Изобретение относится к машиностроению, в частности к конструкции машин для контактной точечной сварки, которые могут найти применение при изготовлении сварных конструкций различного назначения.
Цель изобретения - снижение расхода электродного материала, повышение стабильности процесса контактной точечной сварки и увеличение производительности за счет уменьшения времени на замену центральной части электрода.
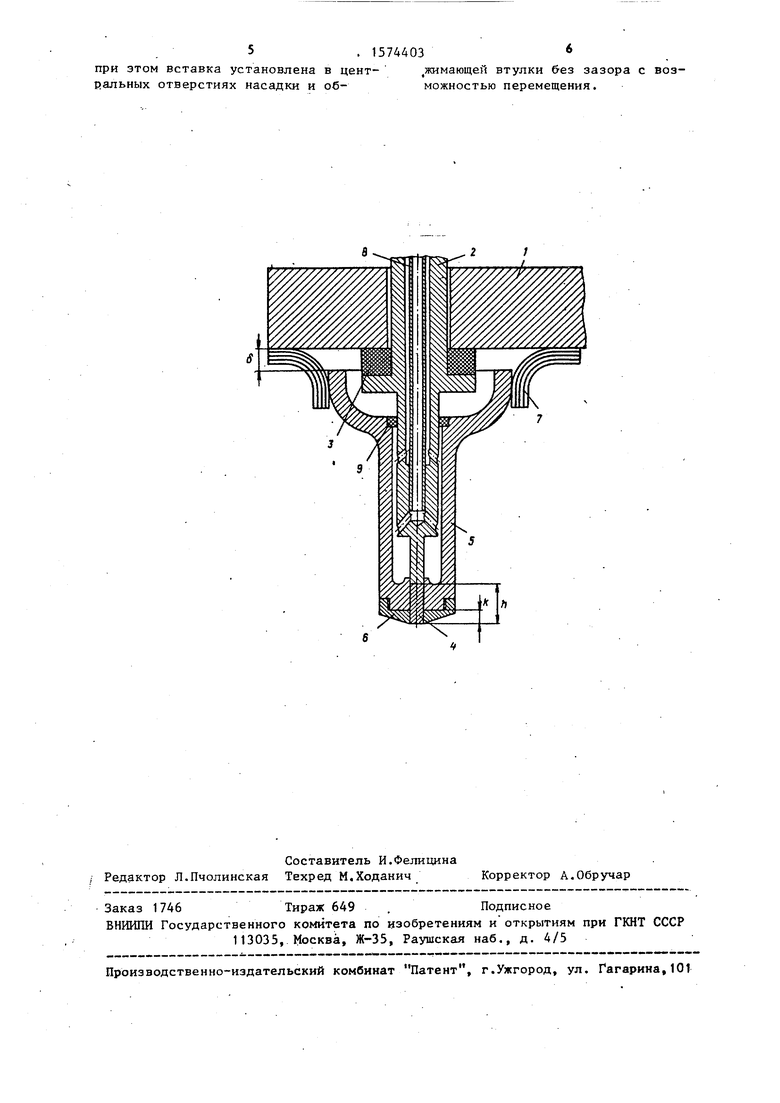
На чертеже изображен электрод машины для контактной точечной сварки.
Электрод установлен на хоботе 1 машины и выполнен в виде силового толкателя 2, соединенного с упругим элементом 3, центральной высокоэлектропроводной вставки 4, обжимающей втулки, выполненной в виде высокоэлектропроводного стакана 5 с центральным отверстием в дне и насадки 6, с центральным отверстием, из.немагнитного термопрочного материала, установленной на дне стакана 5 при помощи резьбы. Вставка 4 установлена в центральных отверстиях стакана 5 и насадки 6 без зазора с возможностью перемещения. Поскольку обжимающая
сд J
Јь 4ь
О
оо
втулка перемещается в процессе сварки вдоль оси, подвод тока к ней осуществляется от хобота сварочной машины с помощью гибкой шины 7. В толкателе 2 предусмотрены полости для размещения трубки водяного охлаждения 8 и отвода охлаждающей воды. В пазах стакана 5 установлена гидроизоляция 9. Толкатель 2 свободно посажен в хоботе 1 контактной машины, благо- ,даря чему обеспечивается возможность перемещения его вдоль вертикальной оси.
В нерабочем состоянии между торцом стакана 5 и хоботом 1 устанавливается зазор Л , который можно регулировать путем перемещения высокоэлектропроводного стакана 5 по толкателю 2. Величина зазора определяется из уело- вия обеспечения величины усилия сжатия, достаточной для пластического деформирования высокоэлектропроводной центральной вставки 4 из выражения :
#(0,78. ..0,94) 1,
где ( - предел текучести материала
центральной высокоэлектро- проводной сменной вставки $ d - диаметр центральной сменной вставки, причем d (0,91,Dd,de - диаметр литого ядра сварной
точки;
с - жесткость упругого элемента. Высокоэлектропроводная расходуемая вставка изготавливается длиной h, которая выбирается из условий обеспечения допустимой плотности тока в контакте центральной токоведущей вставки с обжимающей втулкой и, с. другой стороны, обеспечения достаточной степени водяного охлаждения токоведущей части. Длину h получают из соотношения:
(0,003fO,0035) ip + К,
где I ад - номинальный сварочный ток,- К - высота насадки обжимающей
втулки.
В процессе сварки к хоботу 1 при- кладывается усилие, достаточное для нормального протекания процесса сварки. Это усилие с хобота 1 передается на упругий- элемент 3, с него на толкатель 2 и далее на центральную
л
5
-.
5
0
5
высокоэлектропроводную вставку 4. При этом упругий элемент деформируется на величину J , обжимающая втулка соприкасается с хоботом машины 1, таким образом усилие передается на обжимающую втулку, что позволяет осуществлять обжатие и проковку околоточечной зоны. Величиной зазора сГ можно регулировать степень сжатия упругого элемента 3, и, соответственно, перераспределять усилие между центральной токоведущей частью и обжимающей втулкой. Усилие, прикладываемое к центральной вставке 4, назначается в зависимости от необходимой степени течения материала вставки и условий сварки.
В процессе сварки по мере износа центральной высокоэлектропроводной вставки 4 зазор Г уменьшается и после того, как зазор выбрался, сварка прекращается и производится замена центральной высокоэлектропроводной вставки 4 новой вставкой длиной h.
i
Использование изобретения позволяет ликвидировать операции по зачистке рабочей поверхности центральной части электрода.
Формула изобретения
Машина для контактной точечной сварки, содержащая соединенный с токоподводящими гибкими шинами хобот и установленный на нем электрод, выполненный в виде подпружиненной от- . носительно хобота центральной части и концентрично расположенной относительно нее обжимающей втулки, о т- личающаяся тем, что, с целью снижения расхода электродного металла, повышения стабильности процесса контактной точечной сварки и,увеличения производительности за счет уменьшения времени на замену центральной части, центральная часть электрода выполнена в виде соединенных между собой толкателя и высокоэлектропроводной вставки, токо- подводящие гибкие шины соединены с обжимающей втулкой, которая выполнена в виде связанных между собой высокоэлектропроводного стакана с центральным отверстием в дне и насадки из немагнитного термопрочного материала с центральным отверстием, расположенной со стороны вставки,
5. 1574403
при этом вставка установлена в цент-.жимающей втулки без зазора с возральных отверстиях насадки и об-можностью перемещения.

| название | год | авторы | номер документа |
|---|---|---|---|
| Электродный узел для контактной сварки | 1980 |
|
SU927446A1 |
| Способ контактной сварки | 1983 |
|
SU1135580A1 |
| Электрод контактной точечной сварки | 1975 |
|
SU553072A1 |
| Электрод для контактной точечной сварки | 1991 |
|
SU1811461A3 |
| Машина для контактной точечной сварки | 1989 |
|
SU1738546A1 |
| Устройство для контактной точечной сварки | 1981 |
|
SU1098716A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1967 |
|
SU216863A1 |
| Электрод для контактной точечной сварки | 1988 |
|
SU1648683A1 |
| Способ контактной точечной сварки деталей разной толщины | 1984 |
|
SU1186431A1 |
| Машина для многоточечной контактной сварки | 1974 |
|
SU515611A1 |
Изобретение относится к машиностроению, в частности к конструкциям машин для контактной точечной сварки, которые могут найти применение при изготовлении сварных конструкций различного назначения. Цель изобретения - снижение расхода электродного металла, повышение стабильности процесса контактной точечной сварки и увеличение производительности за счет уменьшения времени на замену центральной части электрода /ЦЧЭ/. ЦЧЭ выполнена в виде соединенных между собой толкателей 2 и высокоэлектропроводной вставки 4. Обжимающая втулка выполнена в виде высокоэлектропроводного стакана 5 и насадки 6 из немагнитного термопрочного материала, установленной на дне стакана при помощи резьбы. Усилие с хобота 1 передается на упругий элемент 3, с него-на толкатель 2 и вставку 4. Упругий элемент 3 деформируется, и обжимающая втулка осуществляет обжатие и проковку околоточечной зоны. По мере износа вставки 4 и после выбора зазора сварка прекращается и производится замена вставки. Использование электрода позволяет ликвидировать операции по зачистке рабочей поверхности ЦЧЭ. 1 ил.
| Авторское свидетельство СССР № 761195, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
