S
(/
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для доводки глухих отверстий | 1983 |
|
SU1151433A1 |
| УСТРОЙСТВО РАЗЖИМА ПРИТИРА | 1970 |
|
SU264183A1 |
| ПОЛУАВТОМАТ ДЛЯ ДОВОДКИ ГЛУХИХ ОТВЕРСТИЙ | 1971 |
|
SU300303A1 |
| Станок для притирки резьбовых колец | 1944 |
|
SU67410A1 |
| Устройство для радиального перемещения резца | 1981 |
|
SU1066752A1 |
| Полуавтомат для доводки глухих отверстий | 1979 |
|
SU770762A2 |
| Устройство для регулировки закрытой высоты кривошипного пресса | 1983 |
|
SU1127782A1 |
| Устройство для наружного хонингования поршневых колец | 1979 |
|
SU776891A1 |
| Автомат для изготовления тороидаль-ных сердечников из ленты | 1971 |
|
SU508809A1 |
| Приспособление для притирки отверстий | 1959 |
|
SU127586A1 |
Изобретение относится к высокоточному машиностроению, в частности к изготовлению деталей топливной аппаратуры. Целью изобретения является повышение производительности за счет возможности регулирования и контроля размера притира по всей длине. Равномерная настройка разрезного притира осуществляется по калибру-втулке путем разжима притира при взаимодействии с конической оправкой, которая, перемещаясь от гидропривода, разжимает притир. При взаимодействии притира с калибром-втулкой, которая имеет ограниченную возможность осевого перемещения, калибр-втулка останавливается, а ползун продолжает перемещаться, и упор с штифтом, взаимодействуя с торцом останавившегося калибра-втулки, замыкает контакт конечного выключателя. 1 ил.
Изобретение относится к высокоточному машиностроению, в частности к изготовлению деталей топливной аппаратуры, например втулок плунжера.
Цель изобретения - повышение производительности за счет возможности регулировки и контроля размера притира по всей длине.
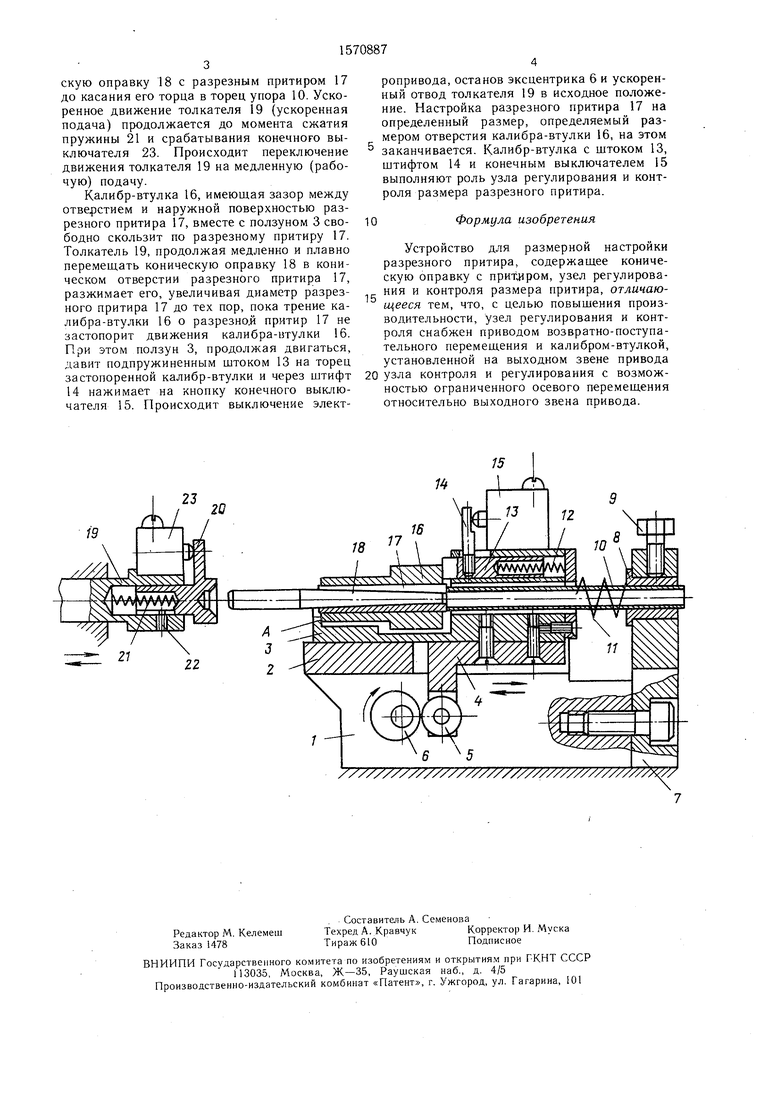
На чертеже изображено устройство (разрез) с толкателем, связанным с гидроприводом перемещения конической оправки, общий вид.
Устройство для размерной настройки разрезных пригаров содержит корпус 1 с направляющими 2. В направляющих 2 размещен ползун 3 с толкателем 4. На толкателе 4 смонтирован ролик 5, опирающийся на эксцентрик 6. К торцу корпуса 1 крепится стойка 7, удерживающая через разрезную втулку 8 винтом 9 упор 10.
Между стойками 7 и ползуном 3 помещена пружина 11, прижимающая ролик 5 через толкатель 4 к эксцентрику 6. В ползуне 3
размещена пружина 12, прижимающая через шток 13 и штифт 14 вместе с пружиной конечного выключателя 15 калибр-втулку 16, свободно размещенную в полости ползуна 3 к выступу в точке А ползуна 3. В калибр- втулку 16 свободно вставлен разрезной притир 17, насаженный на коническую оправку 18.
В корпусе толкателя 19, связанного с гидроприводом, смонтирован подпружиненный упор 20 с пружиной 21. Винт 22 ограничивает продольный ход упора 20 и предохраняет упор 20 от проворота. Флажок упора 20 упирается в кнопку конечного выключателя 23.
При включении электропривода (не показан) начинает вращаться эксцентрик 6. Эксцентрик 6 через толкатель 4 сообщает возвратно-поступательное движение ползуну 3 и находящейся в его полости калибру- втулке 16. Одновременно включается гидропривод (не показан) и начинает ускоренно двигать толкатель 19, передвигая коничесл
VI
о
00 00
скую оправку 18 с разрезным притиром 17 до касания его торца в торец упора 10. Ускоренное движение толкателя 19 (ускоренная подача) продолжается до момента сжатия пружины 21 и срабатывания конечного выключателя 23. Происходит переключение движения толкателя 19 на медленную (рабочую) подачу.
Калибр-втулка 16, имеющая зазор между отверстием и наружной поверхностью разрезного притира 17, вместе с ползуном 3 свободно скользит по разрезному притиру 17. Толкатель 19, продолжая медленно и плавно перемещать коническую оправку 18 в коническом отверстии разрезного притира 17, разжимает его, увеличивая диаметр разрезного притира 17 до тех пор, пока трение калибра-втулки 16 о разрезной притир 17 не застопорит движения калибра-втулки 16. При этом ползун 3, продолжая двигаться, давит подпружиненным штоком 13 на торец застопоренной калибр-втулки и через штифт 14 нажимает на кнопку конечного выключателя 15. Происходит выключение элект/9
ропривода, останов эксцентрика 6 и ускоренный отвод толкателя 19 в исходное положение. Настройка разрезного притира 17 на определенный размер, определяемый размером отверстия калибра-втулки 16, на этом заканчивается. Калибр-втулка с штоком 13, штифтом 14 и конечным выключателем 15 выполняют роль узла регулирования и контроля размера разрезного притира.
10
Формула изобретения
Устройство для размерной настройки разрезного притира, содержащее коническую оправку с притиром, узел регулирования и контроля размера притира, отличающееся тем, что, с целью повышения производительности, узел регулирования и контроля снабжен приводом возвратно-поступательного перемещения и калибром-втулкой, установленной на выходном звене привода 0 узла контроля и регулирования с возможностью ограниченного осевого перемещения относительно выходного звена привода.
| Приспособление к доводочному и тому подобному станку для его выключения после достижения требуемого диаметра обрабатываемого отверстия (или окончания притирки спариваемых деталей) | 1954 |
|
SU103308A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
