Изобретение относится к металлургии, а точнее к установке для непрерывного литья поршневых колец,
Цель изо&ретения - повышение производительности ,
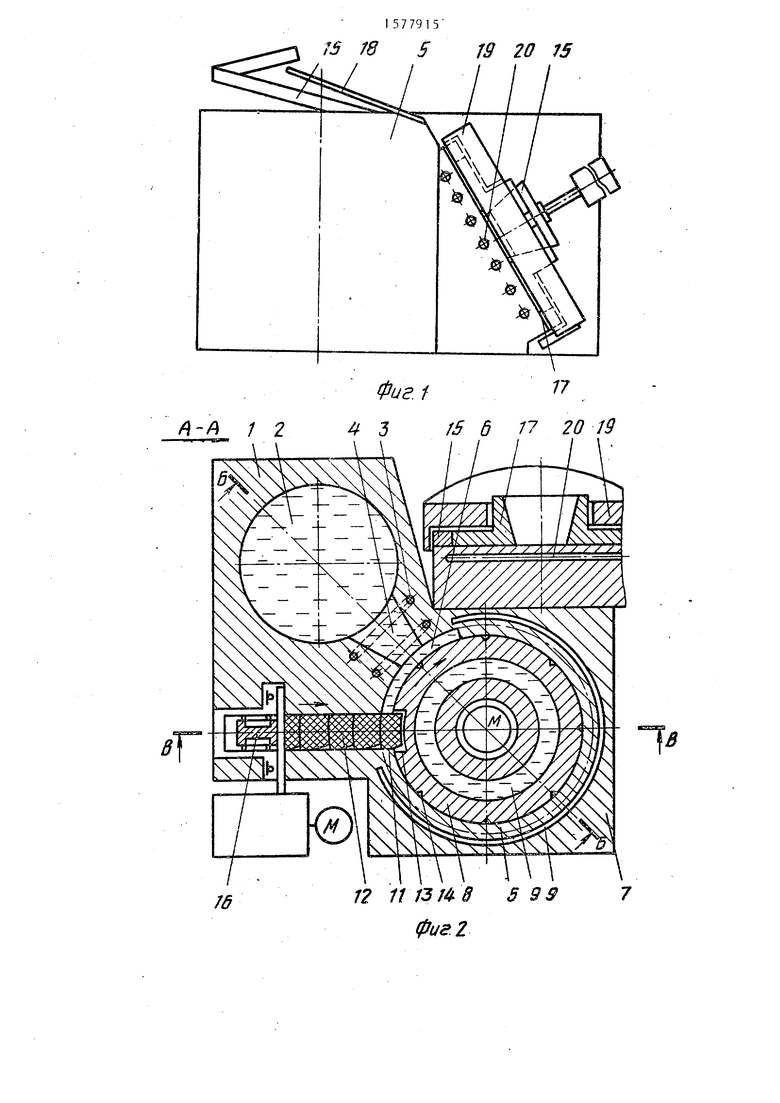
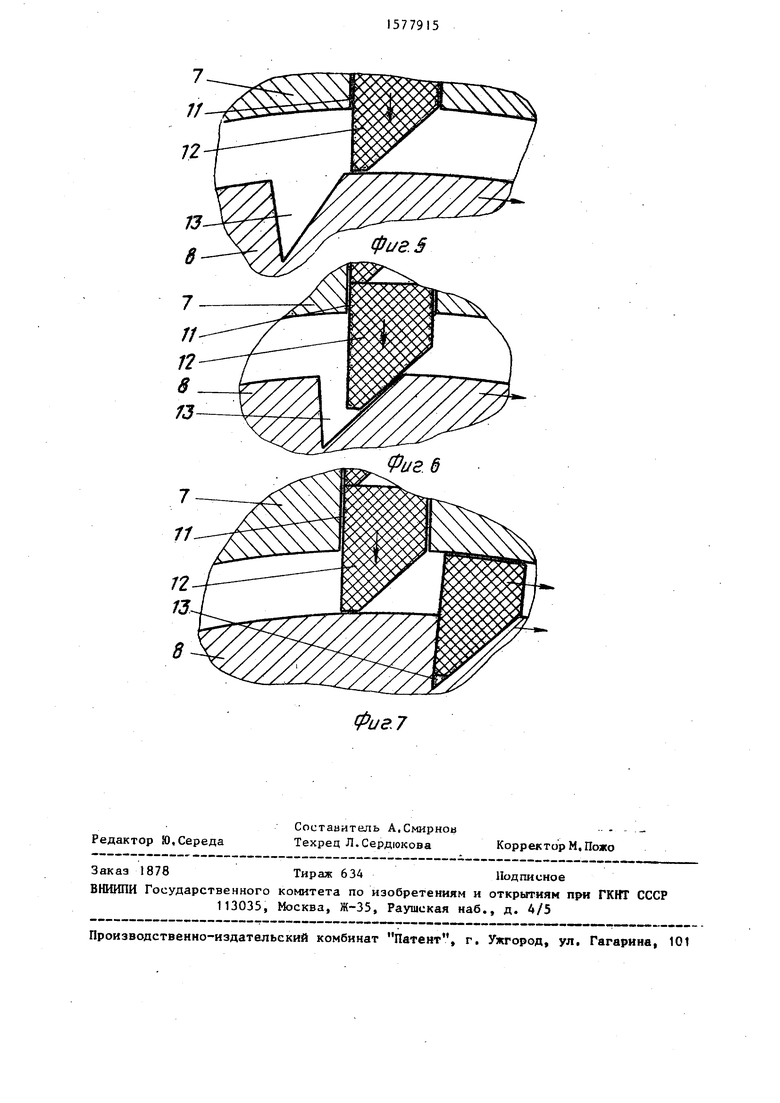
На фиг. 1 - схематично представлена предлагаемая установка; на фиг, 2 - разрез А-А на фиг, 4; на фиг. 3 - разрез Б-Б (повернуто) на фиг. 2; на фиг, 4 - разрез В-В на фиг. 2; на фиг, 5-7 - схемы последовательности установки разделителя в вертикальный паз,
Установка для непрерывного литья поршневых колец содержит емкость I с расплавом 2 и электрообогревателем 3, соединенную при помощи канала 4 с кристаллизатором 5 таким образом, что расплав может заполнить формообразующую полость 6 по принципу сообщающихся сосудов. Кристаллизатор состоит из неподвижной охватывающей 7 и подвижной охватываемой 8 частей,
имеющих средства 9 охлаждения и привод 10 вращения подвижной части. Привод включает электродвигатель, редуктор, муфту и передачу. В цилиндрической охватывающей поверхности неподвижной части 7 кристаллизатора 5, диаметром, равным внутреннему диаметру заготовки поршневого кольца, выполнена формообразующая полость 6 в виде винтовой линии с сечением поршневого кольца, начинающаяся сразу за отверстием 11 подачи разделителей 12, пересекающаяся с каналом 4 подачи расплава и заканчивающаяся на верхней плоскости кристаллизатора. На охватываемой поверхности подвижной части 8 кристаллизатора 5 выпопнен вертикальный паз 13 для захвата разделителей 12, а также пазы 14 вытяжки отливки 15, Все пазы представляют собой вертикальные каналы, начинающиеся на уровне низа формообразующей полости и заканчивающиеся на верхней плоскости крис. галлизато-
(Л
с
СП
i j
ел
315
ра,Разделители 12 представляют собой стержниf например графитовые с четырьмя плоскими поверхностями и двумя кривыми с радиусом кривизны, равным половине наружного диаметра отливки. Причем заходиая часть разделителей выполнена в форме прямоугольной трапеции( высота разделителей равна высоте формообразующего канала, а шири- на - соответствует ширине замка поршневого кольца, Разделители 12 периодически подаются в формообразующую полость 6 через отверстие 11 питателем 16. В горизонтальном канале пита- теля 16 разделители 12 постоянно находятся в поджатом к подвижной части 8 кристаллизатора 5 состоянии.
Установка для непрерывного литья поршневых колец работает следующим образом.
Включают нагреватели 3 и доводят температуру емкости для расплава 1 и каналов 4 подачи расплава до 1000- , Заполняют питатель 16 разде- лителями 12 и приводят его в рабочее состояние, когда первый разделитель находится в формообразующем канале 6 и прижимается следующими разделителями к подвижной части 8 крие- таллиэатора, а механизм подачи разделителей включен. Открывают подачу хладагента в кристаллизатор 5. Запивают в емкость 1 расплав 2 и доводят его до готовности. После затвердевания расплава в формообразующей полости 6 включают привод 10 вращения подвижной части 8 кристаллизатора 5. Начинается процесс вытяжки отливки 15, При заполнении формообразующей полос- ти 6, расплав также заполнил пазы 14 вытяжки отливки и закристаллизовался в них, Кроме того и усадка отливки 15 улучшает ее сцепление с подвижной охватывающей частью 8 кристаллизато- ра 5. За счет этого вращающаяся подвижная часть 8 увлекает за собой отливку 15, протягивая ее по формооора- зующему каналу 6, выполненному по винтовой линии в неподвижной части 7 кристаллизатора 5. При этом отливка освобождает свое место в формообразующем канале, которое занимает расплав 2, поступающий из канала 4, Он также заполняет все свободное пространство том числе и пазы 14 вытяж ки отливки, охлаждаясь, кристаллизуется в отливку и также протягивается подвижной частью 8 по каналу. Также
Q
5
O
154
как и отливка, разделитель перемещается охватываемой частью кристаллизатора. Нижней плоскостью разделитель скользит по нижней поверхности формообразующего канала и поджимается вверх по винтовой на выход из канала, Вращение охватываемой подвижной части 8 приводит к тому, что на какой- то стадии поворота паз 13 совмещается с отверстием 11 и следующий разделитель 12 под действием механизма 16 подачи питателя заходит в паз 13, который перемещает его по каналу, При этом разделитель 1 2 перекрывает все сечение формообразующей полости 6, отделяя последующую отливку от предыдущей и формообразуя торцы концов поршневого кольца. На место ушедшего разделителя 12 питателем 16 подается новый. После выхода заготовки поршневого кольца из полости 6 оно падает на приемную поверхность устройства передачи отливок, а разделитель 12 - на верхнюю плоскость кристаллизатора 5, откуда удаляется в короб для использованных разделителей.
Повышение производительности предлагаемой установки достигается за счет одновременного и непрерывного выполнения всею операций, исключения операции резки отливки на отдельные заготовки, повышение коэффициента использования металла, уменьшением отходов в стружку при применении разделителей вместо резки.
Формула изобретения
1. Установка для непрерывного литья поршневых колец, содержащая емкость для жидкого металла и составной кристаллизатор, выполненный из гильзы и цилиндра с приводом вращения, установленных с зазором и с образованием спиральной канавки, отличающаяся тем, что, с целью повышения производительности, она снабжена механизмом подачи разделителей в спиральную канавку, спиральная канавка выполнена на внутренней поверхности гильзы,
на внешней поверхности цилиндра
выполнены продольные пазы для захвата разделителей и продольные насечки для фиксации отливки от проворота.
2, Установка по п. 1, о т л и - чающая с я тем, что заходная часть разделителей выполнена в форме прямоугольной трапеции.
2гпф
$& s gw& и и
61 01 LL 9 SI
91
Ј 17
I t V-V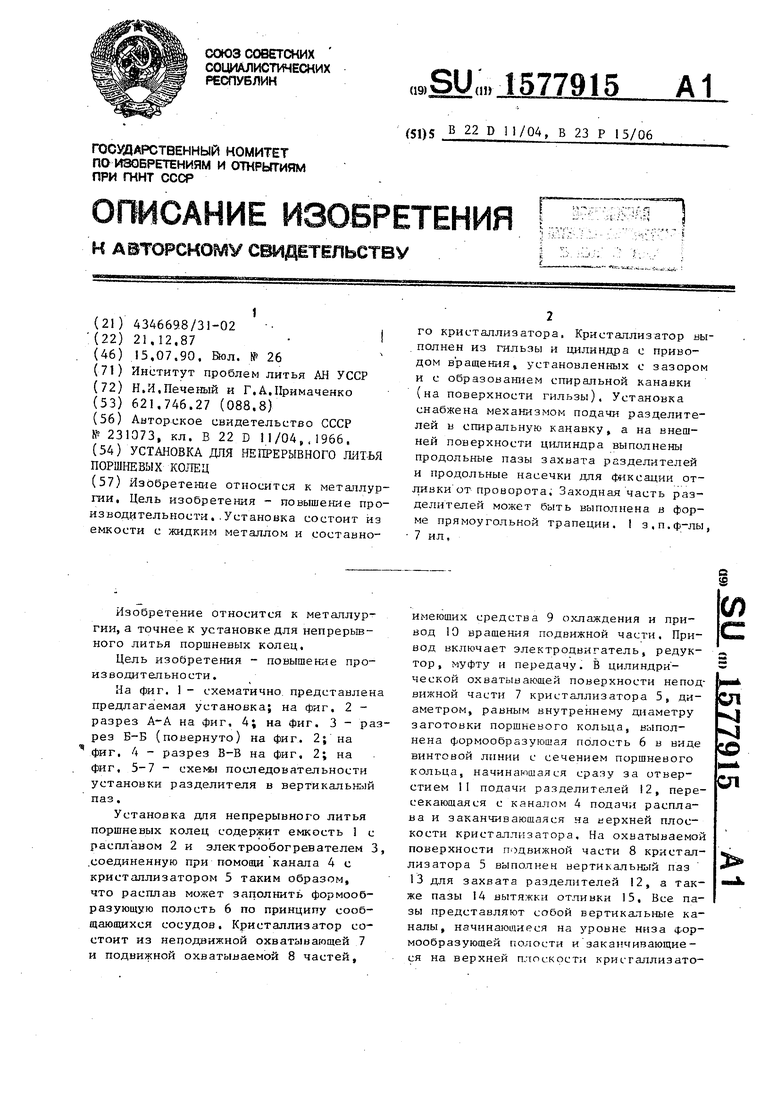

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для горизонтального непрерывного литья и прессования металла методом конформ | 2018 |
|
RU2709309C1 |
| ФОРМА ДЛЯ ЛИТЬЯ ПОРШНЕВЫХ КОЛЕЦ ПОГРУЖЕНИЕМ | 1991 |
|
RU2016697C1 |
| СПОСОБ И КОКИЛЬ ДЛЯ ОТЛИВКИ ГИЛЬЗЫ КРИСТАЛЛИЗАТОРА | 2011 |
|
RU2456120C1 |
| Кристаллизатор для непрерывного литья металлов | 1983 |
|
SU1107955A1 |
| Плазменная шахтная печь для переработки радиоактивных отходов низкого и среднего уровня активности | 1990 |
|
SU1810391A1 |
| Машина для литья под давлением | 1973 |
|
SU445516A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476291C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ДУГООБРАЗНЫХ АРМИРОВАННЫХ ЗАГОТОВОК | 2003 |
|
RU2243060C1 |
| СПОСОБ НЕПРЕРЫВНОГО МНОГОРУЧЬЕВОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ПЛОСКИХ СЛИТКОВ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР И ТЯНУЩЕЕ УСТРОЙСТВО ДЛЯ ЭТОЙ УСТАНОВКИ | 1999 |
|
RU2161546C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2211745C1 |

Изобретение относится к металлургии. Цель изобретения - повышение производительности. Установка состоит из емкости с жидким металлом и составного кристаллизатора. Кристаллизатор выполнен из гильзы и цилиндра с приводом вращения, установленных с зазором и с образованием спиральной канавки (на поверхности гильзы). Установка снабжена механизмом подачи разделителей в спиральную канавку, а на внешней поверхности цилиндра выполнены продольные пазы для захвата разделителей и продольные насечки для фиксации отливки от проворота. Заходная часть разделителей может быть выполнена в форме прямоугольной трапеции. 1 з.п. ф-лы, 7 ил.
a
st oz si
5 81 Јt
.si6z:zs i
1 ЗПф
w
9121
9-9
2Л0
& 8 5 U К
913-Я
И s SWSlЈ Ј
8
PueJ
| Установка полунепрерывной разливки металлов и сплавов | 1966 |
|
SU231073A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
