Изобретение относится к свароч - ной технике, в частности к способам контроля поверхности электродов и может найти применение при изготовлении конструкций, выполняемых контактной точечной и шовной сваркой.
Цель изобретения - повышение точности контроля при сварке алюминиевых и магниевых сплавов, а также сталей с легкоплавкими покрытиями.
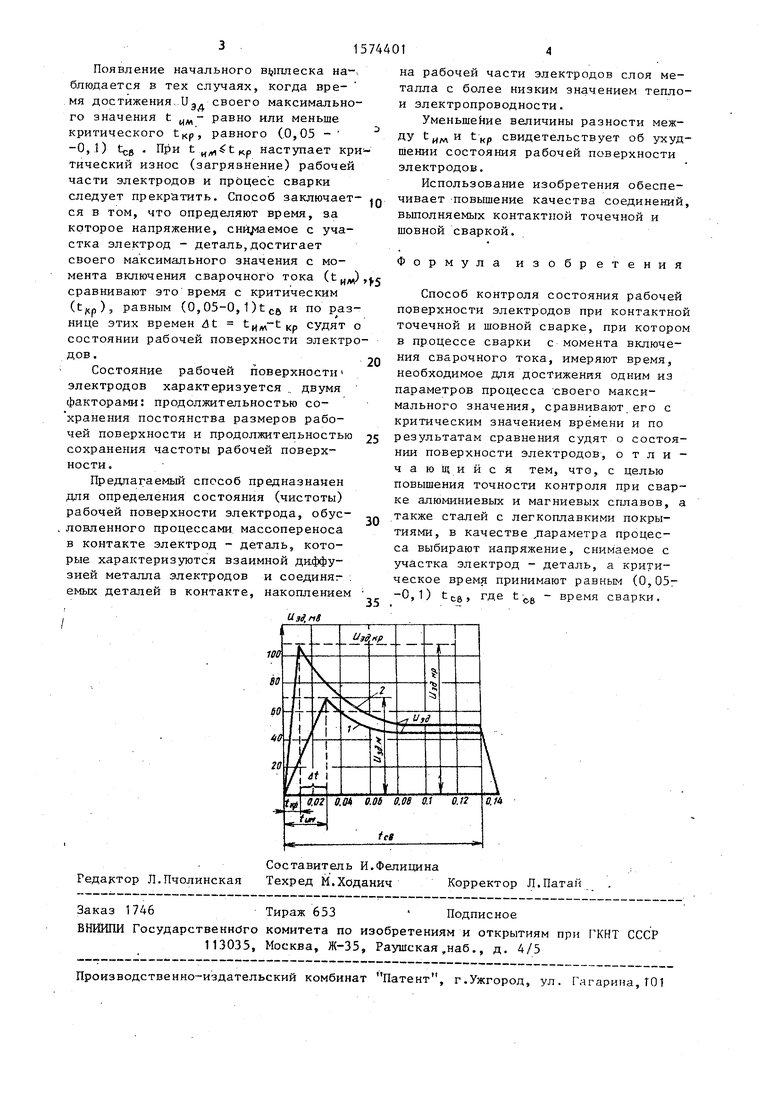
На чертеже представлен график изменения напряжения электрод - деталь иэ. в процессе выполнения точечной контактной сварки деталей из-сплава МА2-1 пч толщиной 2 мм, где кривая 1 соответствует чистой рабочей поверхности электродов, кривая 2 - загрязненной (критический износ).
Изменение напряжения электрод - деталь Ug. в процессе сварки носит крайне неравномерный характер. Так на начальной стадии образования соединения, вследствие высокой скорости нагрева и отставания от нее процесса развития деформации микрорельефа в контакте электрод - деталь наблюдается резкое повышение значений напряжения ивд, причем положение максимума на кривой U эд f (tC6), где tC6 - время сварки, зависящее от состояния рабочей поверхности электродов. .Чем хуже состояние рабочей поверхности электродов, тем больше наблюдаг ется смещение максимума U 9д в сторону сокращения времени.
«
сл «
45
Появление начального выплеска наблюдается в тех случаях, когда вре- мя достижения иэд своего максимального значения t им - равно или меньше критического tKp, равного (0,05 - -0,1) tj-g . При tHrt,tKp наступает критический износ (загрязнение) рабочей части электродов и процесс сварки следует прекратить. Способ заключается в том, что определяют время, за которое напряжение, снижаемое с участка электрод - деталь,достигает своего максимального значения с момента включения сварочного тока (tMM),j, сравнивают это время с критическим (), равным (0,05-0,1)tca и по разнице этих времен &t Kp судя т о состоянии рабочей поверхности электро1
ДОВ.
Состояние рабочей поверхности1 электродов характеризуется двумя факторами; продолжительностью сохранения постоянства размеров рабочей поверхности и продолжительностью сохранения частоты рабочей поверхности.
Предлагаемый способ предназначен для определения состояния (чистоты) рабочей поверхности электрода, обусловленного процессами массопереноса в контакте электрод - деталь, которые характеризуются взаимной диффузией металла электродов и соединяг емых деталей в контакте, накоплением
Usf.fig
j,5 10
0
5
0
5
на рабочей части электродов слоя металла с более низким значением тепло- и электропроводности.
Уменьшение величины разности меж- ДУ сими t«p свидетельствует об ухудшении состояния рабочей поверхности электродов.
Использование изобретения обеспечивает повышение качества соединений, выполняемых контактной точечной и шовной сваркой.
Формула изобретения
Способ контроля состояния рабочей поверхности электродов при контактной точечной и шовной сварке, при котором в процессе сварки с момента включения сварочного тока, имеряют время, необходимое для достижения одним из параметров процесса своего максимального значения, сравнивают его с критическим значением времени и по результатам сравнения судят о состоянии поверхности электродов, отличающийся тем, что, с целью повышения точности контроля при сварке алюминиевых и магниевых сплавов, а также сталей с легкоплавкими покрытиями, в качестве ,параметра процесса выбирают напряжение, снимаемое с участка электрод - деталь, а критическое время принимают равным (0,05- 0,1) tee гДе t &Ё - время сварки.
««
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля состояния поверхности деталей из алюминиевых и магниевых сплавов | 1983 |
|
SU1222461A1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ СВАРНЫХ КОНСТРУКЦИЙ | 2007 |
|
RU2357845C1 |
| Способ контроля износа рабочих поверхностей электродов при контактной точечной сварке | 1990 |
|
SU1773638A1 |
| Способ получения сварных соединений | 1983 |
|
SU1144821A1 |
| Способ подготовки деталей из алюминиевых сплавов к контактной точечной и шовной сварке | 1982 |
|
SU1138277A1 |
| Электрод для контактной точечнойСВАРКи | 1979 |
|
SU829370A1 |
| Способ регулирования процесса контактной сварки | 1978 |
|
SU764896A1 |
| Способ контактной точечной сварки деталей неравных толщин | 1990 |
|
SU1745462A1 |
| Способ дуговой точечной сварки | 1990 |
|
SU1729712A1 |
| Способ проверки состояния рабочих поверхностей электродов | 1985 |
|
SU1489932A1 |
Изобретение относится к сварочной технике, в частности к способам контроля поверхности электродов, и может найти применение при изготовлении конструкций, выполняемых контактной точечной и шовной сваркой. Цель изобретения - повышение точности контроля при сварке алюминиевых и магниевых сплавов, а также сталей с легкоплавким покрытием. Для этого определяют время Tим, за которое напряжение, снимаемое с участка электрод-деталь, достигает своего максимального значения с момента включения сварочного тока. Сравнивают это время с критическим Tкр, равным (0,05 - 0,1) времени сварки. Разница этих времен характеризует состояние рабочей поверхности электродов. При Tим≤Tкр наступает критический износ (загрязнение) рабочей части электродов и процесс сварки следует прекратить. 1 ил.
| Способ контроля деформаций рабочей поверхности электродов при контактной точечной сварке | 1987 |
|
SU1459862A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
