Изобретение относится к контактной точечной сварке деталей неравных толщин, пре имущественно из алюминиевых и магниевых сплавов, и может быть использовано в машиностроении, в частности при изготовлении летательных аппаратов.
Известны способы контактной точечной сварки деталей неравных толщин, в которых для увеличения проплавления тонкой детали повышают тепловыделение в ней путем увеличения плотности тока, для чего в электродах вблизи рабочей поверхности выполняют проточки или впрессовывают кольца, или напрессовывают кольцевые втулки из менее электропроводного металла, или снижают линии тока магнитным полем.
Известны также способы сварки, в которых для увеличения проплавления деталей уменьшают теплоотвод в электроды запрес- совыванием в них вставок из менее теплопроводного материала или креплением на рабочей поверхности электродов тонких тепловых экранов, или применением биметаллических конструкций рабочих частей электродов.
Однако эксплуатация таких электродов затруднена, так как должны выдерживаться жесткие допуски по длине рабочей части, положению проточек, колец, вставок, экранов и т.д. При этом износ электродов изменяет условия формирования соединения и делает электрод непригодным для дальнейшей эксплуатации.
Наиболее близким к предлагаемому техническим решением является способ контактной точечной сварки деталей неравных толщин, при котором производят подготовку поверхности деталей к сварке, зажимают детали между электродами, пропускают импульс сварочного тока и во время его действия уменьшают теплоотвод от тонкой детали путем размещения между рабочей поверхностью электрода и тонкой деталью теплового металлического экрана.
Однако данный способ также сложен в реализации, так как требует установки экранов при сварке каждой точки, а в ряде случаев затруднен и съем экранов. Применение этого способа не всегда рационально в условиях единичного и мелкосерийного производства, когда механизация указанных операций экономически нецелесообразна.
Целью изобретения является повышение технологичности процесса сварки деталей неравных толщин.
Поставленная цель достигается тем, что в способе контактной точечной сварки деталей неравных толщин, при котором производят подготовку поверхностей деталей к сварке, зажимают детали между электродами, пропускают импульс сварочного тока и уменьшают теплоотвод от тонкой детали в электрод, причем уменьшение теплоотвода от тонкой детали в электрод осуществляют путем выдержки тонкой детали в течение 72г120 ч в нормальных условиях с момента подготовки ее поверхности под сварку до сварки, а подготовку поверхности толстой детали производят непосредственно перед сваркой. Подготовку поверхности тонкой детали можно производить и с одной стороны, обращенной при сварке к электроду. Нормальные условия определены ОСТ,
Уменьшение теплоотвода создают большим электрическим сопротивлением
либо в обоих поверхностных слоях тонкой детали, либо в одном поверхностном слое тонкой детали, обращенном при сварке к электроду. Большее электрическое сопротивление в поверхностных слоях или в од0 ном поверхностном слое создают большей длительностью выдержки тонкой детали с момента подготовки поверхностей деталей под сварку до их сварки при одинаковой технологии подготовки поверхности.
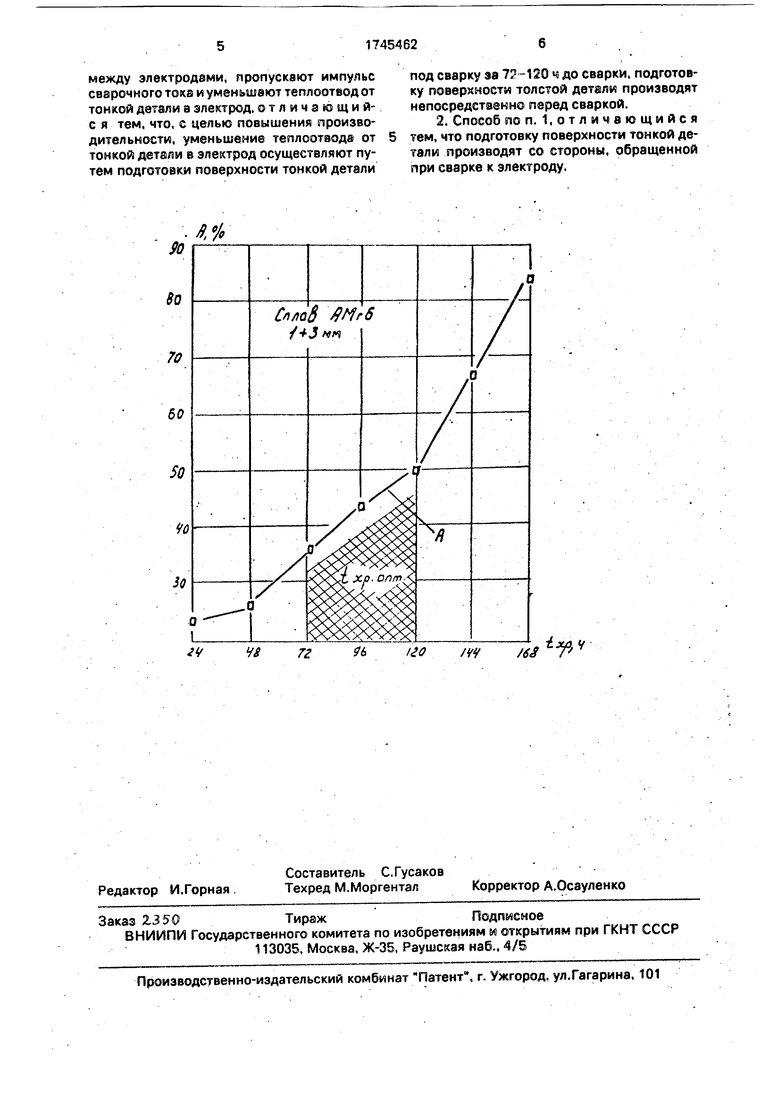
5 На чертеже показана зависимость процента проплавления тонкой детали от времени между подготовкой детали и сваркой. Предлагаемый способ обосновывается следующим экспериментом.
0 Была произведена сварка деталей из алюминиевого сплава АМгбМ на машине постоянного тока МТВ-80.01 сочетанием толщины 1+3 мм с одинаковой технологией подготовки поверхности - механической за5 чисткой металлической щеткой всех поверхностных слоев тонкой и толстой деталей. При этом в одном случае время выдержки тонкой и толстой деталей после подготовки поверхности было одинаковым (24 ч), в дру0 гом случае время выдержки тонкой детали задавали различным, а толстую деталь зачищали непосредственно перед сваркой.
В первом случае проплавление тонкой детали при использовании стандартных
5 электродов не превышало 12-15%, во втором случае при увеличении времени выдержки с 24 до 168 ч с использованием тех же электродов проплавления тонкой детали возросло до 85%.
0 Оптимальное время выдержки и достаточное для обеспечения технологичности составляет 3-5 суток, при этом проплавление в тонкий лист находится в пределах 36-50% от толщины детали.
5 Проплавление измеряют на макрошлифах сварных точек по стандартной методике. Использование изобретения позволит повысить технологичность процесса сварки деталей неравных толщин, снизить трудоем0 кость сборочно-сварочных работ, поскольку в предлагаемом случае не требуется применения специальных электродов и тепловых экранов, а также повысить качество и прочностные свойства сварных соединений.
5 Формула изобретения
1, Способ контактной точечной сварки деталей неравных толщин преимущественно из алюминиевых и магниевых сплавов, при котором производят.подготовку поверхностей деталей к сварке, зажимают детали
между электродами, пропускают импульс сварочного тока и уменьшают теплоотвод от тонкой детали а электрод, отличающий- с я тем. что, с целью повышения производительности, уменьшение теплоотвода от тонкой детали в электрод осуществляют путем подготовки поверхности тонкой детали
под сварку за 7 -120 ч до сварки, подготовку поверхности толстой детали производят непосредственно перед сваркой.
2. Способ по п. 1,отличающийся тем, что подготовку поверхности тонкой детали производят со стороны, обращенной при сварке к электроду.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод для контактной точечной сварки | 1977 |
|
SU695781A1 |
| Способ контактной точечной сварки деталей неравных толщин | 1989 |
|
SU1682083A1 |
| Способ контактной точечной сварки деталей разной толщины | 1990 |
|
SU1764892A1 |
| Способ контактной точечной сварки | 1990 |
|
SU1743764A1 |
| Электрод для контактной точечной сварки | 1974 |
|
SU529027A1 |
| Электрод для контактной точечной сварки деталей неравной толщины | 1981 |
|
SU959953A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОГО КОНТАКТА | 1999 |
|
RU2155405C1 |
| Способ точечной и шовной контактной сварки | 1979 |
|
SU860967A1 |
| Способ дуговой точечной сварки | 1990 |
|
SU1729712A1 |
| Способ контактной точечной сварки деталей неравной толщины | 1981 |
|
SU1038139A1 |
Использование: контактная точечная сварка деталей неравных толщин, преимущественно из алюминиевых и магнитных сплавов, и может быть использовано в машиностроении при изготовлении летательных аппаратов. Сущность изобретения: проплавление тонкой детали и повышение технологичности процесса сварки в первом случае в обоих поверхностных слоях тонкой детали до зажатия деталей осуществляют за счет создания между электродами большего теплового и электрического сопротивления, чем в поверхностных слоях толстой детали. Для этого увеличивают длительность хранения тонкой детали с момента подготовки поверхности под сварку до сварки. Во втором случае большее электрическое и тепловое сопротивление создают в одном поверхностном слое тонкой детали, обращенном при сварке к электроду. 1 з.п.ф-лы, 1 ил. ел С 2 СЛ Јь О ю
.%
г ч 46 тг ь но /w /63 f 4
| Патент США №3689731, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Патент США № 3592994, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
| Электрод для контактной точечной сварки | 1974 |
|
SU529027A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство СССР № 5177435, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Электрод для контактной точечной сварки деталей неравной толщины | 1981 |
|
SU959953A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Патент США № 3363086, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| ЭЛЕКТРОД ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 0 |
|
SU354956A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Патент США №3665145, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Электрод для контактной точечной сварки | 1977 |
|
SU695781A1 |
| Патент США №4345136, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Орлов Б.Д | |||
| и др | |||
| Технология и оборудование контактной сварки | |||
| - М.: Машиностроение, 1975, с | |||
| Способ получения суррогата олифы | 1922 |
|
SU164A1 |
