Изобретение относится к способам возбуждения дуги при сварке неплавящимся электродом, в частности, в среде защитных газов и может быть использовано во всех отраслях народного хозяйства.
Целью изобретения является повышение надежности возбуждения малоамперной дуги (3-15 А).
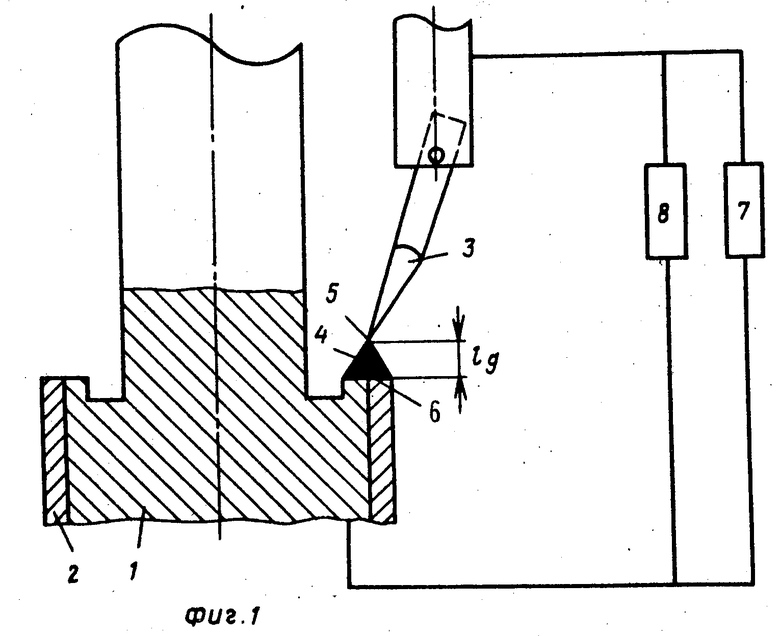
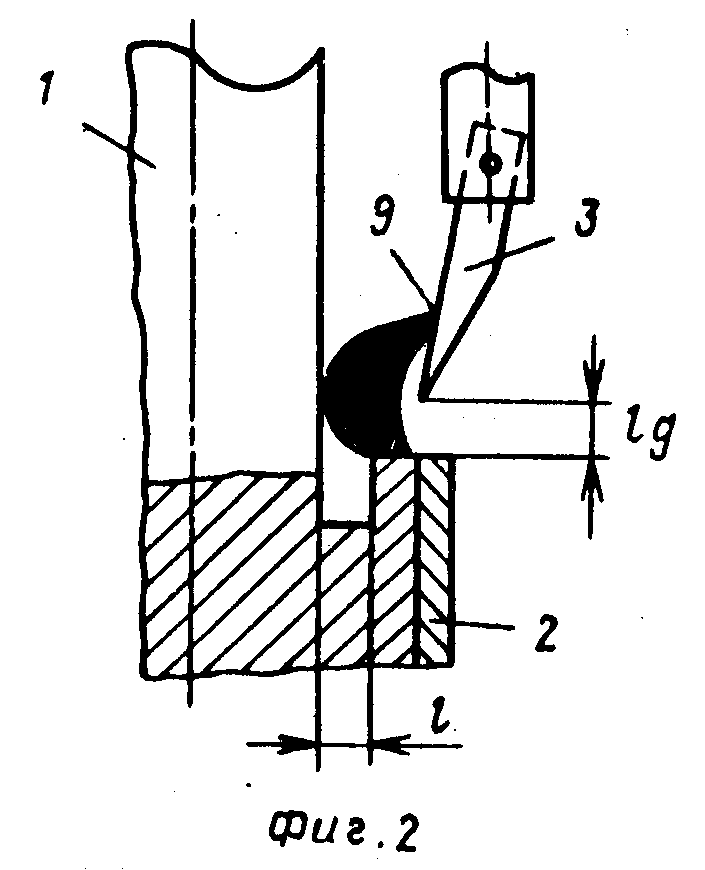
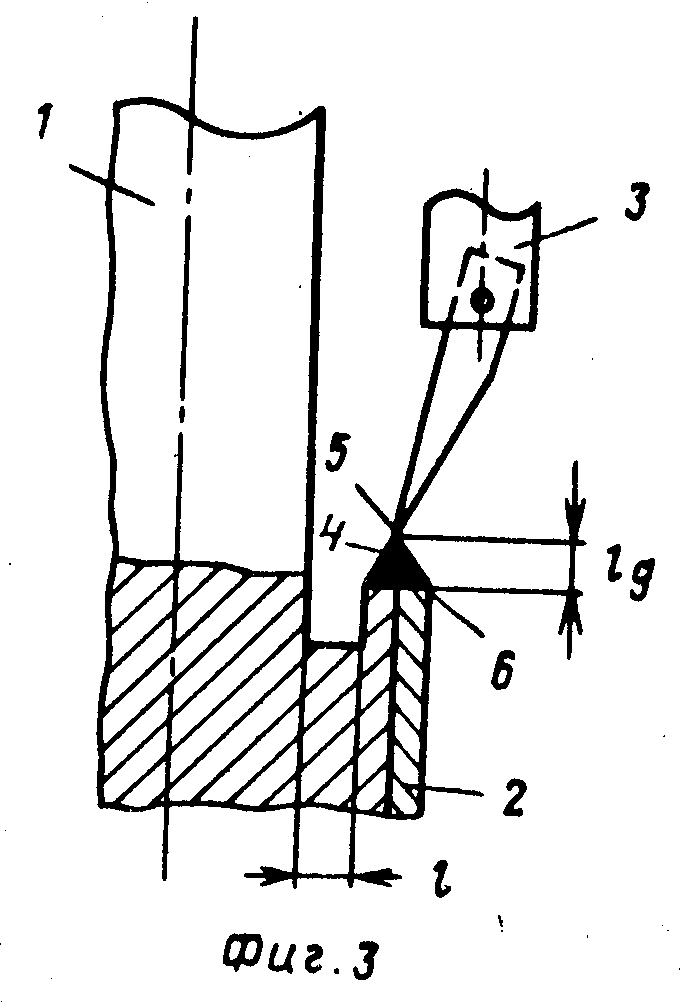
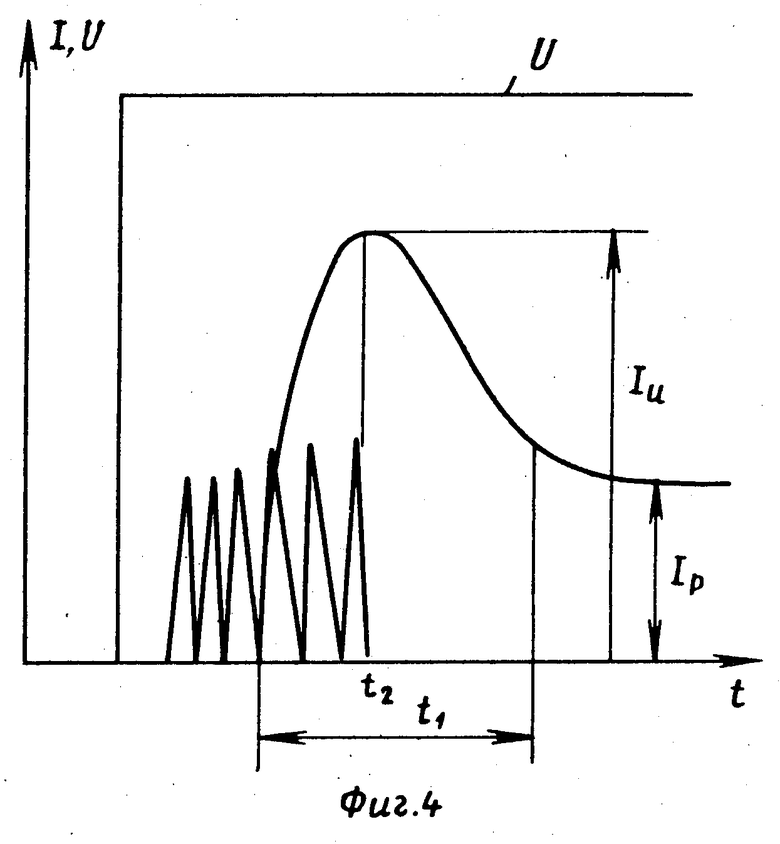
На фиг. 1 показана схема сварки изделия; на фиг. 2 и 3 - возбуждение дуги; на фиг. 4 - циклограмма процесса возбуждения дуги.
Способ возбуждения дуги при сварке неплавящимся электродом осуществляется следующим образом.
При сварке изделия 1 с изделием 2 расстояние 1 между электродом 3 и изделием 1 составляет порядка 0,5-1,2 мм. Дугу 4 длиной lg возбуждают между источником 5 электрода 3 и поверхностью 6. Дуга 4 запитана от источника 7, а высокочастотный разряд подает устройство 8. Вследствие малого расстояния 1 и небольших токов (3-15 А) наблюдается возбуждение дуги с боковой поверхности 9 электрода 3 (фиг.2). В этом случае изделие 1 бракуется, так как факел плазмы охватывает изделие 1 и оплавляет его. Необходимо, чтобы дуга 4 при возбуждении не срывалась с кончика 5 электрода 3 (фиг.3). Для этого включают источник 7, затем устройство 8 и подают высокочастотный разряд. В момент начала возбуждения дуги 4 подают импульс тока величиной Iu = (1,3-1,5)Ip и длительностью t1 = 0,1-1,0 с, где Ip - рабочий ток. При значении меньше 1,31р и длительности менее 0,1 с возбуждение дуги нестабильно. При значениях импульса тока более 1,51р и длительности более 1,0 с чрезмерно расплавляется поверхность 6 (фиг.3), что приводит к браку изделия.
При значениях Iu = (1,3-1,5)Ip и длительности 0,1-1,0 с дуга 4 стабильно возбуждается между кончиком 5 электрода 3 и поверхностью 6. Высокочастотный импульс напряжения прекращают в момент t2 достижения максимального значения импульса тока Iu (фиг.4). Если прекратить ВЧ-разряд раньше, то возможен переброс дуги на поверхность 9 электрода 3.
П р и м е р. Способ осуществляли при сварке изделий из стали 10Х18Н10Т на установке СА-480. Изделие помещали в камеру с защитной атмосферой. Расстояние 1 составляло 0,8 мм. Толщина поверхности 6 составляла 0,6 мм. Зазор lg равнялся 0,8 мм. В качестве источника питания использовали ТИР-125.
Сварку вели на режиме: Ip = 12А, Vсв = =5,2 м/ч. Импульс тока составлял 17А (1,41р), а длительность 0,8 с. Предварительно настраивали электрод 3 соосно с изделием 1 и выставляли длину дуги 0,8 мм. Включали источник 7 и устройство 8, а затем проводили сварку изделий 1 и 2. Возбуждение дуги осуществлялось без перебросов и стабильно, что обеспечивало высокое качество сварных соединений.
Способ позволяет стабильно возбуждать дугу при сварке неплавящимся электродом в среде защитных газов на малых токах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ возбуждения дуги при точечной дуговой сварке в среде защитных газов | 1982 |
|
SU1049212A1 |
| Способ возбуждения дуги при точечной дуговой сварке в среде защитных газов | 1981 |
|
SU1038128A1 |
| Способ импульсной дуговой сварки | 1986 |
|
SU1449273A1 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1980 |
|
SU956193A1 |
| Двухэлектродная горелка | 1983 |
|
SU1123808A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ С КОМБИНАЦИЕЙ НЕПЛАВЯЩЕГОСЯ И ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДОВ | 2019 |
|
RU2739308C1 |
| Способ контактного возбуждения сварочной дуги | 1976 |
|
SU703265A1 |
| Устройство для питания сварочной дуги и управления процессом сварки | 1983 |
|
SU1178557A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2003 |
|
RU2254214C1 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
Изобретение относится к сварке неплавящимся электродом в среде защитного газа, в частности к способу возбуждения дуги, и может быть использовано во всех отраслях народного хозяйства. Цель изобретения - повышение надежности возбуждения малоамперной дуги величиной от 3 до 15 A. Для этого на луговой промежуток подают импульс тока, равный от 1,3 до 1,5 величины рабочего тока и длительностью 0,1 до 1,0 с. Высокочастотный импульс напряжения прекращают в момент достижения импульсом тока максимального значения. Такое возбуждение дуги исключает ее переброс на боковые поверхности электрода. 4 ил.
СПОСОБ ВОЗБУЖДЕНИЯ ДУГИ ПРИ СВАРКЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ, по которому на дуговой промежуток подают высокочастотный импульс напряжения и импульс тока, отличающийся тем, что, с целью повышения надежности возбуждения малоамперной дуги величиной от 3 до 15 A, импульс тока подают величиной от 1,3 до 1,5 величины рабочего тока и длительностью от 0,1 до 1,0 с, а высокочастотный импульс напряжения прекращают в момент достижения импульсом тока максимального значения.
| Комбинированные ножницы | 1975 |
|
SU561633A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
