Изобретение относится к машиностроению, в частности к способам транспортирования деталей типа валов гребенчатым транспортером в автоматических линиях механообработки.
Цель изобретения - расширение технологических возможностей транспортной системы за счет исключения переналадок путем обеспечения постоянного поджатия перемещаемой детали к боковому ограничительному элементу.
10 2 - положение IV (фиг. 2). В результате указанных действий произошло смещение детали 9 на величину Л, т. е. за каждый шаг Т подвижной гребенки происходит смещение детали 9 на величину Д и поджим ее к базоНа фиг. 1 показано положение детали в исходном положении на гребенках транспортера; на фиг. 2 - схема перемещения
деталей на подвижных гребенках; навой поверхности А, т. е. к торцу бокового
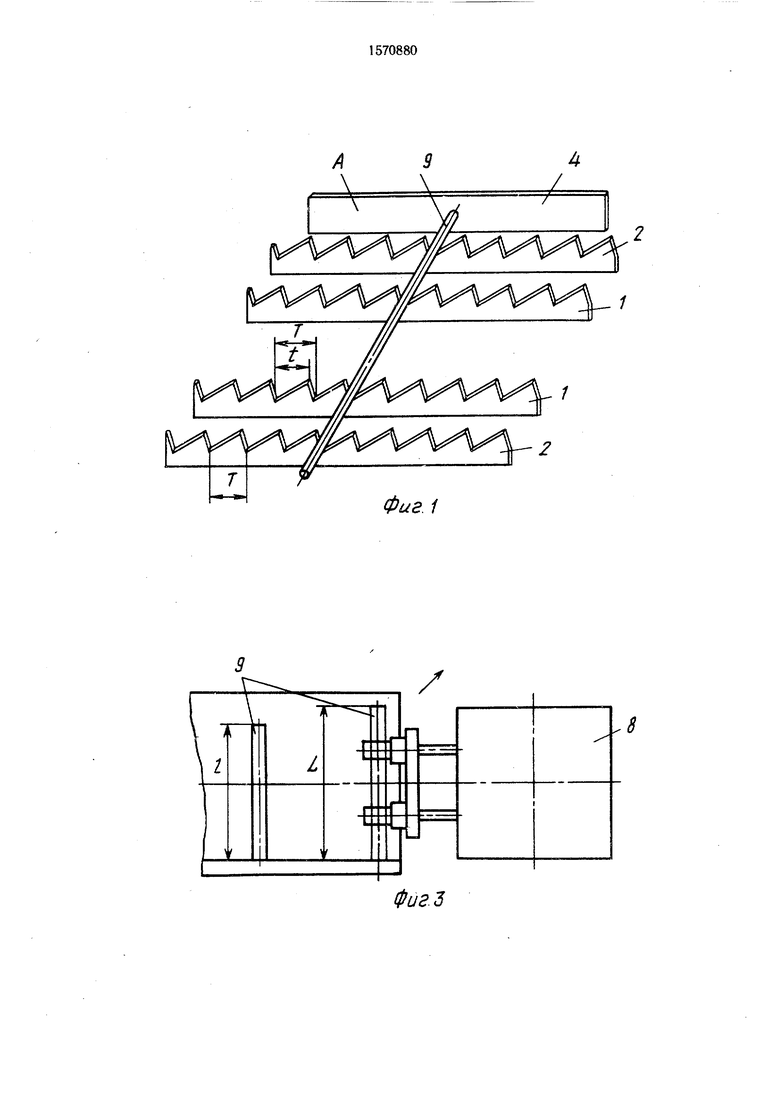
фиг. 3 - схема расположения деталей раз- 1Й ограничительного элемента 4. ной длины L и / на транспортном устройстве; на фиг. 4 - транспортное устДля обеспечения проскальзывания детали 9 относительно бокового ограничительного элемента 4 и исключения возможного заклинивания детали 9 величину t выбирают, Транспортное устройство выполнено в 20 исходя из зависимости/ 0,17 а, где а - расройство, аксонометрическая проекция.
виде двух пар подвижных 1 и неподвижных 2 гребенок, имеющих одинаковый шаг Т, смонтированных на корпусе 3, и расположенного со стороны одной из неподвижных гребенок бокового ограничительного элемента 4. Каждая из подвижных гребе- 25 нок имеет индивидуальный привод, благодаря чему подвижные гребенки могут перемещаться попеременно, причем подвижная гребенка, отстоящая дальше от бокового ограстояние между боковым ограничительным элементом и отстоящей дальше от него подвижной гребенкой.
Величина коэффициента, равная 0,17, представляет собой iga., где а-10° - оптимальная величина угла между геометрическими осями детали 9 в положениях II и III.
Таким образом, деталь 9 все время поджимается к базовой плоскости А независиничительного элемента 4, совершает пере- 3Q мо от ДЛИНы детали. При этом размер от „ .,„ торца детали 9 и базовой плоскости А транспортируемого устройства до зажимного приспособления станка всегда будет постоянным независимо от длины детали 9.
35Формула изобретения
мещение раньше на величину t, равную расстоянию между вершиной и впадиной гребенки.
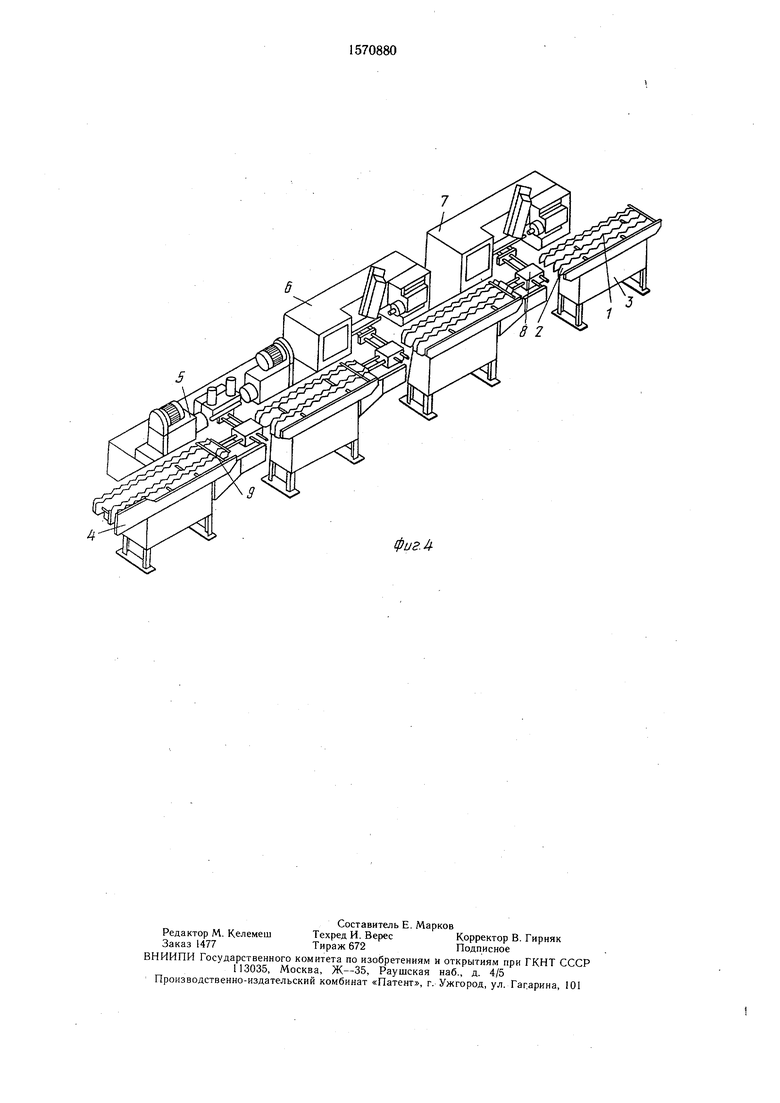
Автоматическая линия механообработки осей (фиг 4), в которой используется предлагаемый способ, содержит установленные в технологической последовательности и связанные транспортным устройством обрабатывающие станки - агрегатный 5 и два токарных 6 и 7 и два захватные поворотные автооператоры 8, обеспечивающие установку
Способ транспортирования деталей типа валов в автоматической линии гребенчатым транспортером, при котором деталь устанавливают на две неподвижные гребенки транс- на станок, снятие обработанной детали со 40 портера торцам к боковому ограничитель- станка и установку ее на другую секцию тран-ному элементу, расположенному со стороны спортного устройства, передающую деталь на одной из неподвижных гребенок, и переме- следующий станок линии. щают посредством двух подвижных гребе- Перемещение деталей 9 типа осей на нок, расположенных между неподвижными транспортном устройстве автоматической ли- гребенками, отличающийся тем, что, с целью нии осуществляют следующим образом. ° расширения технологических возможностей В исходном положении деталь, предназ- за счет исключения переналадок, подвиж- наченную для обработки, помещают на не-ным гребенкам сообщают попеременное движение, при этом гребенке, расположенной дальше от бокового ограничительного эле- 50 мента, сообщают движение с опережением по сравнению с второй подвижной гребенподвижные гребенки 2 - положение I (фиг. 2). При этом фиксации детали на гребенках нет.
При включении привода гребенки 1, отстоящей дальше от бокового ограничительного элемента 4, сообщают ей перемещение на величину t, равную расстоянию между впадиной и вершиной гребенки. Так
кой на величину t, равную расстоянию между впадиной и вершиной гребенки, которую определяют из соотношения 01,7 а, где а - расстояние между боковым ограничикак деталь 9 обладает инерцией покоя, то 55 тельным элементом и отстоящей дальше от возникает некоторое проскальзывание еенего подвижной гребенкой.
относительно движущейся гребенки 1. В результате торец детали смещают на величину AI - в положение II (фиг. 2).
Затем включают привод второй ки 1 и производят перемещение ее на величину /. По той же причине смещают торец детали 9 на величину Д2 - положение III (фиг. 2). Далее гребёнкам сообщают синхронное движение, и деталь 9 перемещается во впадины неподвижных гребенок
2 - положение IV (фиг. 2). В результате указанных действий произошло смещение детали 9 на величину Л, т. е. за каждый шаг Т подвижной гребенки происходит смещение детали 9 на величину Д и поджим ее к базовой поверхности А, т. е. к торцу бокового
стояние между боковым ограничительным элементом и отстоящей дальше от него подвижной гребенкой.
Величина коэффициента, равная 0,17, представляет собой iga., где а-10° - оптимальная величина угла между геометрическими осями детали 9 в положениях II и III.
Таким образом, деталь 9 все время поджимается к базовой плоскости А независи мо от ДЛИНы детали. При этом размер от торца детали 9 и базовой плоскости А транспортируемого устройства до зажимного приспособления станка всегда будет постоянным независимо от длины детали 9.
кой на величину t, равную расстоянию между впадиной и вершиной гребенки, которую определяют из соотношения 01,7 а, где а - расстояние между боковым ограничи тельным элементом и отстоящей дальше от него подвижной гребенкой.
Фиг. 1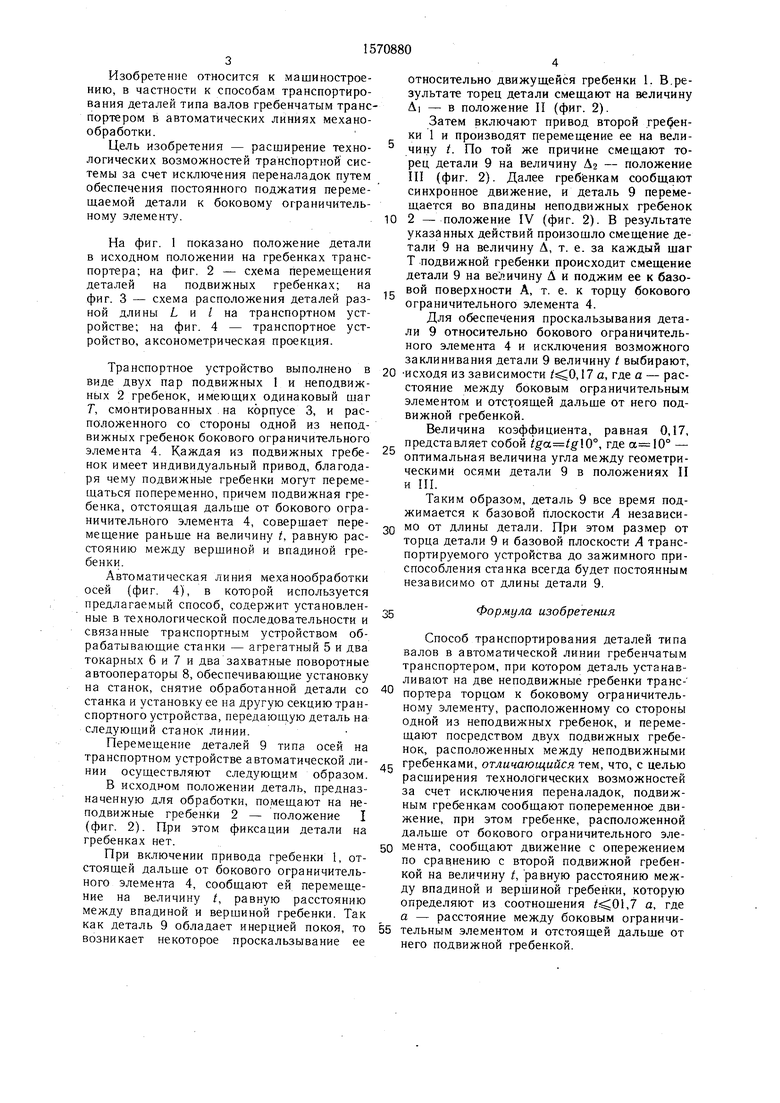
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для клеймения цилиндрических деталей в торец | 1975 |
|
SU528135A2 |
| ГРЕБЕНЧАТЫЙ КОНВЕЙЕР-НАКОПИТЕЛЬ ДЛЯ ВАЛОВ | 1995 |
|
RU2098336C1 |
| Устройство для клеймения цилиндрических деталей в торец | 1972 |
|
SU473544A1 |
| Транспортное устройство автоматической линии | 1981 |
|
SU1024233A1 |
| Магазин-накопитель | 1981 |
|
SU1000229A1 |
| Автоматическая линия механической обработки деталей типа осей | 1975 |
|
SU663548A1 |
| Загрузочное устройство | 1977 |
|
SU673422A1 |
| Торцеобрабатывающий автомат | 1981 |
|
SU986713A2 |
| Устройство для подачи деталей к параллельно работающим станкам | 1988 |
|
SU1537477A1 |
| Шаговый конвейер-накопитель | 1986 |
|
SU1346527A1 |
Изобретение относится к машиностроению, в частности к способам транспортирования деталей типа валов гребенчатым транспортером. Целью изобретения является расширение технологических возможностей транспортной системы за счет исключения переналадок путем обеспечения постоянного поджатия перемещаемой детали к боковому ограничительному элементу. В исходном положении деталь помещают на неподвижные гребенки 2. Попеременным перемещением подвижных гребенок 1 деталь 9 перемещается на величину шага гребенок с одновременным перемещением вдоль оси с постоянным поджатием своим торцом к ограничительному боковому элементу 4. 4 ил.
8
ФигЗ
5
фиг 4
| Автоматическая линия механической обработки деталей типа осей | 1975 |
|
SU663548A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| J | |||
