расстоянии от его края, равном 0,05-0,09 высоты ромбического оваль- д
2
3
4
8074
ного калибра, равны 0,4-0,5 ширины ромбического овального калибра. При значениях, меньших 0,4 ширины ромбического овального калибра, например 0,35, эффективность системы калибров, определяемая отношением высотной деформации к вытяжке, мала. При значениях отношения, больших 0,5, например 0,55, эффективность возрастает, но снижается устойчивость полосы в ромбическом овальном калибре, что ведет к ухудшению геометрии раската. При значениях отношения 0,4-0,5 эффективность достаточно большая и полоса устойчива в калибре.
Применение калибров с указанными соотношениями геометрических параметров обеспечивает хорошую устойчивость полосы в ромбическом овальном калибре и, следовательно, снижение овальности готового профиля, а также снижение случаев застреваний полосы, в результате чего повышается производительность прокатки.
Формула изобретения
Система вытяжных калибров преимущественно мелкосортного стана, включающая чередующиеся плоский овальный калибр с отношением высоты к ширине, равным 0,4-0,5, и ромбический овальный калибр с отношением ширины к высоте, равным 0,8-0,9, отличающаяся тем, что, с целью улучшения геометрии проката и повышения производительности прокатки, ширина ромбического овального калибра на расстоянии от его вершины,.равном 0,05-0,09 его полной высоты, и высота плоского овального калибра на этом же расстоянии от его края равны 0,4-0,5 полной ширины ромбического овального калибра.
Фиг. 1
Фиг. I
| Вытяжной квадратный калибр | 1982 |
|
SU1026855A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Филиппов И.Н | |||
| и др | |||
| Атлас калибровки валков прокатных станов, М,: Черметинформация, 1965, лист | |||
| Переносное устройство для вырезания круглых отверстий в листах и т.п. работ | 1919 |
|
SU226A1 |
