Изобретение относится к области термической обработки стали и может быть использовано в черной металлургии при изготовлении кольцевых изделий диаметром 700-3000 мм из средне- углеродистой и низколегированной стали.
Цель изобретения - улучшение качества изделий и удешевление способа путем исключения операции холодной правки.
Сущность изобретения заключается в том, что охлаждение колец в процессе термической обработки осуществляется только в узком интервале температур 700-550°С, в то время как в известном способе заданный интервал значительно шире и равен 850-570°С. Скорость охлаждения 120-240 град/мин в интервале 850-700 0 приводит к понижению температуры кольца, которое остается несколько выше критической точки АГ (равная 600-680°С для среднеуглеродистой стали при заданных скоростях охлаждения). При этом обеспечивается формирование незначительного градиента температуры по сечению изделия (60-80°С) Дальнейшее повышение скорости охлаждения (J 240 град/мин) вызывает снижение значения до 640-66С С и ниже при одновременном увеличении температурного градиента (более 120°С). Уменьшение скорости охлаждения ( 120 град/ /мин) повышает значение Агз (700°С) и в результате приводит к формированию в структуре металла значительного количества свободного феррита (более 10%), обладающего низкой прочностью и высокой пластичностью.
СП
-si
со
со со
Скорость охлаждения 480-600 град/ /мин в интервале температур 700- 550°С обеспечивает формирование по сечению кольцевого изделия структуры содержащей мелкозернистый пластинчатой формы перлит (1-2 балла) и свободный феррит (4-8%), расположенный в виде сетки по границам перлитных зерен. Градиент температуры по сече- нию кольца при этом не превышает 150-180°С.
i Дальнейшее увеличение скорости охлаждения (600 град/мин) способствует формированию структуры не в з данном интервале (700-550°С), а несколько нкже 500-400°С (верхняя область бейнитного превращения)
Металл,структура которого состоит из верхнего бейнита, характеризу- ется пониженной пластичностью ( и не обеспечивает выполнение требований нормативно-технической документации, предъявляемых к уровню пластических свойств термообработан- ных кольцевых изделий.
Уменьшение скорости охлаждения ( 480 град/мин) приводит к снижению уровня прочностных свойств металла ( Н/мм2) за счет увеличения объемной доли свободного феррита в структуре стали (более 18%).
Скорость охлаждения 120-240 град/ /мин в интервале 550-420 0 обеспечи- вет выравнивание температуры по сечению изделий и уменьшение температурного градиента от 180 до 1006С по сравнению с известным способом от -300 до 200 °С.
Дальнейшее повышение скорости охлаждения ( 240 град/мин) приводит к увеличению коробления изделий, а
Q
j
o 5
0
5
0
понижение ( 120 град/мин) - к снижению производительности автоматизированной закалочной линии. Выбранный диапазон скоростей охлаждения обеспечивает хорошую синхронность работы отдельных закалочных устройств, настроенных на определенный режим охлаждения.
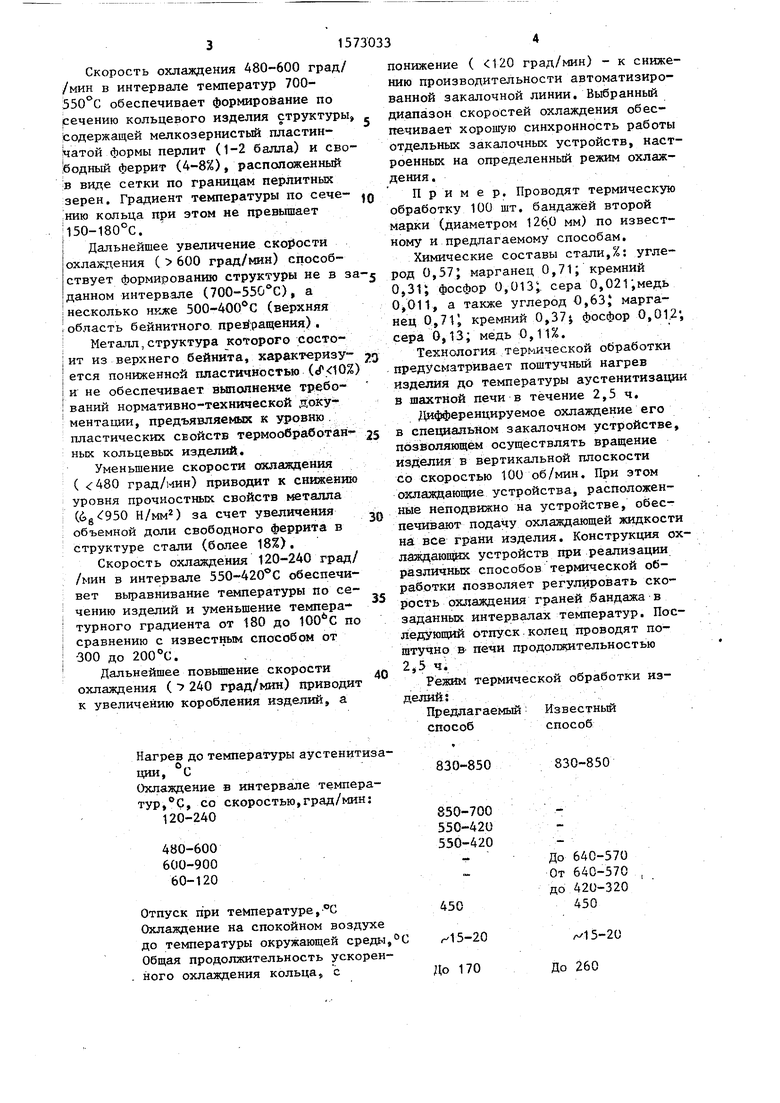
Пример. Проводят термическую обработку 100 шт. бандажей второй марки (диаметром 1260 мм) по известному и предлагаемому способам.
Химические составы стали,%: углерод 0,57J марганец 0,71; кремний 0,31; фосфор 0,013; сера 0,02Г,медь 0,011, а также углерод 0,63J марганец 0,7V, кремний 0,37j фосфор 0,012-, сера 0,13; медь 0,11%.
Технология термической обработки предусматривает поштучный нагрев изделия до температуры аустенитизации в шахтной печи в течение 2,5 ч.
Дифференцируемое охлаждение его в специальном закалочном устройстве, позволяющем осуществлять вращение изделия в вертикальной плоскости со скоростью 100 об/мин. При этом охлаждающие устройства, расположенные неподвижно на устройстве, обеспечивают подачу охлаждающей жидкости на все грани изделия. Конструкция охлаждающих устройств при реализации различных способов термической обработки позволяет регулировать скорость охлаждения граней бандажа в заданных интервалах температур. Последующий отпуск колец проводят поштучно в печи продолжительностью 2,5 ч.
Режим термической обработки изделий;
Предлагаемый Известный
способ способ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки железнодорожных бандажей | 1985 |
|
SU1328392A1 |
| Способ изготовления цельнокатаных железнодорожных колес | 1985 |
|
SU1425229A1 |
| СПОСОБ ЗАКАЛКИ КРУПНОГАБАРИТНЫХ СТАЛЬНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2219251C2 |
| Способ тепловой правки стального проката | 1985 |
|
SU1318318A1 |
| Способ термической обработки прокатных изделий | 1976 |
|
SU739118A1 |
| Способ термической обработки массивных стальных деталей с резьбовыми участками | 1989 |
|
SU1731868A1 |
| СПОСОБ ПРОИЗВОДСТВА БАНДАЖЕЙ ИЗ ЗАЭВТЕКТОИДНЫХ СТАЛЕЙ | 2001 |
|
RU2203968C2 |
| Способ обработки проката из спокойных сталей для холодной высадки | 1978 |
|
SU765375A1 |
| Способ термической обработки литых сталей | 2015 |
|
RU2617185C2 |
| Способ низкотемпературной термомеханической обработки изделий из быстрорежущих сталей | 1978 |
|
SU722962A1 |
Изобретение относится к термической обработке стали и может быть использовано в черной металлургии при изготовлении кольцевых изделий диаметром 700 - 3000 мм из среднеуглеродистой и низколегированной стали. Цель изобретения - улучшение качества изделий и удешевление способа путем исключения операции холодной правки. Сущность изобретения заключается в том, что охлаждение изделия с температуры аустенитизации в интервалах 850 - 700°С и 550 - 420°С ведут со скоростью 120 - 240 град/мин, а между ними со скоростью 480 - 600 град/мин.
Нагрев до температуры аустенитизации, С
Охлаждение в интервале температур, °С, со скоростью,град/мин: 120-240
480-600
600-900
60-120
Отпуск при температуре,°С Охлаждение на спокойном воздухе до температуры окружающей среды,0С Общая продолжительность ускоренного охлаждения кольца„ с
830-850
830-850
850-700 550-420 550-420
До 640-570 От 640-570 до 420-320
450
л/15-20 До 260
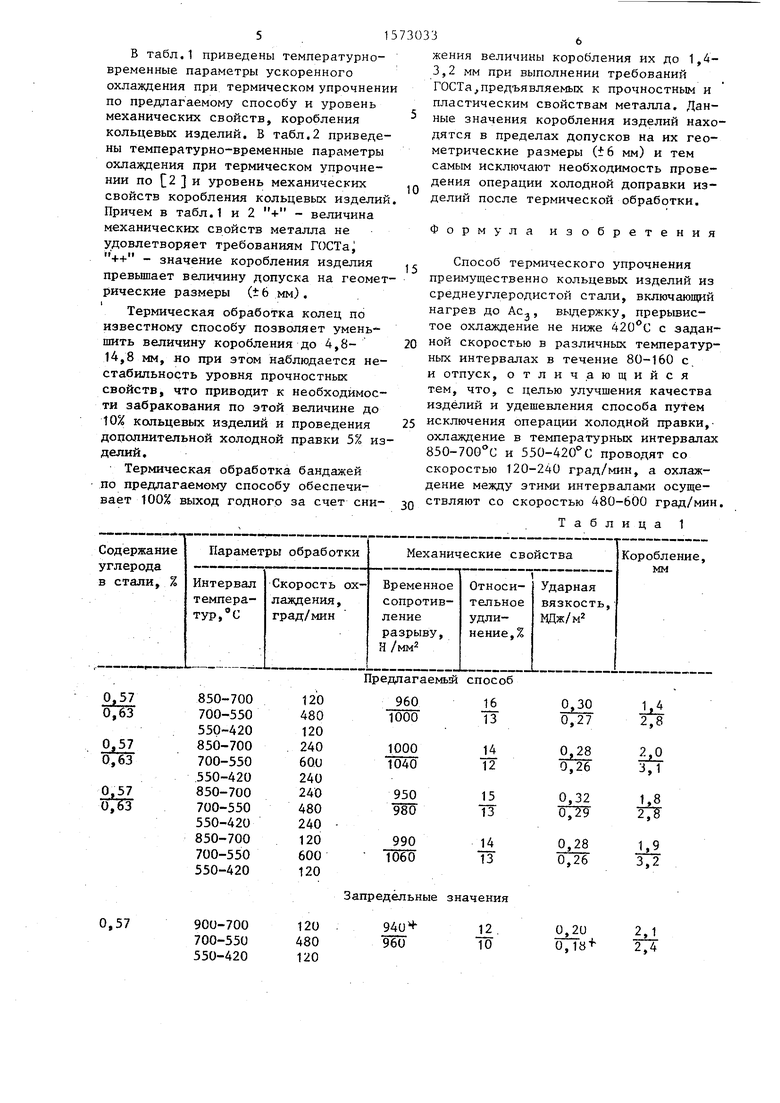
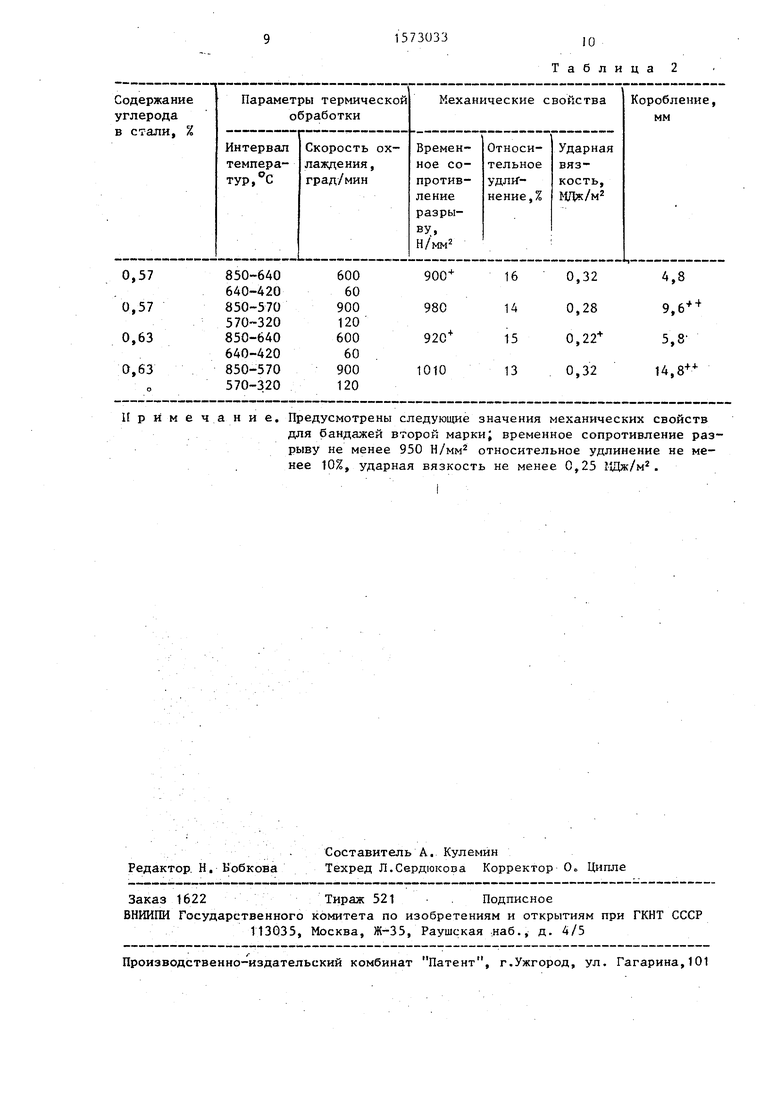
В табл.1 приведены температурно- временные параметры ускоренного охлаждения при термическом упрочнении по предлагаемому способу и уровень механических свойств, коробления кольцевых изделий. В табл.2 приведены температурно-временные параметры охлаждения при термическом упрочнении по 2 и уровень механических свойств коробления кольцевых изделий Причем в табл.1 и 2 + - величина механических свойств металла не удовлетворяет требованиям ГОСТа ++ - значение коробления изделия превышает величину допуска на геометрические размеры (± 6 мм).
Термическая обработка колец по известному способу позволяет уменьшить величину коробления до 4,8- 14,8 мм, но при этом наблюдается нестабильность уровня прочностных свойств, что приводит к необходимости забракования по этой величине до 10% кольцевых изделий и проведения дополнительной холодной правки 5% изделий.
Термическая обработка бандажей по предлагаемому способу обеспечивает 100% выход годного за счет сни0,57 0,63
Ј
900-700 700-550 550-420
120 480 120
0
5
0
5
0
жения величины коробления их до 1,4- 3,2 мм при выполнении требований ГОСТа}предъявляемых к прочностным и пластическим свойствам металла. Данные значения коробления изделий находятся в пределах допусков на их геометрические размеры (+6 мм) и тем самым исключают необходимость проведения операции холодной доправки изделий после термической обработки.
Формула изобретения
Способ термического упрочнения преимущественно кольцевых изделий из среднеуглеродистой стали, включающий нагрев до Ас3, выдержку, прерывистое охлаждение не ниже 420°С с заданной скоростью в различных температурных интервалах в течение 80-160 с и отпуск, отличающийся тем, что, с целью улучшения качества изделий и удешевления способа путем исключения операции холодной правки, охлаждение в температурных интервалах 850-700°С и 550-420°С проводят со скоростью 120-240 град/мин, а охлаждение между этими интервалами осуществляют со скоростью 480-600 град/мин.
Таблица 1
Предлагаемый способ
I6. 13
JA
12
Л 13
14 13
0,32 072Т
1,4 2,8
2,0 3,1
#
1,9 3,2
Запредельные значения
V2 Ю
0,20 0,18 +
1573033
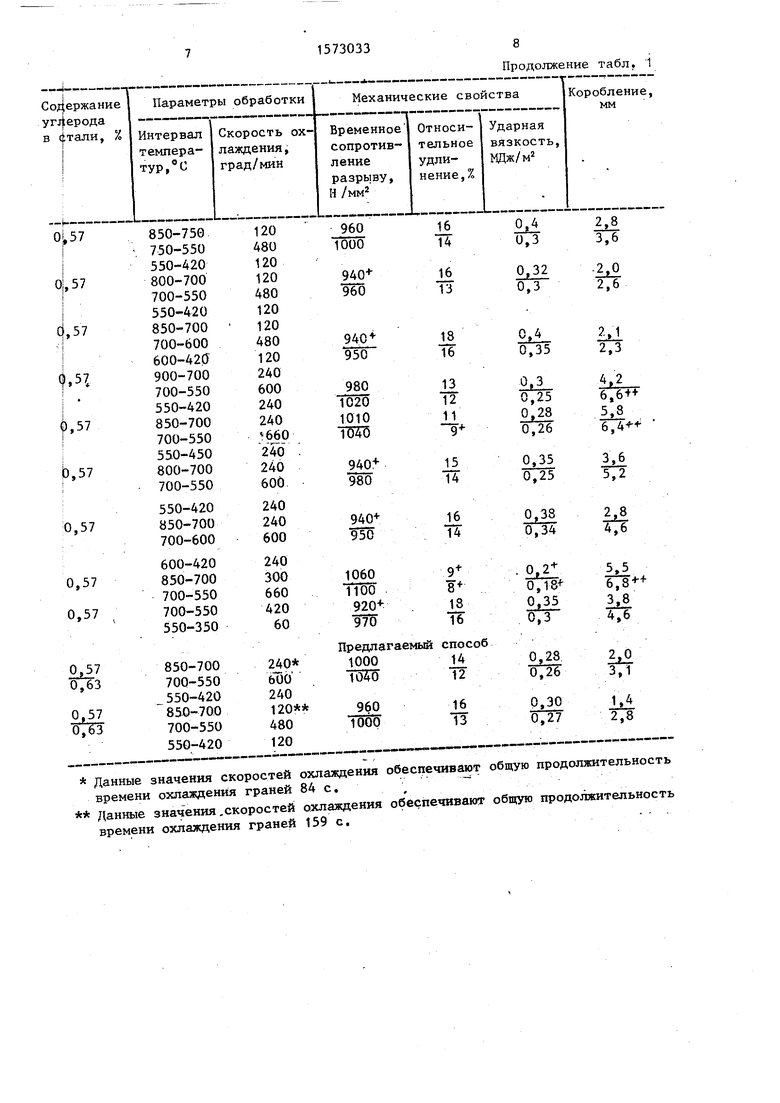
Данные значения скоростей охлаждения обеспечивают общую продолжительность
времени охлаждения граней 84 с.
Данные значения.скоростей охлаждения обеспечивают общую продолжительность времени охлаждения граней 159 с.
8 Продолжение табл. 1
Примечание. Предусмотрены следующие значения механических свойств
для бандажей второй маркиJ временное сопротивление разрыву не менее 950 Н/мм2 относительное удлинение не менее 10%, ударная вязкость не менее 0,25 11Дж/м2.
I
Таблица 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ термической обработки железнодорожных бандажей | 1975 |
|
SU555150A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ термической обработки стальных колес | 1976 |
|
SU575374A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
