Изобретение относится к технике сварки, а именно к сварным соединениям короткими швами, имеющими широкое применение в различных отраслях промышленности.
Цель изобретения - повышение эффективности использования сварочных материалов и электроэнергии.
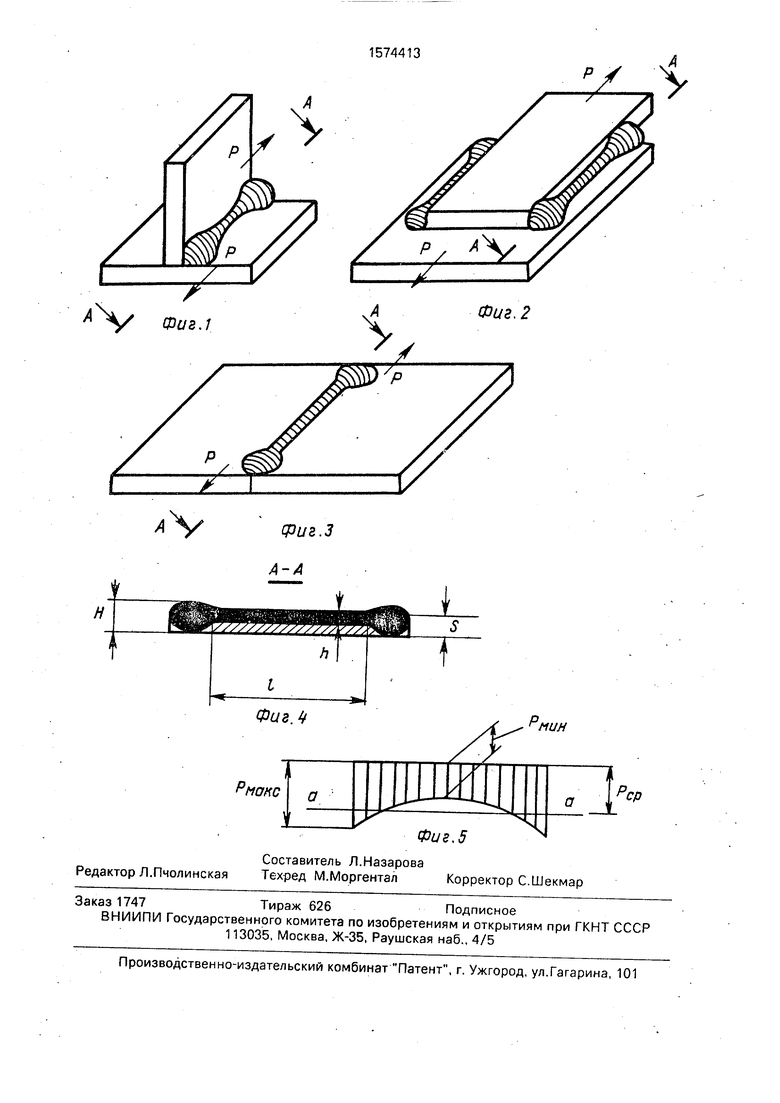
На фиг. 1-3 представлены возможные варианты осуществления способа; на фиг. 4 - сечение А-А на фиг. 1-3; на фиг, 5 - эпюра распределения нагрузки в шве.
Сварной шов выполняют максимально приближенным к равнонапряженному по длине, т.е. соответствующим эпюре распределения рабочи-х нагрузок в шве, причем концевые участки шва выполняют с
глубиной проплавления Н, обеспечивающей возможность воспринять максимальные напряжения, возникающие в шве, т.е. воспринять основную часть нагрузки Р (фиг. 1), а среднюю часть длиной I выполняют с глубиной проплавления h, величина которой учитывает степень неравномерности в распределении касательных напряжений по длине шва
,, Тмакс
V-z. ,
tcp
где Тмакс - касательные напряжения, возникающие в концевых участках шва;
гср- касательные напряжения, возникающие в средней части шеа.
Если обозначить площадь концевого участка в продольном сечении через F,
А
сл
ь,
«raJt
00
а площадь средней части шва выразить как I -h, то они должны соответствовать следующей зависимости:
F Тмакс
l-h -т,
ср
где
ТСр -
Тмакс
Таким образом можно составить уравнение
г- . Тмакс .
V
h TMSKCI
откуда
Поскольку площадь F прямо пропорциональна глубине проплавления Н, то глубина проплавления h в средней части шва находится в прямо пропорциональной зависимости от глубины проплавления Н концевых участков шва и обратно пропорциональна длине средней части шва I и степени неравномерности V в распределении касательных напряжений по длине шва. Другими словами, при возрастании глубины проплавления Н концевых участков шва, обеспечивающих возможность воспринять основную часть нагрузки Р, глубина проплавления h средней части шва также растет, но ее величина тем меньше, чем больше длина средней части I (при условии, что длина концевых участков изменяется) и соответственно степень неравномерности V в распределении напряжений по длине шва.
Таким образом, учитывая эту зависимость, появляется возможность при формировании средней части шва сэкономить сварочные материалы и соответственно электроэнергию, необходимую для формирования этой части шва. Концевые участки шва, где нагрузка максимальна, можно выполнить в виде точки.
Необходимый диаметр точки определяется следующим образом. Из эпюры распределения нагрузки в шве (фиг.5) видно, что за линией а -- а действуют усилия Р больше Рср, поэтому для расчета принимаем, что на данных отрезках швов действуют максимальные усилия Рмакс
Из условия -f т,
определяем, что
С
макс
(1)
м
Площадь сечения точки ,(2)
где S - площадь свариваемого металла.
Подставив значение F из выражения (2) в выражение (1), имеем
Р
0
Отсюда
n .Q - макс
м
п Рмакс
Длина среднего участка шва
I L-2D.
где L - общая длина сварного соединения. Пример. Проводили сварку углового шва (фиг. 1), Сварку выполняли с переменной глубиной проплавления, сварной шов
имел следующие параметры: L 80 мм; I 50 мм; 3 6 мм; Н 8 мм; h 3 мм. По сравнению со швом с постоянной глубиной проплавления h б мм и равнопрочным рассматриваемому экономия сварочного материала (проволока Св.08Г2С $1,6) на одном шве составляла 0,0104 кг, а экономия электроэнергии - 0,0312 кВт- ч.
30
Формула изобретения
Способ получения сварного соединения, включающий сварку деталей по крайней мере одним швом с переменной глубиной проплавления по его длине, отличающийся тем,
что, с целью повышения эффективности использования сварочных материалов и электроэнергии, сварной шов выполняют с переменной глубиной проплавления, соответствующей эпюре распределения рабочей нагрузки по длине шва, при этом на участках максимальных напряжений сварку ведут с большей глубиной проплавле- ния, чем на остальных участках, где сварку ведут с глубиной проплавления прямо пропорциональной максимальной глубине проплавления и обратно пропорциональной длине этих участков и степени неравномерности в распределении напряжений в сварном шве.
1574413
г-&
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оценки свариваемости материала полуфабрикатов | 1987 |
|
SU1479248A1 |
| Способ подбора оптимальных режимов сварки кольцевых стыков | 1977 |
|
SU724295A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2018 |
|
RU2704676C1 |
| Способ испытания металла сварного соединения на склонность к образованию холодных трещин | 1989 |
|
SU1708566A1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2018 |
|
RU2699493C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ МЕТАЛЛОВ | 2018 |
|
RU2683990C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОЛЬЦЕВЫХ ИЛИ КРУГОВЫХ СОЕДИНЕНИЙ ИЗ МЕДНЫХ СПЛАВОВ | 2020 |
|
RU2751203C1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕРМИЧЕСКИМ ЦИКЛОМ МНОГОПРОХОДНОЙ ЛАЗЕРНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ В УЗКОЩЕЛЕВУЮ РАЗДЕЛКУ СО СВАРОЧНОЙ ПРОВОЛОКОЙ | 2020 |
|
RU2754216C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ МЕТАЛЛОВ МОДУЛИРОВАННЫМ ПО АМПЛИТУДЕ И ЧАСТОТЕ УГЛОВОГО ОТКЛОНЕНИЯ ЛУЧОМ | 2024 |
|
RU2833950C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ БАЛЛОНОВ | 2000 |
|
RU2167019C1 |
Изобретение относится к сварке, а именно к способам получения сварных соединений короткими швами, имеющими широкое применение в различных отраслях промышленности. Цель изобретения - повышение эффективности использования сварочных материалов и электроэнергии. Шов выполняют максимально приближенным к равнонапряженному по длине. Максимально нагруженные участки шва выполняют с глубиной проплавления, обеспечивающей возможность воспринять максимальные напряжения, возникающие в шве. Другие участки шва выполняют с глубиной проплавления, прямо пропорциональной глубине проплавления максимально нагруженных участков шва и обратно пропорциональной длине этого участка шва и степени неравномерности в распределении напряжений в коротком шве. В результате получают равнопрочный шов с наименьшими затратами сварочных материалов и энергии. 5 ил.
xl V
сриг.З А-А
н
950вбв К 901ВИ09Ж вЬ
Фиг. 4
i
мин
| Устройство для устранения перекоса уточной нити в тканях | 1952 |
|
SU98224A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
