Изобретение относится к производству строительных материалов, а именно к способам формования асбестоцементных и известково-силикатных экструзионных изделий.
Целью изобретения является обеспечение стабильности процесса формования при снижении расхода органического пластификатора, повышение производительности и прочности изделий.
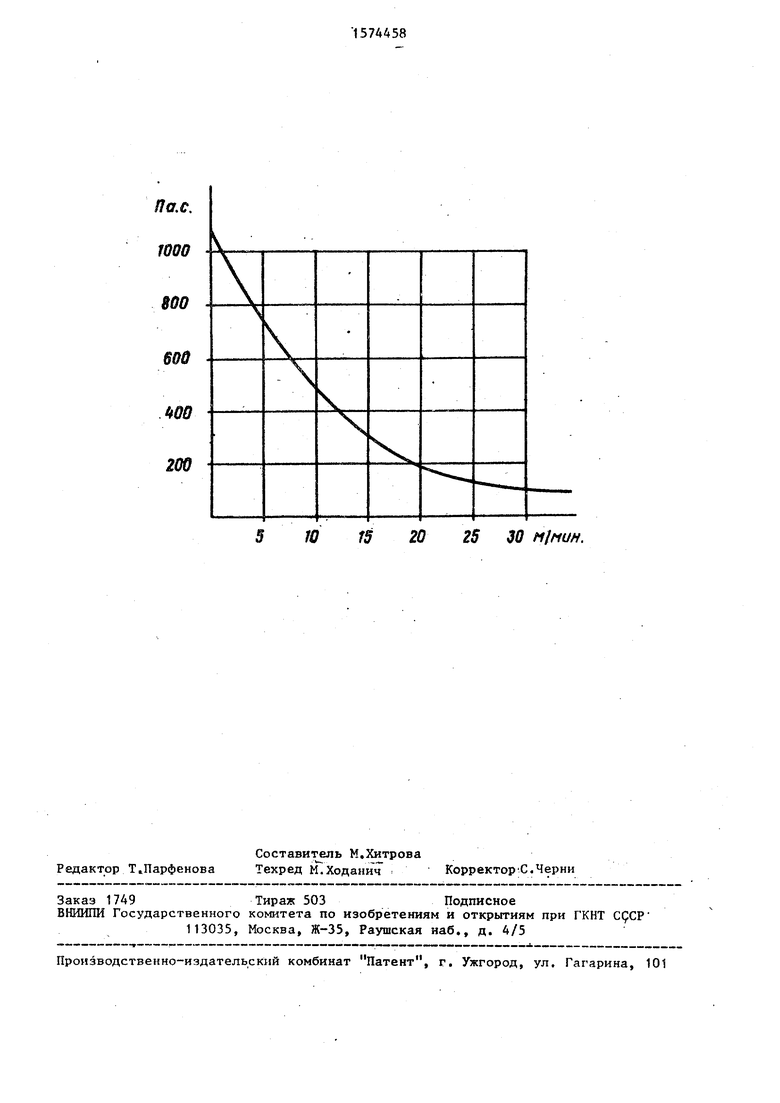
На чертеже представлен график зави- имости эффективной вязкости асбестоцементной массы от скорости экструзии.
По способу изготовления асбестоцементных и известково- силикатных изделий для экструзии используют поршневой пресс. Скорость экструзии до 30 мм и обеспечивается за счет изменения сечения мундштука.
Увеличение скорости формования позволяет снизить эффективную вязкость пластифицированных асбестоцементных и известково-силикатных сырьевых смеел j
Јъ
.Ј
СП 00
сей, что обеспечивает уменьшение расхода пластификатора, а также давления при экструзии. Возникающее при этом значительное снижение нагрева массы в формовочном агрегате позволяет сократить количество остановок, необходимых для охлаждения смеси, и тем самым стабилизировать процесс экструЗИОННОГО фОрМОВаНИЯ, ПОВЫСИТЬ ПРОИЗ-
водительность и улучшить качество изделий.
Пример 1, Асбестоцементную сырьевую смесь, состоящую из 1б% асбеста марки 84% портландцемента и 0,7% органического пластификатора (метилцеллкшозы) (массе сухих компонентов) s приготавливают путем смеши- ьания распушенного асбеста с цементом п с раствором пластификатора. Затем отвешивают порцию массой 240 кг, необходимую для получения панели типа Ст длиной 6 м-, загружают в формовоч- ный агрегат и выдавливают со скорость 20 м/мин. Сформованное изделие под- вергают предварительному твердению в камере при 50-60°С и относительной влажности 80% в течение 6ч, а затем выдерживают на теплом складе в течени 7-10 сут
В таблице приведены сравнительные данные физико-механических показателей изделий, сформованных по прототипу и предлагаемому способу.
Пример 2, Иэвестково-сили- катную сырьевую смесь, состоящую из 16% асбеста марки П-5; 20% извести . (в виде теста) ; 64% трепела (в виде теста) и0515% (к массе двух компонентов) органического пластификатора (метил- целлюлозы) приготавливают путем сие- гаивания распушенного асбеста с известковым и трепельным тестом и раствором пластификатора Затем отвешивают порцию массой 22 кг, необходимую для получения подоконной плиты длиной 2,2 м, загружают в формовочный агрегат и выдавливают со скоростью 30 м/мин, f
Сформованное изделие подвергают сушке в камере при 50-6С°С в течение 12 ч, а затем твердению в автоклаве при 174°С (8 ати) по режиму 2 - 8 --2 ч. Из данных, приведенных в таблице, ЪйЬно, что формование асбестоце- ментных и известково-сисликатных изделий по предлагаемому способу в сравнении со способом-прототипом позволяет снизить боковое давление в формовочном агрегате, а в результате сокращения продолжительности внутри- сменных простоев из-за снижения температуры нагрева массы процесс формования стабилизируется, что приводит к росту производительности формовоч - ного агрегата на 20-60%. При этом расход органических пластификаторов при изготовлении асбестоцементных изделий в зависимости от скорости
формования сокращается на 20-50%, а при изготовлении известково-силикатных изделий в 2-6 раза.
Стабилизация процессов формования способствует повышению качества готовых изделий. Для асбестоцементных изделий предел прочности при изгибе
(RMr) возрастает на 10-50%, а для известково-силикатных изделий на 20- 50%, При этом растут также ударная вязкость и плотность материала.
Формула изобретения Способ изготовления асбестоцементных и известково-силикатных изделий путем приготовления сырьевой смеси, загрузки ее в формовочный агрегат и формование, отличающийся тем, что, с целью обеспечения стабильности процесса формования при снжении расхода органического пластификатора, повышения производительности и прочности изделий, сырьевую сме загружают порциями, необходимыми для изготовления одного изделия, а формование производят со скоростью 15- 30 м/мин.
U1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приготовления экструзионной асбестоцементной смеси | 1988 |
|
SU1583397A1 |
| Способ приготовления асбестоцементной смеси | 1977 |
|
SU876592A1 |
| Сырьевая смесь для изготовления асбестоцементных изделий методом экструзии | 1984 |
|
SU1260350A1 |
| Сырьевая смесь для изготовления асбосиликатных изделий | 1981 |
|
SU1002155A1 |
| Сырьевая смесь для изготовления асбестоцементных изделий | 1982 |
|
SU1145001A1 |
| Сырьевая смесь для изготовления строительных изделий | 1987 |
|
SU1518321A1 |
| Экструзионная асбестоцементная смесь | 1990 |
|
SU1772096A1 |
| Сырьевая смесь для изготовления асбестоцементных изделий | 1988 |
|
SU1618739A1 |
| Способ приготовления сырьевой смеси для изготовления строительных изделий | 1981 |
|
SU981284A1 |
| Метод экструзии фиброцементных материалов с использованием нано- и микродобавок | 2022 |
|
RU2784123C1 |
Изобретение относится к области производства строительных материалов, а именно к способам формования асбестоцементных и известково-силикатных экструзионных изделий. С целью обеспечения стабильности процесса формования при снижении расхода органического пластификатора, повышения производительности и прочности изделий в способе экструзионного формования асбестоцементных и известково-силикатных изделий приготовленную сырьевую смесь в формовочный агрегат загружают порциями для изготовления изделия, а формование производят со скоростью 15 - 30 м/мин. В способе изготовления соответственно для асбестоцементных и известково-силикатных изделий боковое давление в формовочном агрегате 1 - 2,5 МПа, 0,75 - 2,0 МПа
внутрисменные простои формовочного агрегата из-за нагрева смеси 0,5 - 1,0 ч, 0,5 ч
расход органического пластификатора - метилцеллюлозы 0,5 - 0,8%, 0,15 - 0,3%
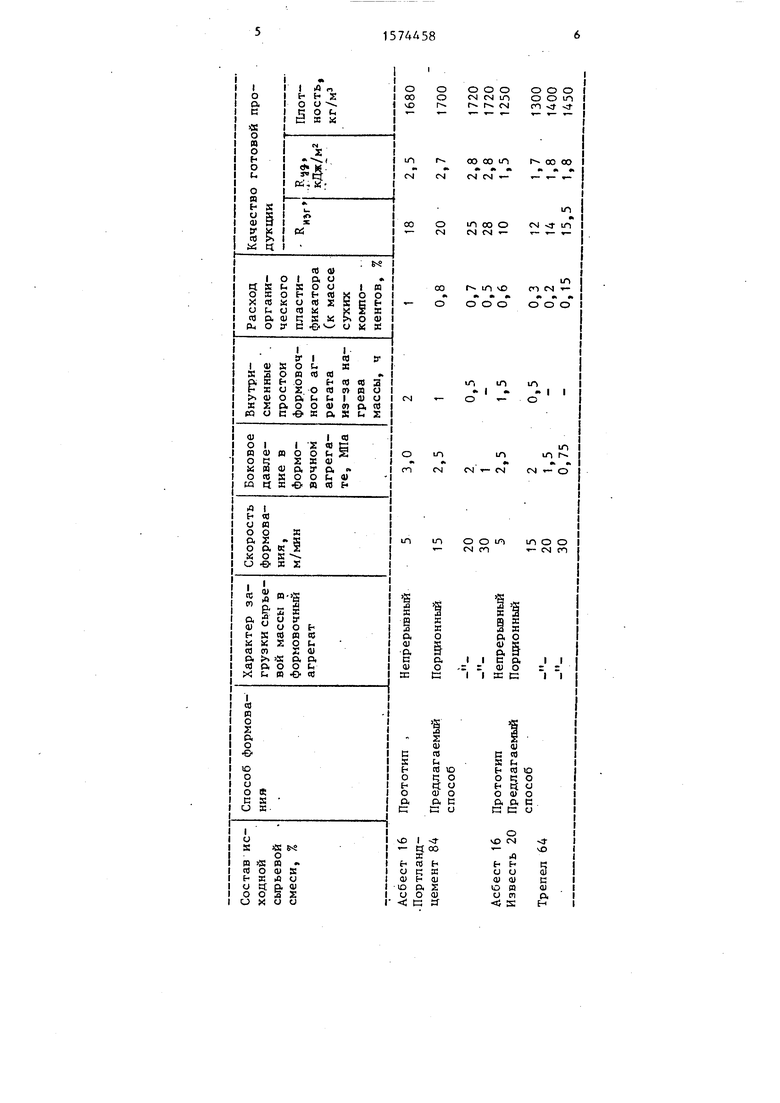
плотность изделий 1720 - 1700 кг/м3, 1450 - 1300 кг/м3
прочность при изгибе 28 - 20 МПа, 15,5 - 12 МПа
ударная прочность 2,8 - 2,7 кДж/м2, 1,8 - 1,7 кДж/м2. 1 ил. 1 табл.
Па.с. WOO
800 60в МО 200
5 Ю 15 20 25 30 MJMUH.
| Волчек И.З, Производство, свойства и применение асбестоцементных экструзионных изделий | |||
| ВНИИЭСМ | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Асбестоцементная промышленность | |||
| Обзорная информация, Вып,2, М,, 1982. | |||
