Изобретение относится к сварочному производству и может быть использовано в машиностроении при изготовлении сварочных аппаратов, в первую очередь для элек- трошлэковой сварки, которая предъявляет высокие требования к надежности работы устройств для подачи сварочной проволоки евиду недопустимости перерыва процесса сварки.
С появлением новых высокоэффективных способов электрошлаковой сварки требуется подача большого количества присадочного материала в одном месте сварочного зазора с большой скоростью.
Эффект от применения нового способа сварки получается еще большим, когда количество сварочных проволок, необходимых для подачи требуемого объема присадочного металла, уменьшается до одной с соответственным увеличением ее диаметра.
Известные устройства для подачи сварочной проволоки представляют собой привод и вращаемую этим приводом систему подающих роликов, сжимающих проволоку и проталкивающих ее в зону сварки через специальный мундштук.
Наиболее совершенными являются устройства с расположением непосредственно на подвижной части сварочного аппарата, для которых усилие проталкивания проволоки минимально.
Однако с увеличением диаметра сварочной проволоки и скорости ее подачи резко возрастает усилие ее проталкивания через изогнутый канал мундштука. Это приводит к необходимости увеличения усилия прижатия проволоки к поверхности ведущего ролика устройства. Из-за малого участка контакты проволоки с роликом эти усилия достигают значительной величины и существенно увеличивают нагрузку как на ролик, так и на его привод, снижая надежность их работы. Кроме того, увеличение усилия сжатия проволоки на малом участке приводит к деформации сечения проволоки и заклиниванию ее в канале мундштука.
Применение данного подающего устройства, содержащего два прижимных ролика, увеличивает участок контакта подающей проволоки с ведущим роликом и уменьшает требуемое усилие сжатия проволоки для создания силы трения между ведущим роликом и проволокой. Однако прижатие проволоки двумя прижимными роликами приводит к ее деформации, на ликвидацию которой требуется усилие затрачиваемое при проталкивании проволоки по каналам, ведущим в зону сварки. При этом с увеличением диаметра подаваемой
проволоки усилие ее проталкивания увеличивается.. Т.о. выигрыш, получаемый от применения двух прижимных роликов, в значительной части теряется из-за несоответствия кривизны проволоки, выходящей из-под роликов, с кривизной канала, по которой она подается в зону сварки. Возможность регулирования кривизны подаваемой проволоки отсутствует, так как в известном
устройстве положение прижимных роликов жестко зафиксировано.
Цель изобретения - повышение надежности процесса сварки.
Поставленная цель достигается тем, что
один из прижимных роликов установлен с возможностью фиксированного перемещения в направлении, параллельном поверхности ведущего ролика.
На чертеже изображено, предложенное
устройство.
Устройство для подачи проволоки состоит из ведущего приводного ролика 1, прижимного ролика 2 и перемещаемого прижимного ролика 3, закрепленного на рычаге 4, ось поворота которого совпадает с осью ведущего ролика 1. Рычаг 4 снабжен средством его фиксации в виде зубчатого сектора 5, дуга которого параллельна окружности ведущего ролика
К ведущему ролику 1 прижат скользящий контакт 9. с помощью которого через ведущий ролик подводится сварочное напряжение к подаваемой проволоке.
Устройство работает следующим образом.
Сварочная проволока б с кассеты 7 вводится между ведущим 1 и прижимными 2 и 3 роликами. Поворотом рычага 4 ролик 3 перемещается в положение, обеспечивэющее необходимую траекторию движения, конца проволоки 8. Задав траекторию конца проволоки, рычаг 3 фиксируют относительно ведущего ролика 1.
Изменяя положение ролика 3, можно
менять направление подачи проволоки без специального, применяемого в настоящее время, мундштука. В случае применения мундштука с изогнутым каналом требуется меньшее усилие для проталкивания проволоки.
Таким образом, предлагаемое устройство дает возможность регулировать кривизну проволоки, подаваемой в зону сварки, и обеспечить необходимую траекторию движения конца проволоки с минимальным усилием, что значительно повышает надежность процесса сварки при использовании проволоки большого диаметра, подаваемой с большой скоростью.
51706797 6
Изготовляют опытный сварочный аппа-Ф о р м у л а и з о б р е т е н и «
рат с использованием предлагаемого уст-Устройство для подачи сварочной провопойгтва Ведущий ролик выполняютлоки. содержащее по крайней мере два припиаметром 400 мм. а прижимные ролики -жимных ролика и ведущий ролик, диаметр
пиаметром 40 мм, Аппарат испытан в лабо-5 которого больше диаметра прижимного ролираторных условиях при сварке образцов пока. о т л и ч а ю щ е е с я тем. что. с целью
способу ас № 878471 с использованиемповышения надежности процесса при электпооволоки диаметром б мм. Сварка произ-рошлаковой сварке, один из прижимных роливодилась с подачей проволоки до 1200ков установлен с возможностью
м/час и показала большую надежность по-10 фиксированного перемещения в направлении,
дающего механизма.параллельном поверхности ведущего ролика.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДАЧИ ПРОВОЛОКИ | 1991 |
|
RU2024379C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 1990 |
|
SU1760700A1 |
| Сварочный мундштук | 1978 |
|
SU841844A1 |
| Устройство для подачи проволоки | 1985 |
|
SU1299727A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ВРАЩАЮЩЕЙСЯ НАПЛАВОЧНОЙ ПРОВОЛОКИ | 2004 |
|
RU2266180C1 |
| Устройство для автоматической дуговой сварки поворотных стыков труб | 1976 |
|
SU749600A1 |
| Устройство для сварки плавлением | 1979 |
|
SU1107988A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 2006 |
|
RU2325977C2 |
| Устройство для подачи электродной проволоки | 1986 |
|
SU1388225A1 |
| Устройство для газоэлектрической сварки | 1972 |
|
SU468724A1 |
Изобретение относится к сварочному производству и южет быть использовано в машиностроении при изготовлении сварочных аппаратов, в первую очередь для электрошлаковой сварки. Цель изобретения ----- повышение надежности процесса при электрошлаковой сварке. Это достигается тем, что в устройстве, содержащем ведущий приводной 1 и . прижимной 2 ролики, дополнительно установлен прижимной ролик 3 на рычаге 4, oci поворота которого совпадает с осью ведущего ролика 1. Рычаг 4 снабжен элементом его фиксации в виде зубчатого сектора 5, дуга которого параллельна окружности ведущего ролика 1. Устройство дает возможность регулировать кривизну и направление подаваемой в зону сварки проволоки, что повышает надежность процесса сварки при использовании проволоки большого диаметра, подаваемой с большой скоростью. 1 ил. ел С VI О (X v Ю VI 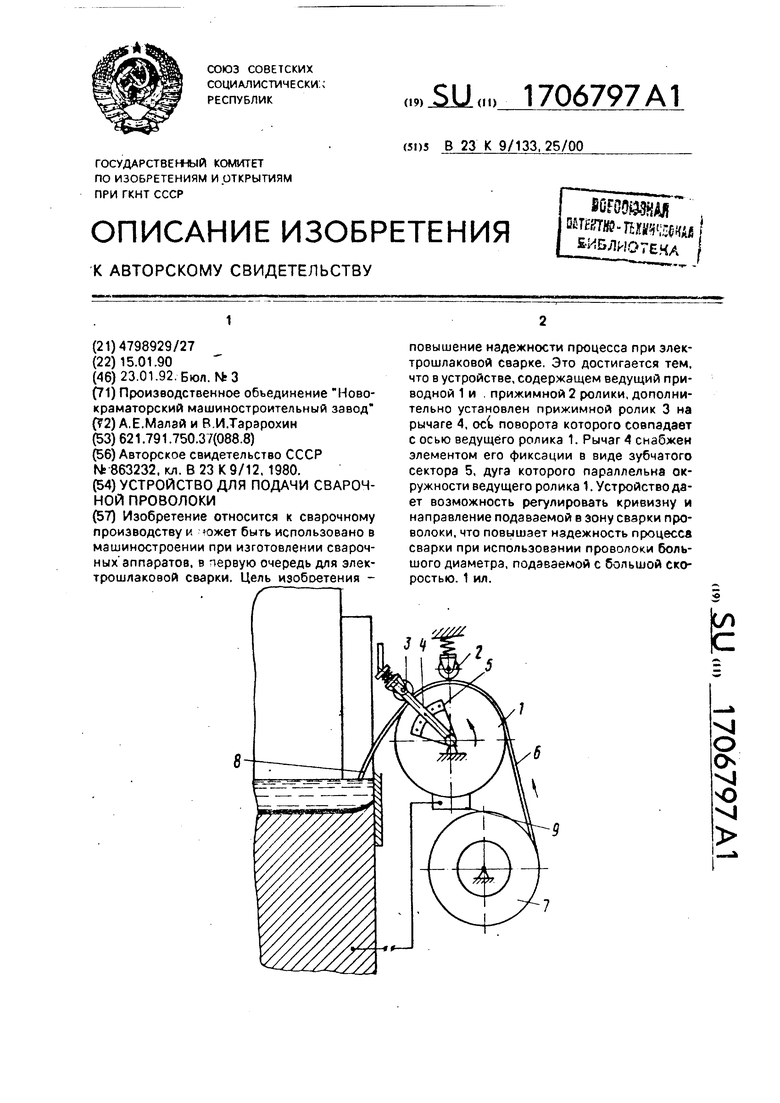
| Устройство для подачи электродной проволоки | 1980 |
|
SU863232A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
