Изобретение относится к обработке металлов давлением и может быть использовано для получения заготовок под штамповку турбинных лопаток из жаропрочных сталей и сплавов на универсальных гидравлических прессах.
Цель изобретения - повышение качества заготовок и снижение расхода металла,
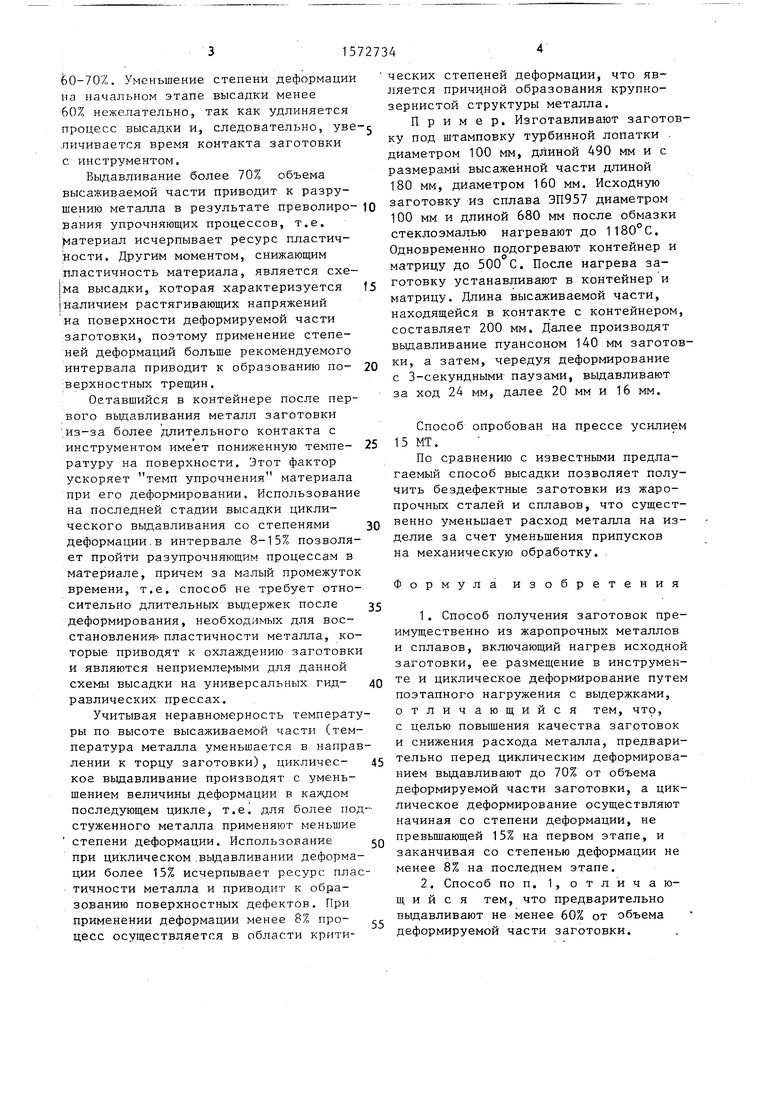
На фиг. 1 изображена заготовка, расположенная в инструменте; на фиг. 2 - то же, после первоначального выдавливания, на фиг. 3 - то же, после циклического выдавливания.
Способ осуществляют в следующей последовательное ти.
Нагретую заготовку 1 устанавливают в подогретые контейнер 2 и матрицу 3 (фиг. 1). Далее осуществляют выдавливание пуансоном 4 60-70% объема высаживаемой части Н заготовки 1 ,(фиг. 2). После этого осуществляют циклическое выдавливание со степенями деформации Лh , 7 ЛЬг ДЬ3 в интервале 8-15% за ход пуансона. Каждый цикл деформирования производят после 2-3-секундной выдержки. . Указанная схема деформации, например, жаропрочных сплавов ЭП957, ЭП800 позволяет осуществлять начальное деформирование высаживаемой части заготовки без разрушения материала на
Ю
4
60-70%. Уменьшение степени деформации на начальном этапе высадки менее 60% нежелательно, так как удлиняется процесс высадки и, следовательно, увепичивается время контакта заготовки с инструментом.
Выдавливание более 70% объема высаживаемой части приводит к разрушению металла в результате преволиро- вания упрочняющих процессов, т.е. материал исчерпывает ресурс пластичности. Другим моментом, снижающим пластичность материала, является схема высадки, которая характеризуется наличием растягивающих напряжений на поверхности деформируемой части заготовки, поэтому применение степеней деформаций больше рекомендуемого интервала приводит к образованию по- верхностных трещин.
Оставшийся в контейнере после первого выдавливания металл заготовки из-за более длительного контакта с инструментом имеет пониженную темпе- ратуру на поверхности. Этот фактор ускоряет темп упрочнения материала при его деформировании. Использование на последней стадии высадки циклического выдавливания со степенями деформации.в интервале 8-15% позволяет пройти разупрочняющим процессам в материале, причем за малый промежуток времени, т.е. способ не требует относительно длительных выдержек после деформирования, необходимых для восстановления пластичности металла, которые приводят к охлаждению заготовки и являются неприемлемыми для данной схемы высадки на универсальных гид- равлических прессах.
Учитывая неравномерность температуры по высоте высаживаемой части (температура металла уменьшается в направлении к торцу заготовки), цикличес- кое выдавливание производят с уменьшением величины деформации в каждом последующем цикле, т.е. для более под стуженного металла применяют меньшие степени деформации. Использование при циклическом выдавливании деформации более 15% исчерпывает ресурс пластичности металла и приводит к образованию поверхностных дефектов. При применении деформации менее 8% про- цесс осуществляется в области критических степеней деформации, что является причиной образования крупнозернистой структуры металла.
Пример. Изготавливают заготовку под штамповку турбинной лопатки . диаметром 100 мм, длиной 490 мм и с размерами высаженной части длиной 180 мм, диаметром 160 мм. Исходную заготовку из сплава ЭП957 диаметром 100 мм и длиной 680 мм после обмазки стеклоэмалью нагревают до 1180°С. Одновременно подогревают контейнер и матрицу до 500 С. После нагрева заготовку устанавливают в контейнер и матрицу. Длина высаживаемой части, находящейся в контакте с контейнером, составляет 200 мм. Далее производят выдавливание пуансоном 140 мм заготовки, а затем, чередуя деформирование с 3-секундными паузами, выдавливают за ход 24 мм, далее 20 мм и 16 мм.
Способ опробован на прессе усилием 15 МТ.
По сравнению с известными предлагаемый способ высадки позволяет получить бездефектные заготовки из жаропрочных сталей и сплавов, что существенно уменьшает расход металла на изделие за счет уменьшения припусков на механическую обработку.
Формула изобретения
1.Способ получения заготовок преимущественно из жаропрочных металлов и сплавов, включающий нагрев исходной заготовки, ее размещение в инструменте и циклическое деформирование путем поэтапного нагружения с выдержками, отличающийся тем, что,
с целью повышения качества заготовок и снижения расхода металла, предварительно перед циклическим деформированием выдавливают до 70% от объема деформируемой части заготовки, а циклическое деформирование осуществляют начиная со степени деформации, не превышающей 15% на первом этапе, и заканчивая со степенью деформации не менее 8% на последнем этапе.
2.Способ по п. 1, отлича ю- щ и и с я тем, что предварительно выдавливают не менее 60% от объема деформируемой части заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОЙ ЗАГОТОВКИ ТИПА "ДИСК-ВАЛ" ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2019 |
|
RU2706925C1 |
| СПОСОБ ОБРАТНОГО ВЫДАВЛИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2333067C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
| Способ деформирования малопластичных материалов | 1980 |
|
SU925505A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК ТУРБИННЫХ ЛОПАТОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 2017 |
|
RU2679157C1 |
| Способ изготовления ступенчатых деталей из жаропрочных сталей и сплавов | 1987 |
|
SU1423243A1 |
| СПОСОБ ОСАДКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ИЗ ХРУПКИХ И МАЛОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2501624C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННООСНЫХ ИЗДЕЛИЙ ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ | 2017 |
|
RU2645814C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| Способ изготовления изделий типа стержня с полой головкой | 1988 |
|
SU1641496A1 |

Изобретение относится к обработке металлов давлением и может быть использовано для получения заготовок под штамповку турбинных лопаток из жаропрочных сталей и сплавов на универсальных гидравлических прессах. Цель изобретения - повышение качества заготовок и снижение расхода металла. Исходную заготовку нагревают и размещают в инструменте для деформирования. Первоначально выдавливают 60...70% объема высаживаемой части заготовки. Затем производят циклическое выдавливание до заданных размеров, начиная со степени деформации, не превышающей 15% на первом этапе и заканчивая со степенью деформации не менее 8% на последнем этапе. Рекомендуемая последовательность операций и режимов деформирования позволяет получить бездефектные заготовки, что уменьшает расход металла за счет уменьшения припусков. 1 з.п. ф-лы, 3 ил.
7777/.
х
7777/
АН(и6-М)Н
Фиг. 2
Фиг.З
| Способ объемной изотермической штамповки | 1976 |
|
SU621434A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
