Изобретение относится к сварке, в частности к оборудованию для дуговой сварки, и может быть использовано при сварке продольных швов изделий конечной длины, например.труб.
Цель изобретения - повышение качества шва при сварке с малым вылетом электрода за счет изменения величины вылета в начальной и конечной зонах шва.
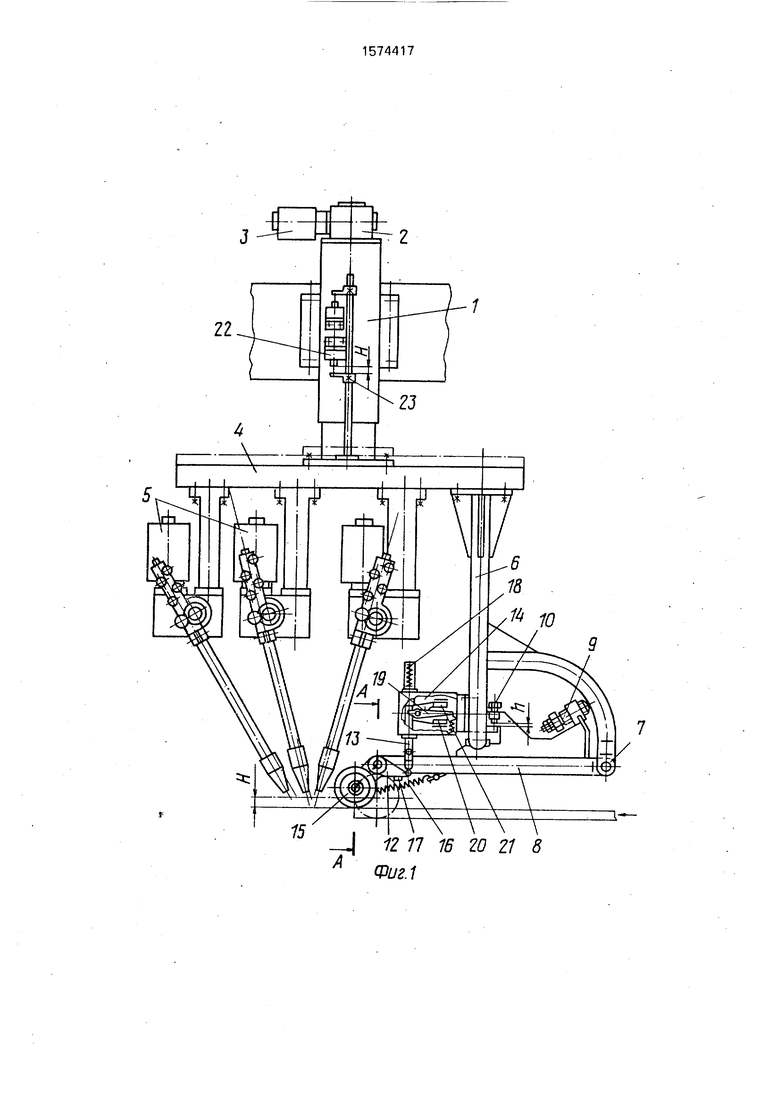
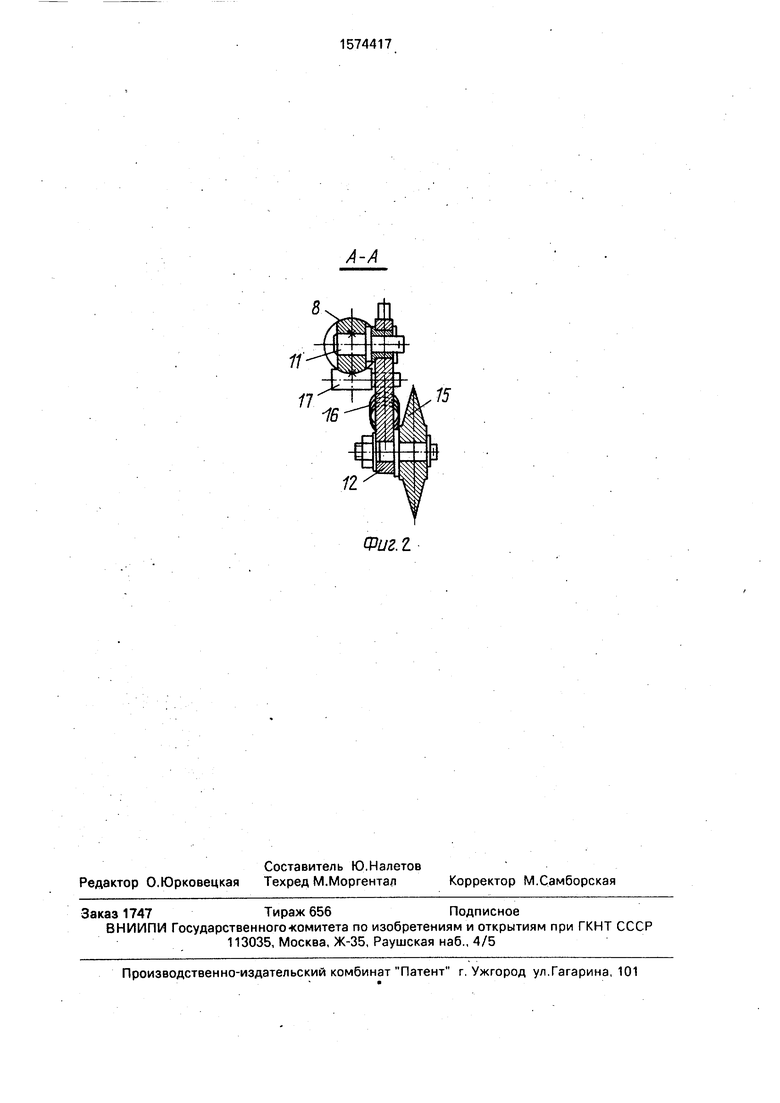
На фиг.1 изображено устройство,общий вид; на фиг.2 - разрез А - А на фиг. 1.
Устройство содержит корпус 1, которым оно крепится на несущей металлоконструкции сварочной установки. На корпусе 1 смонтирован привод 2 вертикального перемещения с электродвигателем 3, удерживающий подвеску 4. На подвеске 4 закреплены сварочные головки 5 и кронштейн 6,удерживающий механизм регулирования вылета электродов. На кронштейне 6 посредством шарнирного соединения 7 закреплена траверса 8, которая снабжена вза- имодействующими с кронштейном 6 пружинным упором 9 и ограничительным упором 10. На свободном конце траверсы 8 также шарнирно с возможностью поворота на оси 11 удерживается рычаг 12, одно плечо которого находится в контакте с подвижным штоком 13 электромеханического датчика 14. неподвижно закрепленного на кронштейне 6, а на другом смонтирован копирный ролик 15 и закреплена пружина 16 Второй конец пружины 16 связан с траверсой 8. Рычаг 12 в крайнем (по часовой стрелке) положении относительно траверсы 8 ограничен жестким упором 17. Шток 13 нагружен пружиной 18 и через промежуточный элемент 19 может воздействовать на микроел
Јь
переключатели 20 или 21, включающие электродвигатель 3 в ту или другую сторону. Усилие пружинного упора 9, приведенное к ролику 15, больше усилия пружины 16, которое превышает усилие пружины 18. На корпусе 1 закреплен конечный выключатель 22, который срабатывает от подвижного упора 23 и ограничивает верхнее положение подвижной части устройства.
Устройство работает следующим образом.
В исходном положении перед сваркой, когда отсутствует свариваемое изделие, рычаг 12 с копирным роликом 15 под действием пружины 16 повернут относительно траверсы 8 против часовой стрелки, шток 13 через промежуточный элемент 19 замыкает микропереключатель 20, подвеска 4 поднята, при этом величина подъема Н определяется установкой упора 23 относительно конечного выключателя 22 и соответствует выбранному увеличению начального вылета электрода.
В начале сварки торец изделия, упираясь в ролик 15, поворачивает рычаг 12 по часовой стрелке и растягивает пружину 16. Поворот происходит до контакта рычага 12 с упором 17 на траверсе 8. Освобожденный шток 13 под действием пружины 18 перемещается вниз и через промежуточный элемент 19 включает микропереключатель 21, определяющий перемещение подвижной части устройства вниз, после включения сварки: Сварка начинается на увеличенном вылете электрода, постепенно уменьшающимся до выбранной величины Н, при достижении которой микропереключатель 21 выключается, промежуточный элемент 19 датчика 14 устанавливается в среднее положение. При этом траверсы 8, сжимая пружинный упор 9, поворачивается,и ее ограничительный упор 10 поднимается относительно выступа кронштейна 6 на величину h. С этого момента процесс сварки
происходит при копировании поверхности изделия.
Перед окончанием сварки ролик 15 сходит с изделия. В этот момент рычаг 12
под действием пружины 16 поворачивается против часовой стрелки, а траверса 8 занимает крайнее нижнее положение. Срабатыванием микропереключателя 20 определяется движение вверх до срабатывания конечного выключателя 22 и выключение сварки. Таким образом, выключение сварки происходит при той же величине вылета электрода, что и начало, а устройство при этом занимает исходное
положение.
Формула изобретения Устройство для дуговой сварки продольных швов, содержащее корпус, подвеску со сварочными головками, кронштейн с
механизмом регулирования величины вылета электрода, включающим копирный ролик и электромеханический датчик управления приводом механизма вертикального перемещения подвески, о тличающееся тем, что, с целью повышения качества шва при сварке с малым вылетом электрода за счет изменения величины вылета в начальной и конечной зонах шва, механизм регулирования вылета электрода
дополнительно снабжен траверсой, один конец которой шарнирно с возможностью поворота в вертикальной плоскости закреплен на кронштейне и подпружинен относительно него, а другой шарнирно соединен с
рычагом, одно плечо которого связано с электромеханическим датчиком, а другое, на котором установлен копирный ролик, - связано пружиной с траверсой, причем усилие этой пружины меньше усилия на рычаг
от траверсы, но больше усилия, необходимого для воздействия рычага на электромеханический датчик, траверса снабжена упором конечного положения рычага, а кронштейн - упором нижнего положения
траверсы.
1 2Пй)
9 12 OZ 91 U U Г
1
SL
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ДВУХСТОРОННЕЙ ПРИВАРКИ РЕБЕР ПРЕРЫВИСТЫМ ШВОМ | 1993 |
|
RU2094199C1 |
| Устройство для направления электрода по стыку | 1985 |
|
SU1274874A1 |
| Устройство для дуговой сварки внутренних продольных швов труб | 1985 |
|
SU1291324A1 |
| Устройство для тепловой обработки металла | 1983 |
|
SU1155404A1 |
| Установка для сварки кольцевых швов | 1980 |
|
SU899316A1 |
| Устройство для дуговой сварки | 1982 |
|
SU1110576A1 |
| Следящее устройство для сварки криволинейных угловых швов | 1987 |
|
SU1447625A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2348494C2 |
| Установка для автоматической сварки под флюсом | 1990 |
|
SU1727965A1 |
| Устройство для автоматической дуговой сварки поворотных стыков цилиндрических изделий | 1982 |
|
SU1115875A1 |
Изобретение относится к оборудованию для дуговой сварки и может быть использовано при сварке продольных швов изделий конечной длины, например труб. Целью изобретения является повышение качества шва при сварке с малым вылетом электрода за счет изменения величины вылета в начальной и конечной зонах шва. При подаче свариваемое изделие через копирный ролик действует на рычаг, который включает электромеханический датчик в положение, определяющее опускание подвижной части устройства со сварочными головками после включения сварки. В начале сварки вылет электрода уменьшается до величины, с которой осуществляется дальнейшая сварка. В конце сварки копирный ролик сходит с изделия, поворачивая рычаг, который переводит электромеханический датчик в положение, определяющее подъем подвижной части устройства и увеличение вылета электрода до исходного значения. 2 ил.
Л1Ш.91
8
Фиг. l
| Ильиных С.В | |||
| Трехфазные дуговые автоматы и полуавтоматы - М.:Машгиз, 1962,с.23-26. |
