Изобретение относится к электро приборостроению, электротехнике и , предназначено для реализации в унифицированных типовых конструкциях разъемов.
Цель изобретения - повыа(ение. выхода годных контактных узлов путем выполнения обоймы совместно со штырем из специальной ленты Т-образного профиля и отжиг места расположения обоймы, что .уменьшает возможность появления микротрещин в обойме и брака.
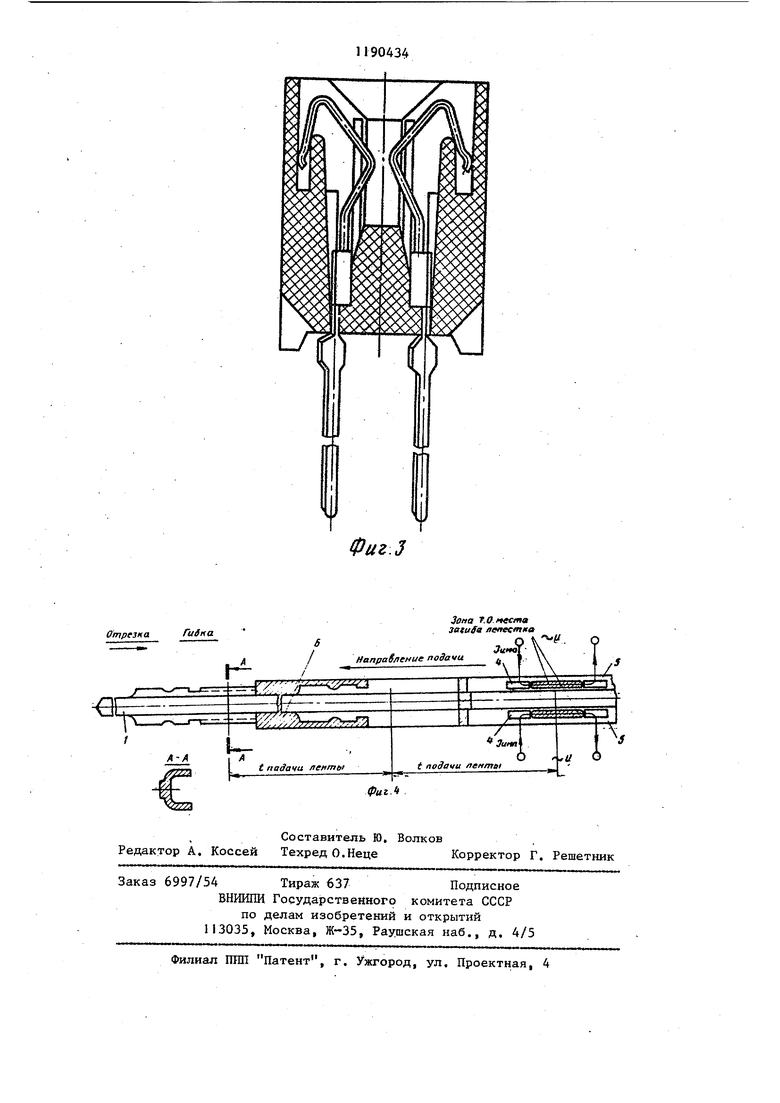
На фиг, 1 изображен штьфь (цельная конструкция ); на фиг, 2 - контактный узел; на фиг. 3 - контактньй узел в колодке разъема; на фиг. 4 - схема термообработки и штамповой ленты Т-образного профиля.
Для изготовления штыря с обоймой вначале получают ленту (не обозначен Т-образного профиля из материала нейзильбер на специальном прокатном стане. При этом лента получается нагартованной, т.е. в ос;обо твердом состоянии. Затем из ленты Т-обраэного профиля на последовательном штампе совмещенного действия штампуют штырь
1и отжигают место загиба-лепестков
2обойМы 3 по схеме, приведенной на фиг, 4, Продолжительность отжига 20- 25 мс, ток 1,.д,р 3-3,5 кА, напряжение U 3 В, толщина материала в зоне термообработки 0,25 мм. При шаговом локальном отжиге ленты след 4, получающийся от давления электродов на полках 5 профиля, вырубается последующим пуансоном при вырубке по лок, как показано в зоне 6 Вырубка (фиг, 4).
После сборки контактных проволочек в обойму штыря получается контактный узел (фиг. 2), который вставляется в гнездо колодки, хвостовая часть которого разворачивается на угол 30+5 Вследствие этого узел контакта самоэатягивается.вдоль оси за счет радиусов , имеющихся на полках штыря (фиг. 3).
Примечание: Формула изобретения согласована с автором на экспертном совещании 22.10,84г.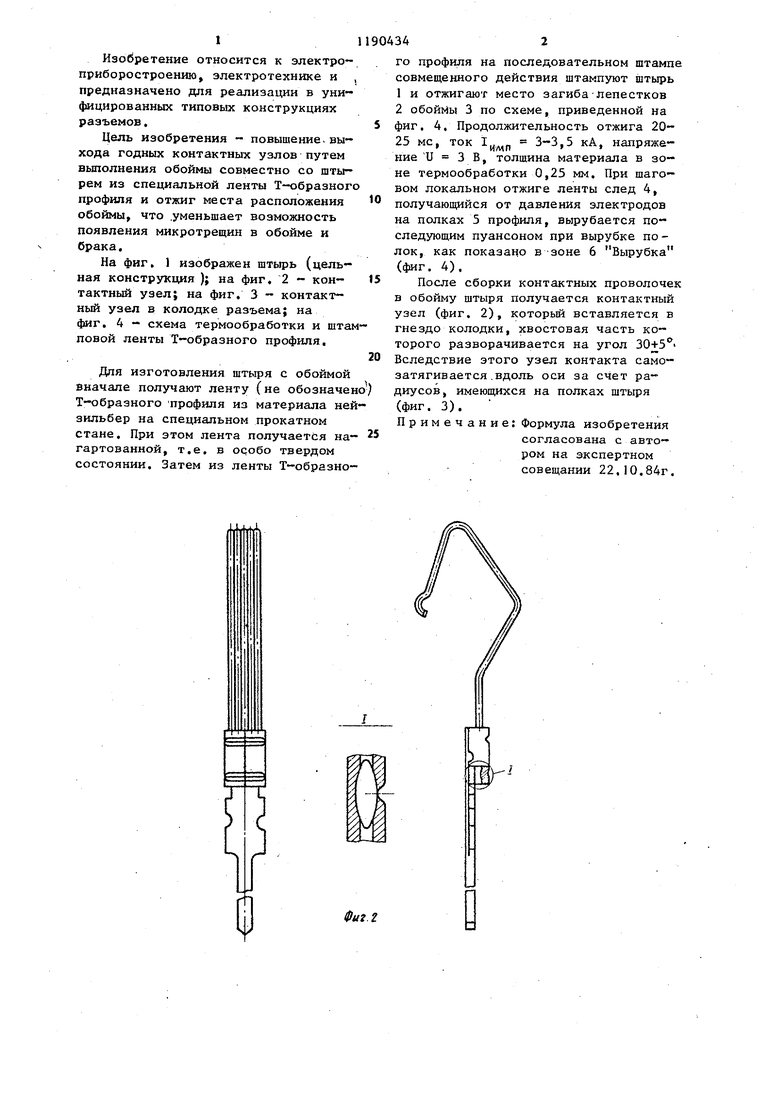
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления разъемов с контактными элементами, выполненными в виде групп пружинных проволок | 1990 |
|
SU1767592A1 |
| Способ изготовления контактов электрических соединителей | 1988 |
|
SU1573493A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ Т-ОБРАЗНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2001 |
|
RU2212297C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| Способ изготовления электрических соединений и устройство для его осуществления | 1977 |
|
SU738019A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОМАГНИТНОГО КОММУТАЦИОННОГО АППАРАТА | 2000 |
|
RU2170982C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОТОЛОЧНОГО ПРОФИЛЯ Т-ОБРАЗНОГО СЕЧЕНИЯ | 2001 |
|
RU2218226C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ U-ОБРАЗНОГО ПРОФИЛЯ С РАСПОЛОЖЕННЫМИ ПО ДЛИНЕ ПОЛКАМИ ПОД КРЕПЛЕНИЕ РАЗЛИЧНЫХ УСТРОЙСТВ | 2012 |
|
RU2506135C1 |
| Способ изготовления электрического соединителя | 1989 |
|
SU1720112A1 |
| Способ изготовления электрода-инструмента для электроэрозионной прошивки | 1980 |
|
SU891308A1 |
1, СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТНОГО УЗЛА РАЗЪЕМА, включающий изготовление штыря, обоймы и закрепление в ней контактной группы пру- , жинных проволок, отличающийся тем, что, с целью повышения выхода годных, перед операцией изготовления штыря и обоймы, осуществляемой путем пошаговой штамповки их из ленты Т-образного профиля, про- водят локальный термоотжиг двух полок ленты в месте расположения вырубаемой обоймы. 2. Способ по. -п, 1, отличающийся тем, что термоот- жиг осуществляют путем пропускания вдоль ленты импульсов электрического тока посредством пары сдвоенных электродов. (Л С / со о 4 Фиг t
Фиг г
| 1971 |
|
SU411673A1 | |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Техпроцесс изготовления разъемов на Московском заводе электроизмерительных приборов | |||
| Кулисный парораспределительный механизм | 1920 |
|
SU177A1 |
