(21)4447410/23-02
(22)23.05.88
(46) 30.06.90. Бюл. Р 24
(71)Казахский государственный научно-исследовательский и проектный институт нефтяной промышленности
(72)В.И.Вебер
(53)666.293 (088.8)
(56)Эмалирование металлических изделий / Под ред. В.В.Варгина. - М. - Л.: Машгиз, 1962, с. 292-302.
Защитные эмалевые покрытия / Под ред. В.М.Цмель. - Киев, УкрНИИНТИ, 1966, с. 33-36.
(54)СПОСОБ ОБЖИГА ЭМАЛЕВЫХ ПОКРЫТИЙ
(57)Изобретение относится к эмалированию металлических изделий, в частности к обжигу эмалевых покрытий на
трубах. Цель изобретения - повышение равномерности свойств покрытий по всей длине трубы. Способ обжига эмалевых покрытий преимущественно на трубах гри их вертикальном расположении включает протяжку трубы через кольцевой индуктор, совершающий в плоскости поперечного сечения трубы колебательные движения вокруг ее оси на угол 180-200° с постоянной угловой скоростью, обеспечивающей не менее одного колебания за время прохождения через индуктор участка трубы длиной, равной ширине индуктора. Сообщение индуктору колебательных движений обеспечивает получение качественных покрытий по всей длине трубы при обжиге труб на вертикальных роторных агрегатах эмалирования. 1 табл.
8
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДВУСТОРОННЕГО ЭМАЛИРОВАНИЯ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1997 |
|
RU2121523C1 |
| СПОСОБ БЕЗГРУНТОВОГО ЭМАЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СТАЛЬНОЙ ТРУБЫ | 2009 |
|
RU2413794C1 |
| Агрегат для поточного эмалирования труб | 1980 |
|
SU885349A1 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
| СПОСОБ ЭМАЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СТАЛЬНЫХ ТРУБ | 1992 |
|
RU2034930C1 |
| Способ эмалирования внутренней поверхности металлической трубы | 1985 |
|
SU1289911A1 |
| СПОСОБ СУШКИ ШЛИКЕРА ЭМАЛИ, НАНЕСЕННОГО НА ПОВЕРХНОСТЬ ТРУБЫ | 1997 |
|
RU2146306C1 |
| Устройство для обжига и сушки эмалевых покрытий на трубах | 1982 |
|
SU1064643A1 |
| УНИВЕРСАЛЬНАЯ ПОТОЧНАЯ ЛИНИЯ ИЗОЛЯЦИИ ТРУБ | 2002 |
|
RU2199694C1 |
| СПОСОБ ЭМАЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ, ПРЕДНАЗНАЧЕННЫХ ДЛЯ ИЗГОТОВЛЕНИЯ И МОНТАЖА ТРУБОПРОВОДОВ С ПОМОЩЬЮ СВАРКИ | 1991 |
|
RU2053313C1 |
Изобретение относится к эмалированию металлических изделий, в частности к обжигу эмалевых покрытий на трубах. Цель изобретения - повышение равномерности свойств покрытий по всей длине трубы. Способ обжига эмалевых покрытий преимущественно на трубах при их вертикальном расположении включает протяжку трубы через кольцевой индуктор, совершающий в плоскости поперечного сечения трубы колебательные движения вокруг ее оси на угол 180 - 200° с постоянной угловой скоростью, обеспечивающей не менее одного колебания за время прохождения через индуктор участка трубы длиной, равной ширине индуктора. Сообщение индуктору колебательных движений обеспечивает получение качественных покрытий по всей длине трубы при обжиге труб на вертикальных роторных агрегатах эмалирования. 1 табл.
Изобретение относится к эмалирова-. нию металлических изделий и может быть использовано при обжиге эмалевых покрытий на трубах.
Цель изобретения - повышение равномерности свойств покрытий по всей длине трубы.
Пример. На внутреннюю и наружную поверхность насосно-компрес- сорных труб диаметром 89 мм с толщиной стенки 5 мм по известной техно- . логии наносили эмалевый шликер безгрунтовой эмали марки 1Б5, После сушки шликера производили обжиг по- крытия по следующей технологии. Трубы, подвешенные за один из резьбовых
концов в позиции вертикального роторного агрегата, опускали в вертикальную шахту со скоростью 1,Ом/мин. При этом трубы проходили через водог охлаждаемый одновитковый кольцевой медный индуктор. Ширина кольца индуктора составляла 0,2 м. Источником питания индуктора служил преобразователь КВТ, частота тока 2400 Гц. В процессе прохождения труб через индуктор с помощью специального привода производили колебательные перемещения индуктора на угол 180° с частотой 5 колебаний в минуту. При такой частоте колебаний за время прохождения через индуктор участка трубы, равноfc
эо
ю
го ширине индуктора, успевает произойти полная смена противостоящих участков поверхности трубы и индуктора, что обеспечивает выравнивание температуры. Контроль покрытия после обжига показывает высокое качество покрытия, равномерный блеск и отсутствие дефектов.
В соответствии с предлагаемым способом для повышения точности поддержания постоянной температуры обжига колебательные перемещения индуктора производят с постоянной угловой скоростью, частоту колебаний выбирают из соотношения:
1 w
М
где
- частота колебаний индуктора,
кол./мин;
w - скорость поступательного перемещения труб через кольцевой индуктор, м/мин; 1 - ширина кольцевого индуктора, м.
При осуществлении способа для гарантирования перекрытия противостоящих участков трубы и индуктора оптимальными углами колебаний являются углы 180-200°. При углах колебаний менее 180° не обеспечивается полное перекрытие противостоящих участков кольцевого индуктора и поверхности проходящей через него трубы, что не обеспечивает полного выравнивания температуры по периметру трубы.
За время прохождения через индуктор участка длины трубы, равного ширине индуктора, индуктор не успеет завершить обход поверхности трубы на этом участке, что не обеспечивает полного выравнивания температуры.
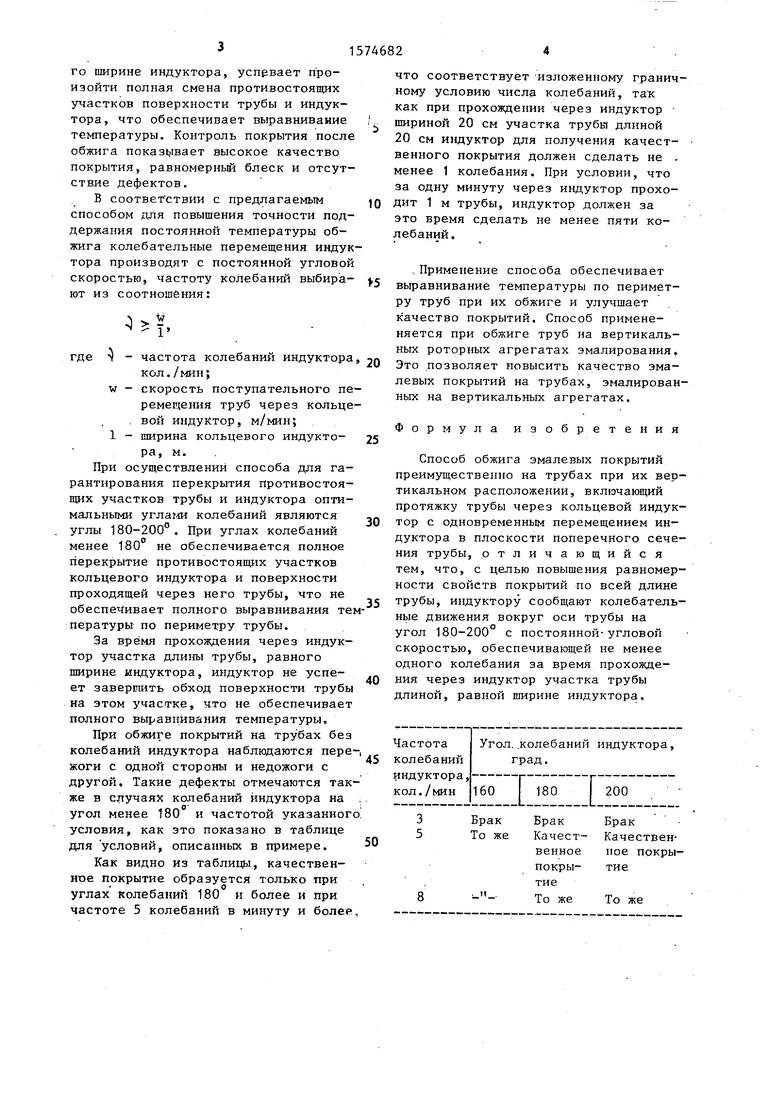
При обжиге покрытий на трубах без колебаний индуктора наблюдаются пере-, жоги с одной стороны и недожоги с другой. Такие дефекты отмечаются также в случаях колебаний индуктора на угол менее 180° и частотой указанного условия, как это показано в таблице для условий, описанных в примере.
Как видно из таблицы, качественное покрытие образуется только при углах колебаний 180 и более и при частоте 5 колебаний в минуту и более,
0
5
0
5
0
5
0
что соответствует изложенному граничному условию числа колебаний, так как при прохождении через индуктор шириной 20 см участка трубы длиной 20 см индуктор для получения качественного покрытия должен сделать не - менее 1 колебания. При условии, что за одну минуту через индуктор проходит 1 м трубы, индуктор должен за это время сделать не менее пяти колебаний.
Применение способа обеспечивает выравнивание температуры по периметру труб при их обжиге и улучшает качество покрытий. Способ примене- няется при обжиге труб на вертикальных роторных агрегатах эмалирования. Это позволяет повысить качество эмалевых покрытий на трубах, эмалированных на вертикальных агрегатах.
Формула изобретения
Способ обжига эмалевых покрытий преимущественно на трубах при их вертикальном расположении, включающий протяжку трубы через кольцевой индуктор с одновременным перемещением индуктора в плоскости поперечного сечения трубы, отличающийся тем, что, с целью повышения равномерности свойств покрытий по всей длине трубы, индуктору сообщают колебательные движения вокруг оси трубы на угол 180-200° с постоянной-угловой скоростью, обеспечивающей не менее одного колебания за время прохождения через индуктор участка трубы длиной, равной ширине индуктора.
венноеное покрыпокры-тие
тие
То жеТо же
