(46) 30.06.92.БЮП. № 24 (21) 4650490/27
т (22) 30.12.88
(72) А.Н.Белоусов, В.А.Ёфанов, А.М Курбатов и А.Е Картаных
(53)621.791.75.039(088.8)
(56)Ильин В.А. Подающий механизм монтажного полуавтомата ПМТ-6. - Сварочное производство, № 6, 1987, с.25.
(54)УСТРОЙСТВО ДЛЯ ПОДАЧИ ПОРОШКОВОЙ ПРОВОЛОКИ
(57)Изобретение относится к сварке, гв частности к механизмам подачи порошковой проволоки, и м.б. использовано для промышленного использования в любой отрасли народного хозяйства. Цель изобретения - повышение качества сварного соединения путем уменьшения деформации порошковой проволоки . в процессе ее подачи в зону
сварки устройство для подачи порошковой проволоки 1 содержит поджимной ролик 2 и зубчатый приводной ролик 3,
на рабочей поверхности А которого ВИН полнена проточка 5 Боковые стенки б проточки 5 выполнены под углом ei 86- 90° относительно рабочей поверхности 4. Поджимной ролик 2 содержит коня ческую проточку 7 Угловые участки 6 и 9 зубчатого приводного ролика 3 в процессе работы вдавливаются В Тело, проволоки Сила проталкивания прет вышает усилие сжатия, деформирующее . проволоку I, которое направлено вдоль боковых поверхностей поперечного сег чения металлической оболочки Благо даря углу наклона боковых стенок про-. точки снижается сила врезания зубьев. в проволоку, тем самым снижается деформация оболочки порошковой проволоки, уменьшается выкрашивание флюса из проволоки, в результате чего повышается качество сварного соединения и появляется .возможность транспортире- : вания порошковой проволоки на большие расстояния 3 ил, 2 табл
с в
(Л
с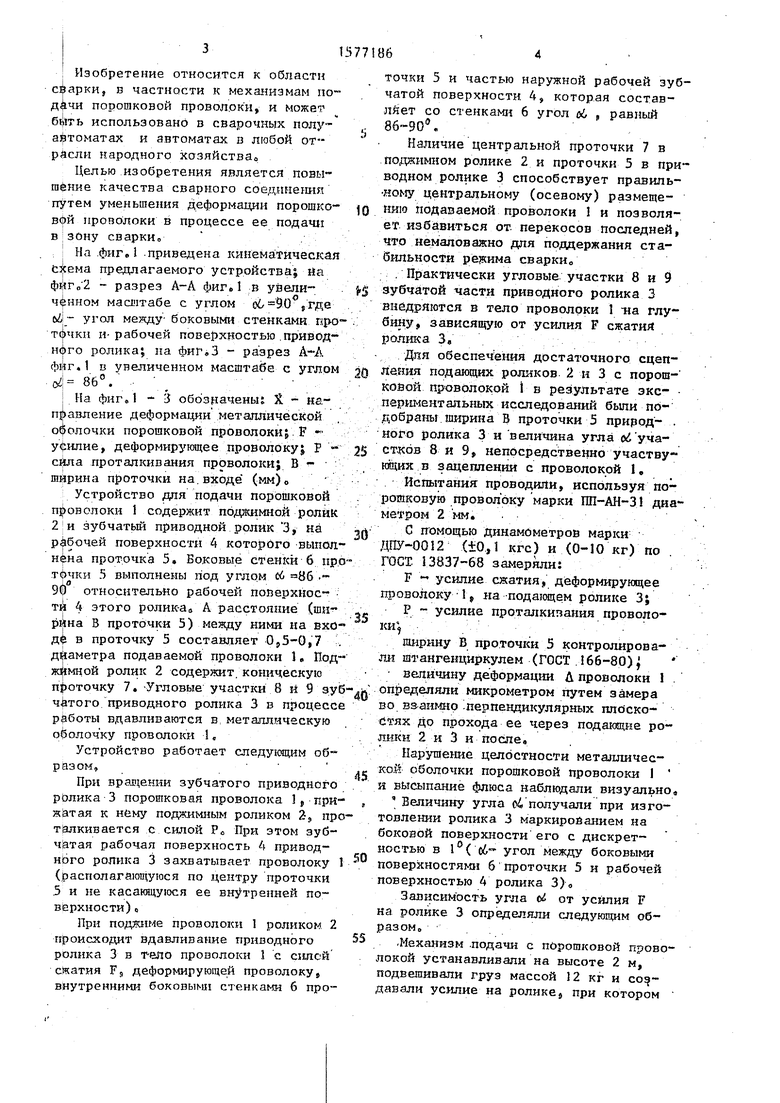
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 1990 |
|
SU1760700A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 2006 |
|
RU2325977C2 |
| Устройство для подачи сварочной проволоки | 1990 |
|
SU1706797A1 |
| Устройство для подачи электродной проволоки | 1979 |
|
SU946840A1 |
| Устройство для сварки в щелевую разделку | 1986 |
|
SU1430207A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 1994 |
|
RU2069130C1 |
| Устройство для сборки и сварки трубных панелей из змеевиков | 1982 |
|
SU1055619A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ | 2002 |
|
RU2218257C1 |
| ПРИСТАВКА ДЛЯ НАПЛАВКИ ОТВЕРСТИЙ МАЛЫХ ДИАМЕТРОВ | 2003 |
|
RU2256539C2 |
| Устройство для подачи электродной проволоки | 1983 |
|
SU1199521A1 |
ел j Ч
00
да
fat. 2
Изобретение относится к области сварки, в частности к механизмам по дачи порошковой проволоки, и может быть использовано в сварочных полуавтоматах и автоматах в любой отрасли народного хозяйства,,
Целью изобретения является повышение качества сварного соединения путем уменьшения деформации порошковой проволоки в процессе ее подачи в зону еваркио
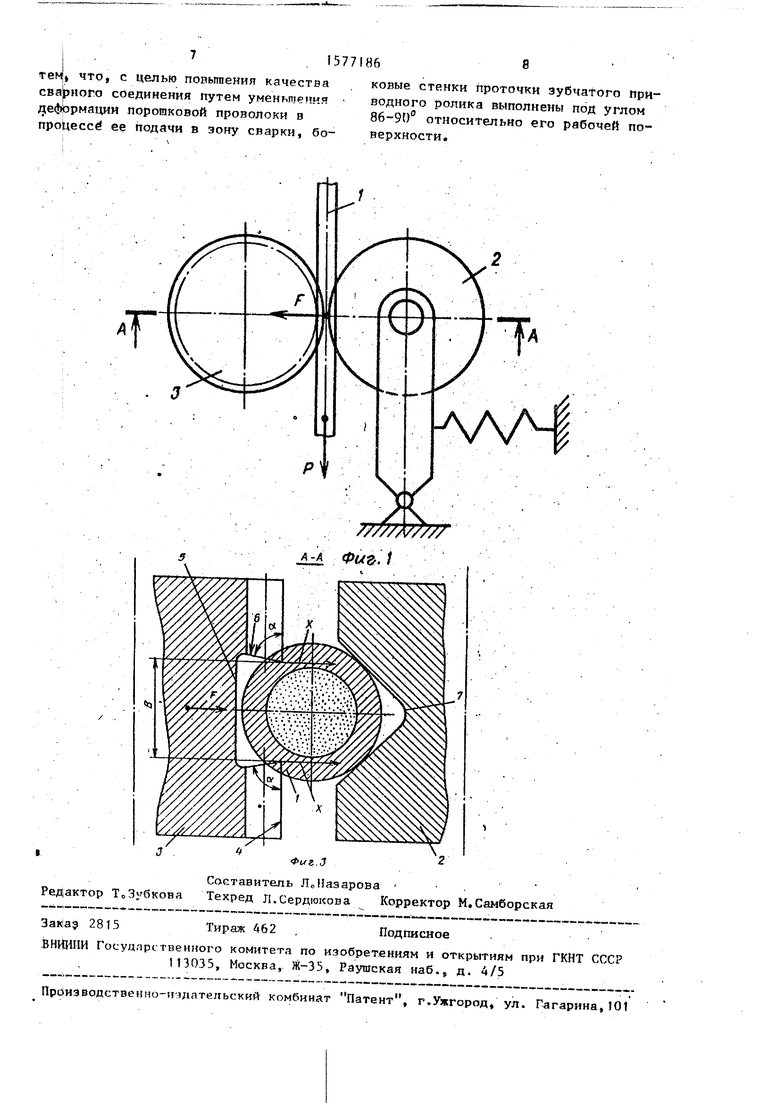
На фиг.1 приведена кинематическая схема предлагаемого устройства на фиг„2 - разрез А-А фиг.1 в увеличенном масштабе с углом об 90 , где ui - угол между боковыми стенками проточки и рабочей поверхностью приводного ролика; на - разрез А-А фиг.1 и увеличенном масштабе с углом о 86°.
На фиг. 1 3 обозначены: X - направление деформации металлической . оболочки порошковой проволоки} F - усилие, деформирующее проволокуj P - сила проталкивания проволоки; В - ширина проточки на входе (мм)0
Устройство для подачи порошковой проволоки 1 содержит поджимной ролик 2 и зубчатый приводной ролик 3, на рабочей поверхности 4 которого выполнена проточка 5« Боковые стенки 6 про точки 5 выполнены под углом сб 86 - 90 относительно рабочей поверхности 4 этого ролика А расстояние (ширина В проточки 5) между ними на входе в проточку 5 составляет 0,5-0,7 диаметра подаваемой проволоки 1. Поджимной ролик 2 содержит коническую проточку 7. Угловые участки 8 и 9 зубчатого приводного ролика 3 в процессе работы вдавливаются в металлическую оболочку проволоки 1.
Устройство работает следующим образом
При вращении зубчатого приводного ролика 3 порошковая проволока 1, прижатая к нему поджимным роликом 2-,, пр талкивается с силой Р0 При этом зубчатая рабочая поверхность 4 приводного ролика 3 захватывает проволоку (располагающуюся по центру проточки 5 и не касающуюся ее внутренней по верхности)«
При поджиме проволоки 1 роликом 2 происходит вдавливание приводного ролика 3 в т-ело проволоки 1 с силой сжатия FJ, деформирующей проволоку, внутренними боковыми стенками 6 про
0
5
0
5
0
5
0
5
точки 5 и частью наружной рабочей зубчатой поверхности 4, которая составляет со стенками 6 угол ui , равный 86-90°.
Наличие центральной проточки 7 в поджимном ролике 2 и проточки 5 в приводном ролике 3 способствует правиль- ному центральному (осевому) размещению подаваемой проволоки 1 и позволяет избавиться от перекосов последней, что немаловажно для поддержания стабильности режима сварки0
Практически угловые участки 8 и 9 зубчатой части приводного ролика 3 внедряются в тело проволоки 1 -на глубину, зависящую от усилия F сжатия ролика 3.
Для обеспечения достаточного сцепления подающих роликов 2 и 3 с порошковой проволокой в результате экспериментальных исследований были подобраны ширина В проточки 5 природного ролика 3 и величина угла Ы, участков 8 и 9, непосредственно участвующих в зацеплении с проволокой 1.
Испытания проводили, используя порошковую проволоку марки ПП-АН-З диаметром 2 мм.
С помощью динамометров марки ДПУ-0012 (±0,1 кгс) и (0-10 кг) по ГОСТ 13837-68 замеряли:
F - усилие сжатия, деформирующее проволоку 1, на подающем ролике 3;
Р усилие проталкивания проволоки}
ширину В проточки 5 контролировали штангенциркулем (ГОСТ 166-80)
величину деформации Л проволоки 1 определяли микрометром путем замера во взаимно перпендикулярных плоскостях до прохода ее через подающие ролики 2 и 3 и после.
Нарушение целостности металлической оболочки порошковой проволоки 1 и высыпание флюса наблюдали визуально, Величину угла oi получали при изготовлении ролика 3 маркированием на боковой поверхности его с дискретностью в 1°( об угол между боковыми поверхностями 6 проточки 5 и рабочей поверхностью 4 ролика 3)«
Зависимость угла х от усилия F на ролике 3 определяли следующим образ ом о
-Механизм подачи с порошковой проволокой устанавливали на высоте 2 м, подвешивали груз массой 12 кг и cog- давали усилие на ролике, при котором
5 -1577186
проволока I устойчиво (без проскаль1- зывання) поднимала груз 12 кг на длине 1,5 - 1,8 м Динамометром определяли значение усилия F на ролике 3, результаты измерений приведены в табл.1
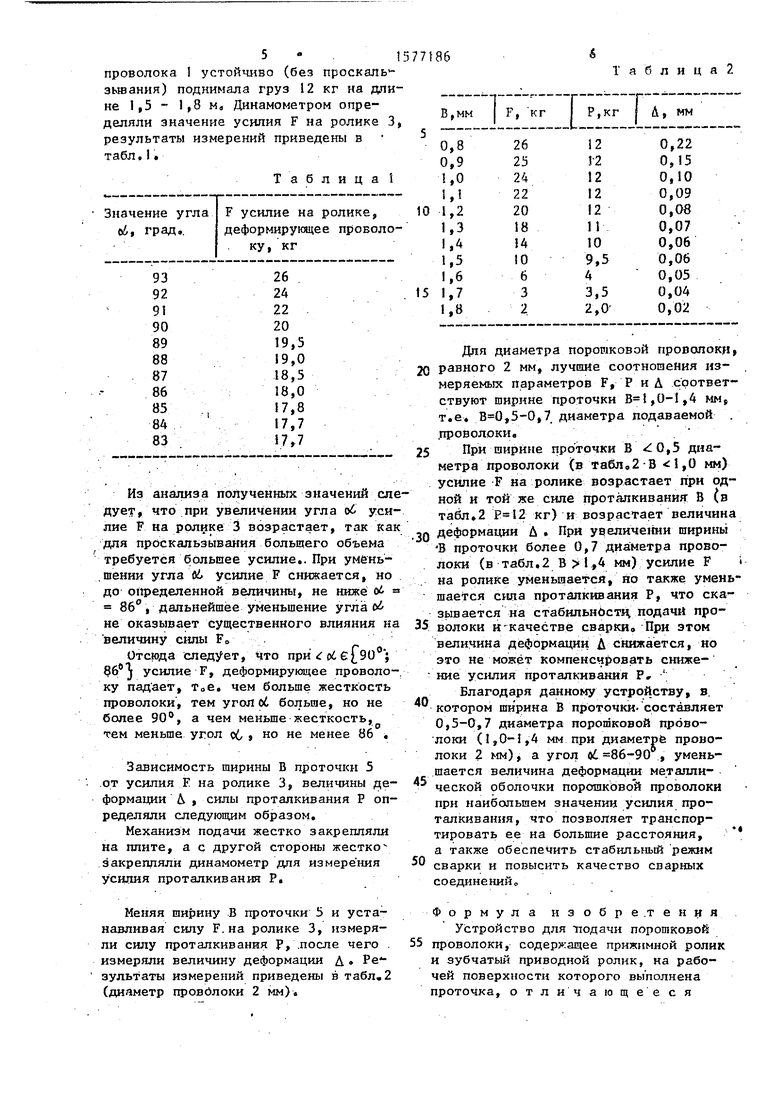
В,
Таблица 1
Из анализа полученных значений следует, что при увеличении угла оЈ усилие F на ролике 3 возрастает, так как для проскальзывания большего объема требуется большее усилие.. При уменьшении угла Об усилие F снижается, но до определенной величины, не ниже оЈ 86°, дальнейшее уменьшение угла оЈ не оказывает существенного влияния на величину силы Р„
Отсюда следует, что при pd еЈ90°; 86° усилие F, деформирующее проволоку пад ает, т0е. чем больше жесткость проволоки, тем угол od больше, но не более 90°, а чем меньше жесткость, тем меньше угол об , но не менее 86 .
Зависимость ширины В проточки 5 от усилия F на ролике 3, величины деформации Д , силы проталкивания Р определяли следующим образом.
Механизм подачи жестко закрепляли на плите, а с другой стороны жесткоv закрепляли динамометр для измерения усилия проталкивания Р.
Меняя ширину В проточки 5 и устанавливая силу F.на ролике 3, измеряли силу проталкивания Р, после чего измеряли величину деформации Д. Результаты измерений приведены в табл.2 (диаметр проволоки 2 мм).
Таблица2
В,мм F, кг I Р,кг I А, мм
ека
Для диаметра порошковой проволоки 20 равного 2 мм, лучшие соотношения измеряемых параметров F, Р и Д соответствуют ширине проточки ,0-1,4 мм, т.е. ,5-0,7 диаметра подаваемой . .проволоки.
25 При ширине проточки В Ј0,5 диаметра проволоки (в табл«2 В 1,0 мм) усилие F на ролике возрастает при одной и той же силе проталкивания В (в табл.2 кг) и возрастает величина од деформации Д При увеличении ширины В проточки более 0,7 диаметра проволоки (в табл.2 ,4 мм) усилие F на ролике уменьшается, но также уменьшается сила проталкивания Р, что сказывается на стабильности, подачи про- 35 волоки и-качестве сварки При этом величина деформации Д снижается, но это не монет компенсировать сниже- кие усилия проталкивания Р :
Благодаря данному устройству, в котором ширина В проточки- составляет 0,5-0,7 диаметра порошковой проволоки (1,0-1,4 мм при диаметре проволоки 2 мм), а угол оЈ 86-90 , уменьшается величина деформации металлической оболочки порошковой проволоки при наибольшем значении усилия проталкивания, что позволяет транспортировать ее на большие расстояния, а также обеспечить стабильный режим сварки и повысить качество сварных
40
45
50
соединений,,
Формула изобретения
Устройство для тгодачи порошковой проволоки, содержащее прижимной ролик и зубчатый приводной ролик, на рабочей поверхности которого выполнена проточка, отличающееся
тем что, с целью пояьппения качества сварного соединения путем уменьшения деформации порошковой проволоки в процессе ее подачи в зону сварки, 3
ковые стенки проточки зубчатого приводного ролика выполнены под углом 86-90° относительно его рабочей поверхности.
